Изобретение относится к машиностроению.
Цель изобретения - повышение надежности стопорения.
На фиг. 1 изображена вставка, обш,ий вид; на фиг. 2 и 3 - варианты выполнения выступов; на фиг. 4 - сечение А-А на фиг. 2,
Самоконтряш,аяся резьбовая вставка из проволоки 1 ромбического сечения с элементами 2 стопорения в виде выступов, расположенных по наружной поверхности, в направлении большой диагонали ромба, выполнена с дополнительными элементами 3 стонорения но форме идентичными упомянутым выступам 2, расположенными на внутренней поверхности вдоль рабочей вставки. Выступы 2 и 3 выполнены симметричными и смещены один относительно другого. Высота их выполнена в пределах допусков резьбы для посадки с натягом. Малая диагональ ромба проволоки 1 не изменяется. Один конец проволоки 1 на вставке отогнут и является новодком 4 для размеш.ения в гнезде установочного инструмента. Для удаления поводка 4 после монтажа вставки служит надсечка 5. Проволока, из которой выполняется вставка, может иметь профиль с симметричным (фиг. 3) или смеш,енным (фиг. 2) расположением стопоряш.их элементов на наружной и внутренней поверхностях.
Расположение со смеш,ением выступов 2 и 3 характеризуется смеш,ением их вершин таким образом, что при завинчивании вставки или винта в гнездо участвуют в зацеплении большие пологие стороны выступов, обеспечивая плавное завинчивание, а противоположные, более короткие и крутые, оказывают большее сопротивление отвинчиванию вставки и винта из гнезда. Такие форма и расположение выступов более предпочтительны, усиливая эффект стопорения, так как силы противодействия, вызванные внедрением вставки в тело гнезда и винта во вставку, направлены навстречу друг другу и позволяют максимально использовать упругие свойства металла вставки.
Рекомендуемая величина смеш.ения противоположных выступов 2 и 3 по технологическим соображениям должна быть не менее 1/3 длины их шага.
Количество выступов на каждом витке наружной и внутренней поверхности вставки должно быть не менее трех. Это продиктовано необходимостью обеспечения каждым витком и вставкой в целом устойчивого положения при действии увеличенного крутяшего момента завинчивания вставки в корпус или винта во вставку. Уменьи1ение количества выступов на витке менее трех нежелательно, так как один выступ не обеспечит этого требования, а два обеспечат при условии их диаметрально противоположного расположения, что технологически трудно выполнимо.
Вставка устанавливается в резьбовое отверстие при помощи стандартного инструмента. Вращение вставки передается через поводок 4. При завинчивании вставки преодо левается несколько большее сопротивление и требуется увеличенный крутящий момент
5 также, как при завинчивании резьбы с натягом за счет внедрения выступов 2 в резьбу отверстия.
После установки вставки на место, т.е. когда она полностью «утоплена в отверстии, отпадает необходимость в наличии поводка 4 и последний удаляется, отламываясь в ослабленном месте - по надсечке 5. Резьбовое гнездо, образованное вставкой, готово для ввертывания в него винта и законтрено от поворота и ослабления за счет
5 внедрения выступов 2 в тело корпуса, создавая плотный контакт между наружными контуром рабочей поверхности витков вставки и гнездом.
Аналогично при завинчивании винта в резьбовую вставку преодолевается увеличенное сопротивление, возникающее за счет внедрения дополните аьных 3 выступов, расположенных на внутренней поверхности вставки в резьбу винта, за счет чего создается плотный контакт между внутренним контуром рабочей поверхности витков вставки и винтом. Сама вставка при этом остается неподвижной.
Предлагаемая конструкция самоконтрящейся резьбовой вставки обеспечивает надежное стопорение как с резьбовым отверстием, так и с резьбовой деталью, которая в нее завинчивается.
Благодаря такому выполнению резьбовой вставки повышается надежность стопорения резьбового соединения за счет обеспечения стопорения вставки как с гнездом,
5 куда она устанавливается, так и с ввинчиваемой в нее деталью. Это обеспечивается за счет выступов, расположенных по наружной и внутренней поверхности проволоки. Предлагаемая конструкция обеспечивает возможQ ность использования резьбовых вставок в отверстиях с менее точной резьбой
Фиг.2
2г
::
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОСТОПОРЯЩЕЕСЯ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2001 |
|
RU2194198C1 |
| Самоконтрящееся резьбовое соединение | 1977 |
|
SU651146A1 |
| ПРУЖИННАЯ ГАЙКА И СПОСОБ ИЗГОТОВЛЕНИЯ ПРУЖИННЫХ ГАЕК | 2001 |
|
RU2199035C1 |
| Самоконтрящийся резьбовой элемент | 1978 |
|
SU734443A1 |
| Самостопорящийся резьбовой элемент | 1989 |
|
SU1705623A1 |
| Самоконтрящаяся гайка и способ ее изготовления | 1977 |
|
SU709855A1 |
| ГАЙКА САМОСТОПОРЯЩАЯСЯ ПРУЖИННАЯ | 2003 |
|
RU2257495C2 |
| Спиральная проволочная резьбовая вставка | 1979 |
|
SU859693A1 |
| РАСПОРНЫЙ ДЮБЕЛЬ ИЗ ПЛАСТМАССЫ | 1995 |
|
RU2083885C1 |
| Стопорное резьбовое соединение, в том числе для групповых соединений | 2024 |
|
RU2820745C1 |

1. САМОКОНТРЯЩАЯСЯ РЕЗЬБОВАЯ ВСТАВКА из проволоки ромбического сечения с элементами стопорения в виде выступов, расположенных по наружной поверхности в направлении большой диагонали ромба, отличающаяся тем, что, с целью повышения надежности стопорения, она выполнена с дополнительными элементами стопорения, по форме идентичными выступам, расположенными на внутренней поверхности вдоль рабочей длины вставки. 2.Вставка по п. 1, отличающаяся тем, что выступы на наружной и внутренней поверхности выполнены симметричными. 3.Вставка по п. 1, отличающаяся тем, что элементы стопорения на наружной поверхности выполнены смещенными относительно элементов стопорения на внутренней -поверхности. /уууууу 00 о СП WWvW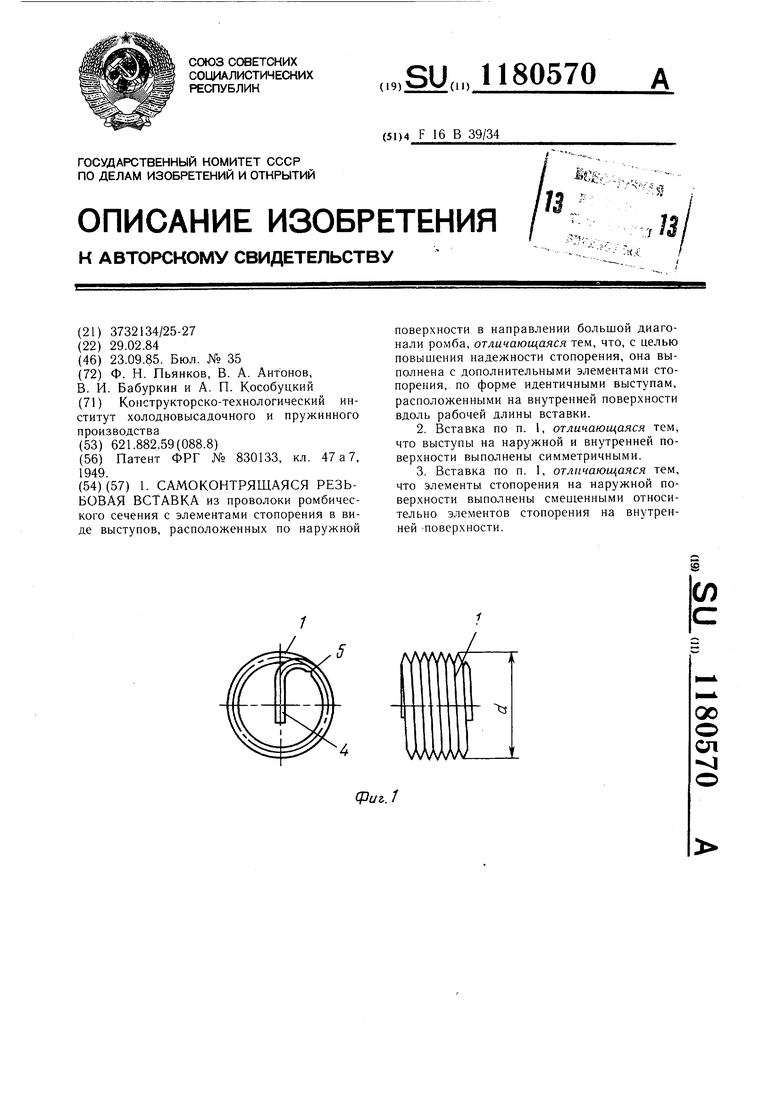
7
А-А
Ф(/г.J
| Весовое устройство | 1979 |
|
SU830133A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
