При изготовлении струнобетонных балок возникает необходимость одновременно надежно захватить большое количество проволок и удержать их при натяжении до предела упругости. Это достигается проведением ряда ручных операций; как-то: придания концам каждой не натянутой еще проволоки в отдельности волнового профиля при помощи ручного приспособления; укладки набора концов проволок на одну балку во временный захват, взаимно ориентирующий волны всех проволок друг относительно друга; перекладки концов проволоки из временного захвата в постоянный зажим и закрепления их стягиванием болтов.
Перечисленные операции чрезвычайно трудоемки и при большом числе проволок в балке (например, несколько десятков) требуют затраты значительного времени. В то же время не достигается одинаковое натяжение проволок балки, так как при образовании волнового профиля на концах проволок длины всех проволок не выправлены, и следовательно, при натяжении они разновременно вступают в строй.
Предлагаемый зажим производит нанесение полуволн и зажимание проволок одновременно на равномерно натянутые проволоки всей балки непосредственно на стенде. В зажиме применены волнообразные губки и подвижные валики.
Особенностью зажима является то, что подвижные валики расположены в обойме, имеющей поперечные направляющие для передвижения валиков, а для прижимания валиков к губкам применен клин, вдвигаемый в обойму с валиками.
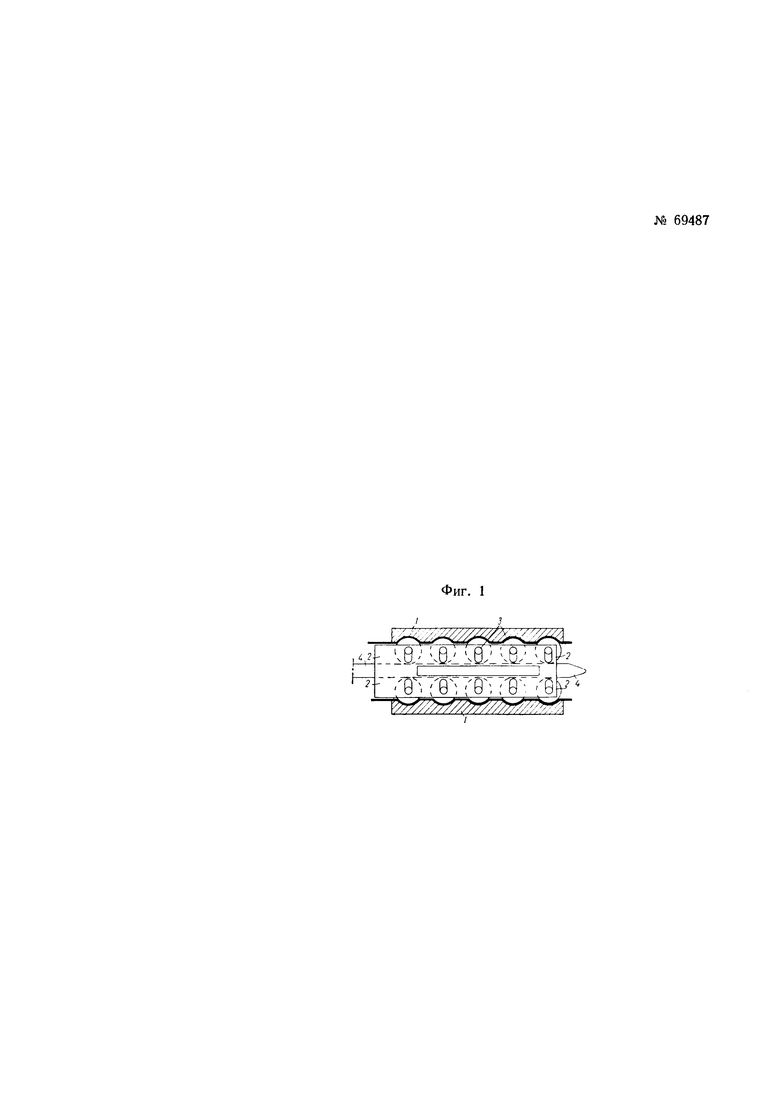
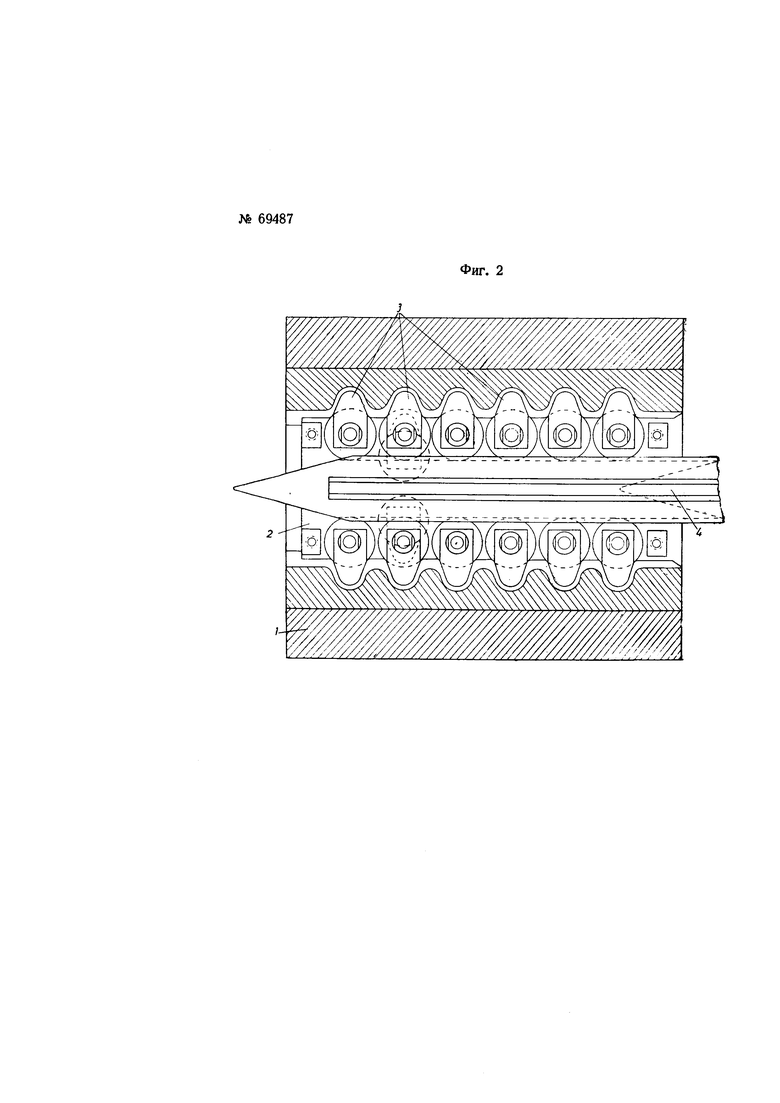
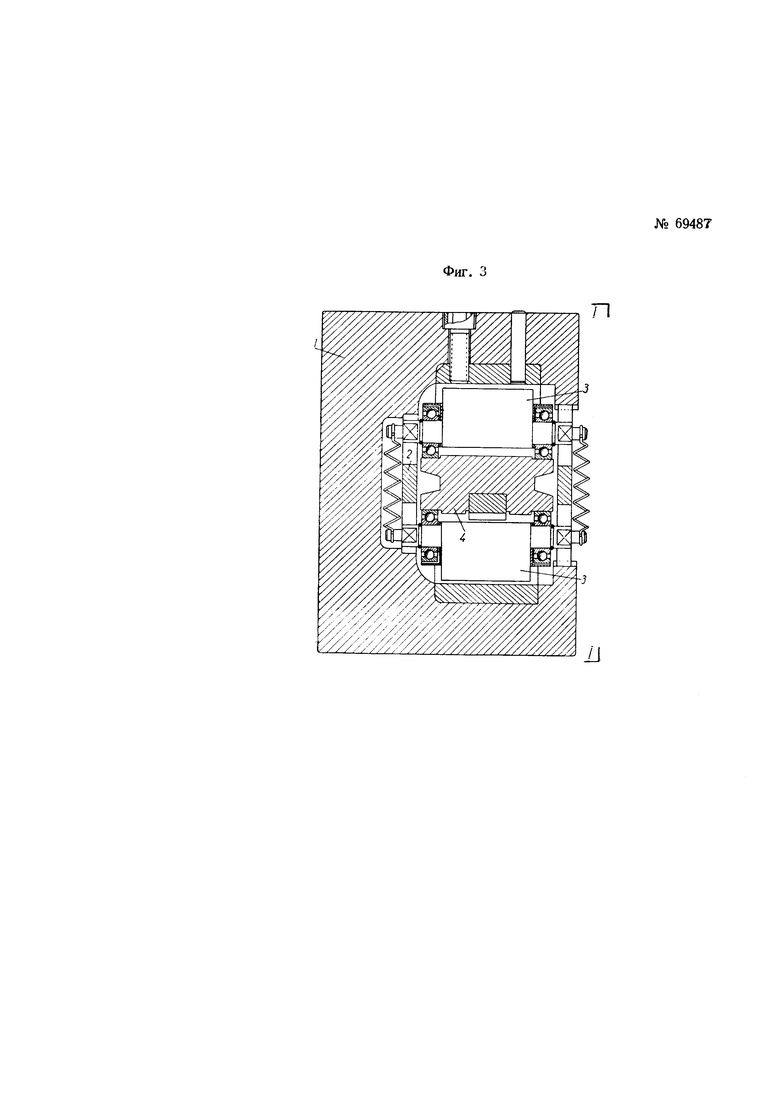
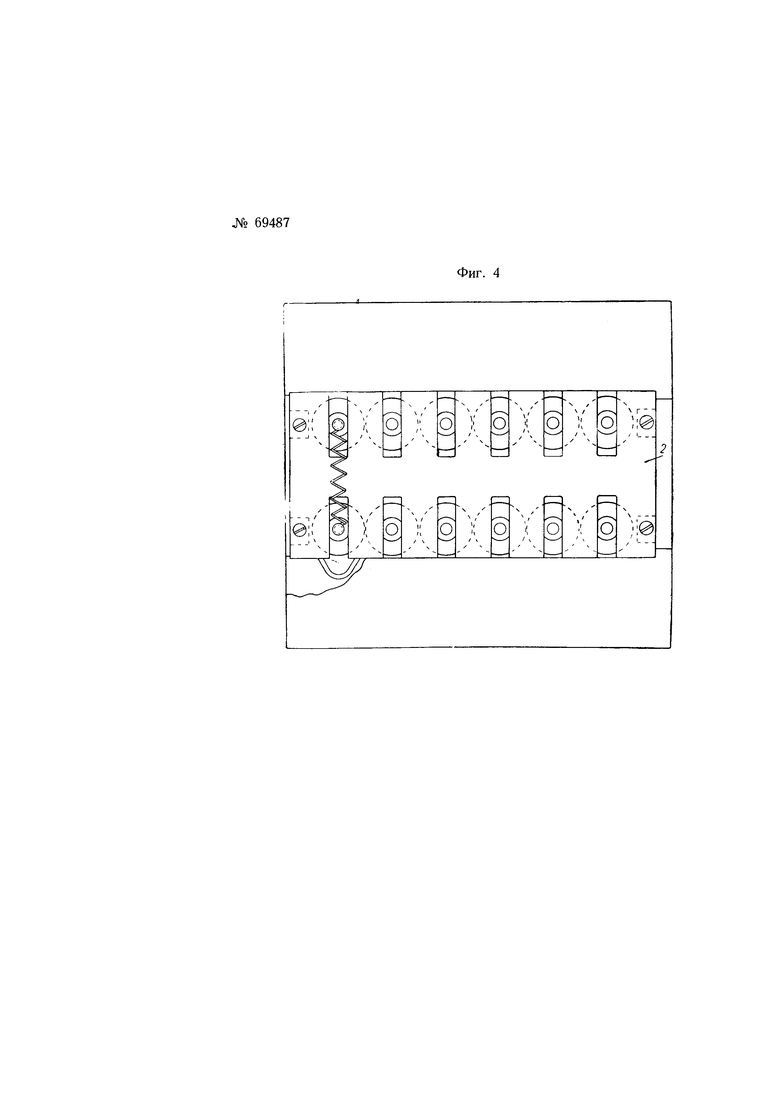
На фиг. 1 схематически изображено примерное осуществление предлагаемого зажима; на фиг. 2 - конструктивное выполнение этого зажима в продольном разрезе; на фиг. 3 - то же в поперечном разрезе и на фиг. 4 - вид конструкции зажима по фасаду (вид по I-I фиг. 3).
Для прочного зажатия большого числа проволок, не связанных друг с другом и испытывающих одностороннее индивидуальное напряжение, обычные плоские или волнистые зажимы не пригодны, так как из-за некалиброванности самой проволоки и не вполне точных поверхностей зажимов надежно захватываются лишь несколько проволок. Захват может быть улучшен путем давления на проволоку, которое вызывает ее смятие (сплющивание). Однако это в большинстве случаев приводит к ослаблению проволоки в месте выхода из зажима и преждевременному ее разрыву, так как проволоки с временным сопротивлением 180-200 кг/мм2 обладают большой поверхностной твердостью, хрупкостью и очень низкой эластичностью. К тому же трудно создать такую поверхностную обработку зажимов, чтобы при сжатии не происходило бы смятия поверхности зажима.
Известно, что при огибании проволокой барабана между проволокой и поверхностью барабана создается трение, препятствующее скольжению проволоки по барабану, в результате чего между набегающим и сбегающим концами проволоки создается разность усилий тем большая, чем больше угол обхвата проволокой барабана. Осуществляя несколько оборотов проволоки вокруг барабана, можно достигнуть изменения усилия во много раз. Поэтому захват проволоки зажимающим устройством может быть основан на принципе создания в проволоке перегибов, прилегающих к соответствующим цилиндрическим выступам на плашках зажима. На основе изложенных принципов сконструирован предлагаемый зажим, в котором зигзагообразная форма проволоки и ее огибание выпуклостей плашек создается и достигается при свободных (отпущенных) или натянутых проволоках в процессе самого зажимания.
Зажим состоит из двух поверхностей, неподвижно связанных друг с другом в виде подковообразной или замкнутой обоймы 1 с нанесенными на внутренней поверхности полуволнами (губки). Внутри обоймы закрепляется патрон 2 с двумя наборами стальных валиков 3, могущих двигаться по соответствующим поперечным направляющим, задвигаясь (западая) при этом в соответствующие углубления губок. Задвигание происходит всякий раз, когда в патрон вводится клин 4.
Клин производит задвигание валиков каждого по очереди до тех пор, пока он полностью не войдет в обойму зажима и этим не задвинет всех валиков.
Если в обойму 1 ввести два ряда проволок так, что каждый ряд касается губок, затем с одного конца в обойму свободно завести патрон 2 с набором валиков 3, закрепив его в обойме, и, наконец, начать принудительно вдавливать в обойму между валиками клин 4, то проволока будет вдавливаться валиками в углубления обоймы и в ней волна за волной будет создан волнистый профиль, совершенно точно и плотно огибающий выступ обоймы с одной стороны и валики с другой. При вдавливании проволоки в углубления необходимая длина для приобретения ею полуволны получается за счет подтягивания проволоки из пролета. Таким образом все проволоки одной натягиваемой нитки выбираются на одну и ту же длину, закрепляются в общей обойме, теряя возможность в силу большого количества перегибов дать какое-либо проскальзывание.
Вдвигание клина может производиться при помощи специального приставного устройства, приводимого в работу усилием рабочего на рукоятку, или приводиться в движение от мотора (на фиг. 1-4 не показано). При помощи аналогичного устройства производится освобождение зажима от проволок после окончания цикла натяжения и отпуска проволок для зарядки его новым пучком.
Порядок армирования струнобетонных балок при работе зажимом следующий.
1) Набор проволок, зажатый в зажим, протягивается по стенду в месте, где назначено формирование балок; при этом проволоки сматываются с затормаживающих барабанов, размещенных с задней стороны стенда. Раскатка совершается небольшой натяжной лебедкой, расположенной у переднего упора стенда.
2) Зажим вкладывается в лапу натяжной тележки головного упора и производится небольшое вытягивание проволок, натяжение которых регулируется механизмом торможения и вращением барабанов.
3) На стороне стенда, где расположены барабаны, в назначенных местах у заднего упора производится надевание двух зажимов и закрепление ближайшего к стенду зажима на упоре.
4) При помощи натяжной тележки выполняется рабочее натяжение проволок струнобетонных балок и зажим фиксируется на головном упоре стенда.
5) Производится разрезка проволок между двумя зажимами заднего упора, второй зажим передвигается в смежную рабочую позицию, захватывается лебедкой и новый набор проволок раскатывается в соседней позиции.
Перечисленные операции должны обеспечить простой и удобный порядок обработки арматуры струнобетонных балок.
Зажим для арматурной проволоки, в котором применены волнообразные губки и подвижные валики, отличающийся тем, что подвижные валики 3 расположены в обойме 1, имеющей поперечные направляющие для передвижения валиков, а для прижимания валиков к губкам применен клин 4, вдвигаемый в обойму с валиками.
