При изготовлении предБа зительно надряжениых армированных проволокой железобетонных балок (струнобетонных конструкций), каждый изготовляемый элемент армируется большим количеством до (50) тонких стальных ирозолок длиной от 50 до 100 ..г.
Особенность предлагаелюго способа нодготовкн проволок для армирования струнобетонных балок загглючается в тем, что проволоку из бухты налгатызают сначала на мнсгоручьепую катушку, последовательно занолняя каждый ручей обрезком нроволоки заданной длины, начиная его намотку к каждом ручье с одной и той же образующей, а затем все отрезки проволоки одновременно перематывают на общую катушку.
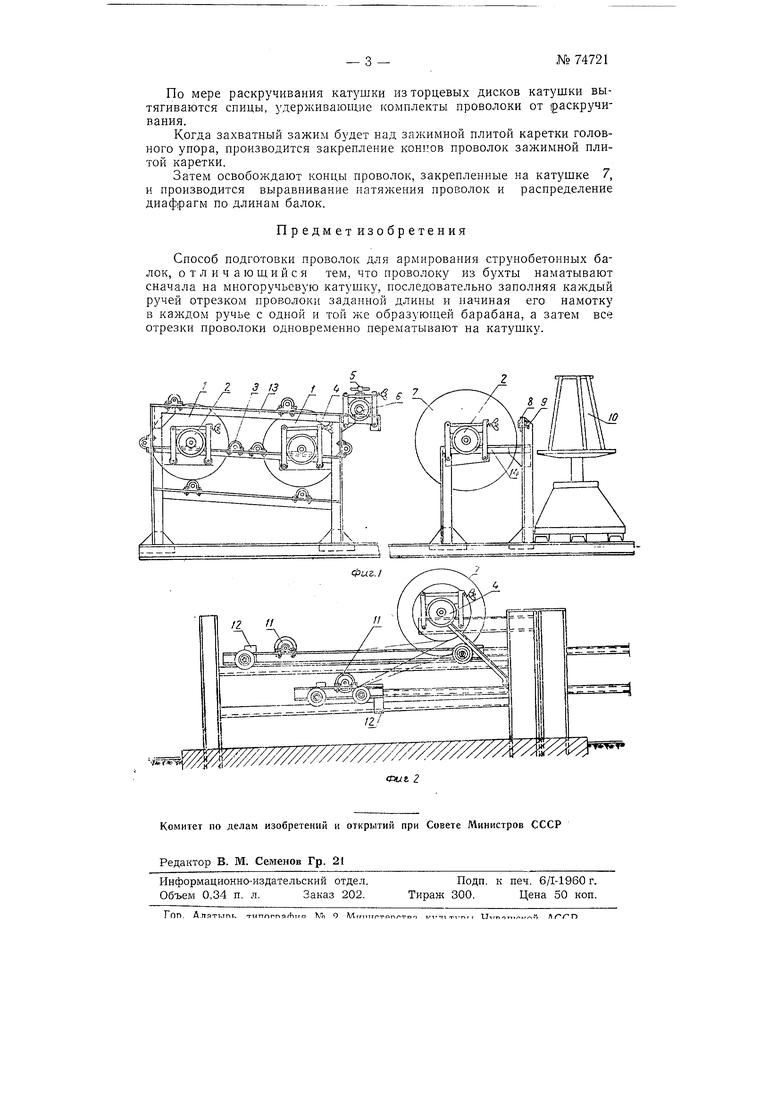
На фиг. 1 и 2 изображены последовательно схемы раеноложения всех элементов установки при перемотке проволоки по предложенному способу.
Каждая ручьсвая катушка / (фиг. i) металлическими дисками разбита на ряд (до 20) отдельных ручьев.
Каждая ручьевая катушка / насажена на вал, на одном конце которого укреплена шайба тормоза 2.
На станине у каждой катушки / укреплено на подшипниках по четыре валика 5, которые прикасаются к ребрам металличееких дисков. Таким образом, при зращснии ручьевых катушек последние как бы катятся по гладким салчпсам. На ;раме -/5 кроме того укреплены два вращаюшихся прижнл 1:ь;х валика 6. С помощью винта 5 имеется возможность регулировать высоту горизонтального положения верхнего валика и тем самы.м величину щели между ними. На оси верхнего валика укрен.лено тормозное устройство аналогичное тормозному устройству на ручьевых катушках.
На раме 14 на оси укреплена гладкая катушка 7.
74721- 2 -
В выемке на внутреннем барабане кгггушкн устанавливается прижимная планка, с помощью которой одновременно закрепляется BCI количество навиваемой проволоки.
На стойках рамы 14 установлена металлическая гребенка 8, сзади которой укреплены крючки 9, служащие для временного закрепления проволоки. За рамой 4 установлена катущка 10 для размотки npoisoлоки.
Бухта с проволокой, идущей на зарядку струнобетонных балок, надевается на катущку 10. Конец проБолоки, пропущенной через прижимные валики 6, заги|бается В виде крючка, которым проволска зацепляется за металлический прут, укрепленный по образующей ручьевой катущки. Вращением катущки с помощью рукоятки проволока с бухты перематывается на ручьи ручьевой катушки. На каждую катущку наматывается до 20 проволок длиною по 60 м.
Проволока паматывается на ручьи катушки с некоторым натяже нием, которое достигается регулированием размера щели между валиками 6 винтом зажима 5.
Концы всех проволок, пропущенных через прижимные валики 6 и через прорези гребенки 8, закрепляются за крючки 9, расположенные за гребенкой.
Когда через гребенку пропущено полное количество проволок, идущих на зарядку балки, все проволоки, расположенные рядол, одновременно прикрепляются к барабану гладкой катущки с помощью прижимной дланки, после чего куски проволоки, идущие от прижи.мной планки к гребенке, отрезаются.
Вращением катущки 7 с помощью рукоятки производится одновременная перемотка с ручьевых катушек на гладкую катушку до 40 проволок.
Для сохранения проволок в навитом состоянии они закрепляются при помощи спиц, вставляемых в отверстия в торцевых дисках катущки.
После этого осво1бождают концы всех проволок, закрепленных на ручьевой катушке, продевая одповремепно их через отверстия торцевых диафрагм, зажатых в струбцины.
Продетые через диафрагмы концы зажимаются с помощью специалынОГо зажима, после чего гладкая катущка с диафрагмами снимается со станины и исиользуется для комплектной зарядки проволочной арматурой изготовляемой струнобетонной балки. Для этой цели на стойках хвостового упора (фиг. 2) укреплен кронштейн сподщипнпками, на которые укладывается катущка 7 с комплектом навитой проволоки, снабженная тормозным устройством 4.
На натяжные каретки (верхнюю и нижнюю) хвостового упора дополнительно установлены гладкие валик1И 11, которые служат для удержания проволок над зажимными плитами подвижной каретки.
Для .того, чтобы проволоки, прилсатые валиком //, не подпимали подвижной каретки, последняя снабжена удерживающей скобой 12. Зарядка осуществляется следующим образом.
Проволока с нанизанными диафрагмами, зажатая в захватный зажим, пропускается под валиком/У и над зажимной плитой каретки.
С помощью троса лебедки или вручную тянут «захватный зажим в сторону головного упора, вследствие чего гладкая катушка начинает вращаться, а проволока разматываться. Разматывание П|роволоки производится с некоторым натяжением, которое регулируется тормозным устройством.
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки проволоки для армирования струнобетонных балок | 1946 |
|
SU82460A1 |
| Приспособление для регулирования натяжения проволок при изготовлении предварительно-напряженных железобетонных (струннобетонных) конструкций | 1946 |
|
SU78290A1 |
| Станок для намотки секций обмоток электрических машин | 1940 |
|
SU65434A1 |
| Станок для навивания пружин | 1934 |
|
SU42017A1 |
| Устройство для формования армоцементных плит | 1960 |
|
SU146220A1 |
| Установка для заготовки и натяжения арматуры | 1956 |
|
SU113397A1 |
| Многошпиндельное размоточное устройство | 1980 |
|
SU994073A1 |
| Тормоз к проволокоперемоточному станку | 1932 |
|
SU35301A1 |
| Установка для производства предварительно напряженных железобетонных (струнобетонных) изделий | 1950 |
|
SU92061A1 |
| Устройство для перемотки стального каната | 1990 |
|
SU1808439A1 |
