Изобретение относится к устройству для натяжения проволочной арматуры при изготовлении железобетонных изделий, в котором применены натяжные приспособления для каждой проволоки в отдельности, соединяемые с соответствующими проволоками посредством зажимов.
Отличительной особенностью устройства является то что с целью обслуживания нескольких стендов (форм) натяжное устройство выполнено передвигающимся поперек торцев этих стендов, а каждый из последних снабжен для временного закрепления концов проволоки неподвижными зажимами, расположенными между рельсами или направляющими, служащими для передвижения натяжного устройства.
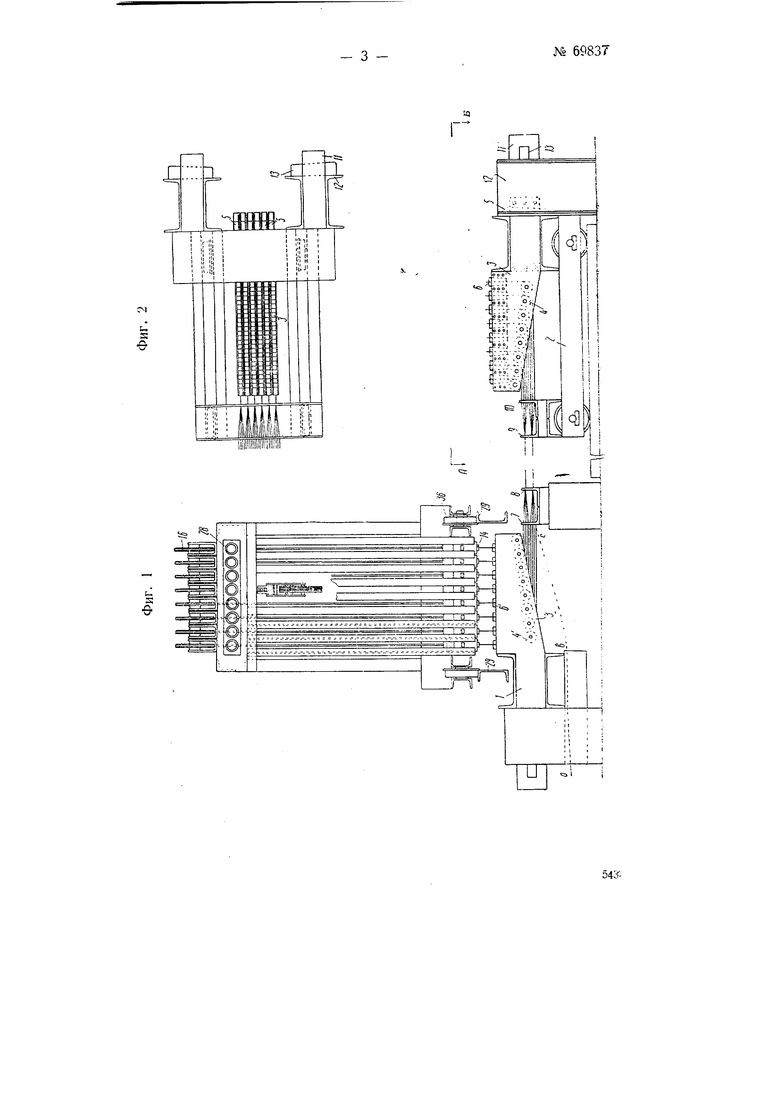
Фиг. 1 изображает общий вид стенда (формы) и натяжного устройства; фиг. 2 - вид по А-Б на фиг. 1; фиг. 3 - вид натяжного устройства по фасаду (вид слева на фиг. 1).
Устройство состоит из стендов (форм), на которых натягивается продольная арматура изделий, и натяжного устройства, обслуживающего ряд стендов.
Стенд (форма) состоит из неподвижной части 1 и тележки 2. Зажимное устройство (одинаковое у неподвижной части и у тележки) состоит из рамок 3, изготовленных из листовой стали, вставленных между щвеллерами и закрепленных клиньями 5. В рамках свободно вращаются ролики 4, проволоки арматуры огибают ролики и входят в клиньевые зажимы 6, в которых и закрепляются их концы.
Заправка проволок осуществляется следующим образом. Проволоки, сматываемые с катушек (на чертеже не показаны), пропускаются по линии авс в отверстия гребенок 7 и 8. Тележка 2 в это время находится около неподвижной части стендазатем проволоки пропускаются че рез отверстия в гребенках 5 и /О и зажимаются в клиньях б, после чего тележка 2 откатывается на требуемое расстояние вручную, при помощи механической лебедки или при помощи мотора и редуктора, установленных непосредственно на самой тележке.
В конце хода приваренная к тележке вставка 11 заходит между упорами 12, укрепленными в фунда541
менте, где и закрепляется клиньями 13.
После этого проволоки у непо движной части стенда отрезаются (примерно между точками сие), концы их обводятся вокруг роликов 4, проходят через клиньевые зажимы 6 и пропускаются в клиньевые зажимы 14 натяжного устройства, где и закрепляются.
Натяжное устройство выполнено подвижным и смонтировано на тележке 36. Все зажимы 14 подвешены на тросах 15, которые огибают ролики 16 и прикреплены к подвижным обоймам полиспастов 17. Свободные концы тросов полиспастов, огибая ролики 18, наматываются на барабан 19, приводимый во вращение шестернями 20, 21, 22, 23, 24, 25. Шестерня 25 сидит на валу электромотора (на чертеже не показан).
При включении мотора происходит сначала выбирание слабины проволок, затем начинается их натягивание, продолжающееся до того момента, пока натяжение данной проволоки не сделается равным половине веса груза 26, после чего груз станет подниматься, и увеличение натяжения проволоки прекращается. При подъеме груза происходит замыкание контакта 27, и в коробке 28 загорается лампочка, соответствующая данной проволоке. (Если тот или иной зажим будет плохо затянут, то соответствующий груз не поднимется, а лампочка не загорится). Постепенно поднимутся все грузы, и все проволоки будут натянуты соверщенно одинаково. После этого ударом молотка затягивают клиньевые зажимы 6, а зажимы М освобождают и из них выдергивают проволоки. Грузы 26 - наборные, что позволяет легко регулировать требуемое натяжение проволоки.
Вслед за этим натяжное устройство по рельсам 29 перекатывается к следующему ряду проволок. Для
натягивания этого ряда необходимо прежде всего опустить зажимы J4, Для этого, приподнимая рычаг ленточного тормоза 30 и воздействуя этим движением на кнопку./, включают имеющийся электромотор на обратный ход. Тогда через шестерни 32 приводится в движение барабан 33, а пропущенный через блок 35 трос подвимаег пoдв жный блок полиспаста 17 вверх, опуская одновременно зажимы J4. Ролвки 35 посажены на рычагах 34 для компенсации неоднородности в натяжении тросов. Назначение тормоза 30 состоит в том, чтобы не допускать резкого падения грузов 26.
Для обслуживания устройства требуется два человека без определенной квалификации.
Так как расположение проволок зависит от конфигурации гребенок, вполне возможно применить предлагаемую машину для производства напряженно армированных труб путем добавления роликов для поворота проволок из горизонтального в вертикальное положение и расположения их по кольцу.
Предмет изобретения
Устройство для натяжения проволочной арматуры при изготовлении железобетонных изделий в котором применены натяжные приспособле,ния для каждой проволоки в отдельности., соединяемые с соответствующими проволоками посредством зажимов, отличающе с я тем, что с целью обслуживания нескольких стендов (форм) натяжное устройство выполнено передвигающимся поперек торцев этих стендов, а каждый из последних снабжен для временного закрепления концов проволоки неподвижными зажимами, расположенными между рельсами или направляющими для передвижения натяжного устройства.
u s
9
( I

| название | год | авторы | номер документа |
|---|---|---|---|
| Передвижная машина для сварки проволочных прутков в арматурную сетку | 1940 |
|
SU69056A1 |
| Электрическая сварочная машина | 1929 |
|
SU13663A1 |
| Электросварочный автомат для производства металлических сеток | 1947 |
|
SU74756A1 |
| Устройство для изготовления сетки из проволоки или стержней при помощи электрической сварки | 1940 |
|
SU73318A1 |
| Станок для наматывания арматурной проволоки на бетонные трубы | 1945 |
|
SU72341A1 |
| Устройство для навивания арматурной проволоки | 1954 |
|
SU100022A1 |
| Установка для заготовки и натяжения арматуры | 1956 |
|
SU113397A1 |
| Грузовая бадья | 1936 |
|
SU50054A1 |
| ЗАЖИМ ДЛЯ АРМАТУРНОЙ ПРОВОЛОКИ | 1946 |
|
SU69487A1 |
| Способ изготовления предварительно напряженных каркасов железобетонных элементов | 1941 |
|
SU61894A1 |