Применяемые в настоящее время способы производства лселезобетонных (струнобетонных) изделий, в частности балок для междуэтажных перекрытий, содержат в себе преимущественно ручные операции и носят кустарный характер, что является одной из оснойиых причин, задерживающей щирокое распространение этих изделий.
Описываемая установка для производства предварительно напряженных железобетонных изделий предусматривает механизацию всех операций технологического процесса.
В предл.гаемой установке предусматривается: гидравлическая ззлрессовка концов струн в зажимы н закрепление их болтами; механическое вытягивание струн непосредственно с бухт в количестве, необходимом для всего сечения балки с одновременным выравниванием на тяжения их; механическая резка вытянутых концов маятниковой дисковой пилой или гидравлическими пресс-нол ницами; установка хомутов разделительных диафрагм на струны до их укладки в формы; укладка подготовленных комплектов струи в формы путем опускания упорных балок гидравлическими домкратами; одиовремеииое натяжение всех ниток гидравлическими домкратами, что сокращает время подготовки рабочей линии к бетонированию; механическая чистка и смазка маслом форм.
Перечисленные мероприятия сокращают расход рабочей силы на единицу продукции, предусматривают мехаиизацию процесса производства в целом, вводя заводской способ изготовления струиобетониых изделий.
Особенность предлагаемой установки заключается в устройствсх для перемещения и опускания растянутых проволок в формы, в прнспособлении для растягршакия проволок и в приспособлениях для закрепления пучков с натяжными домкратами.
№ 92061 . - 2 -
..V
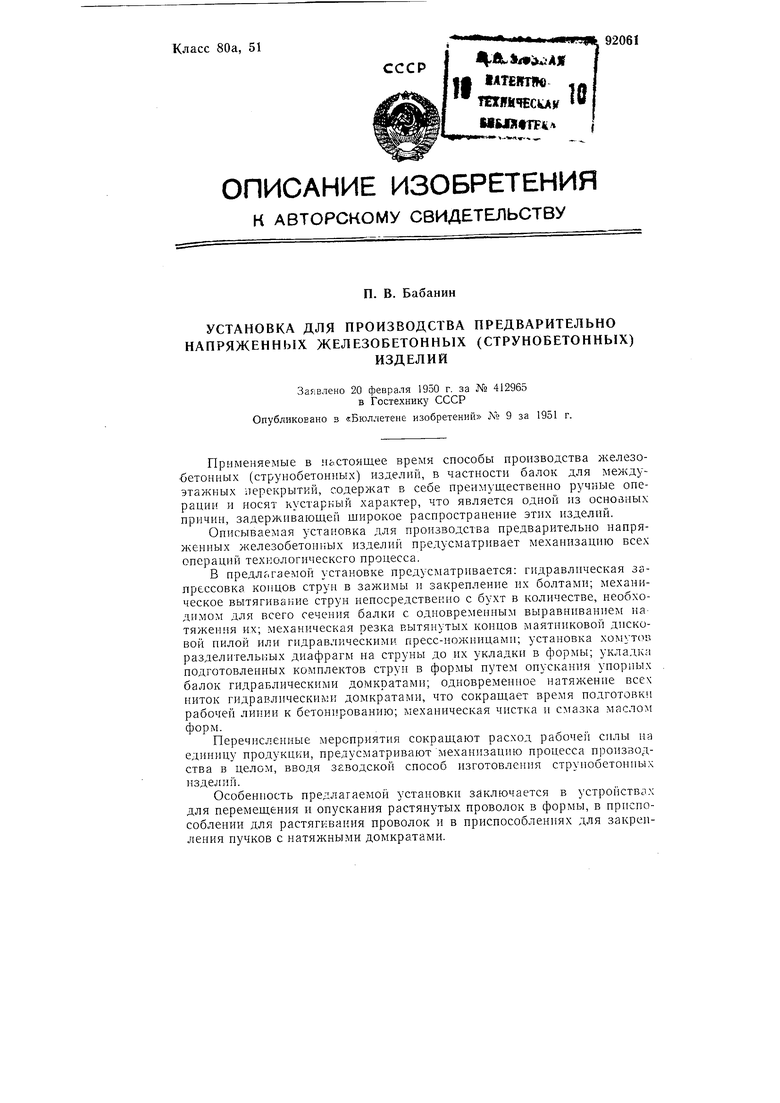
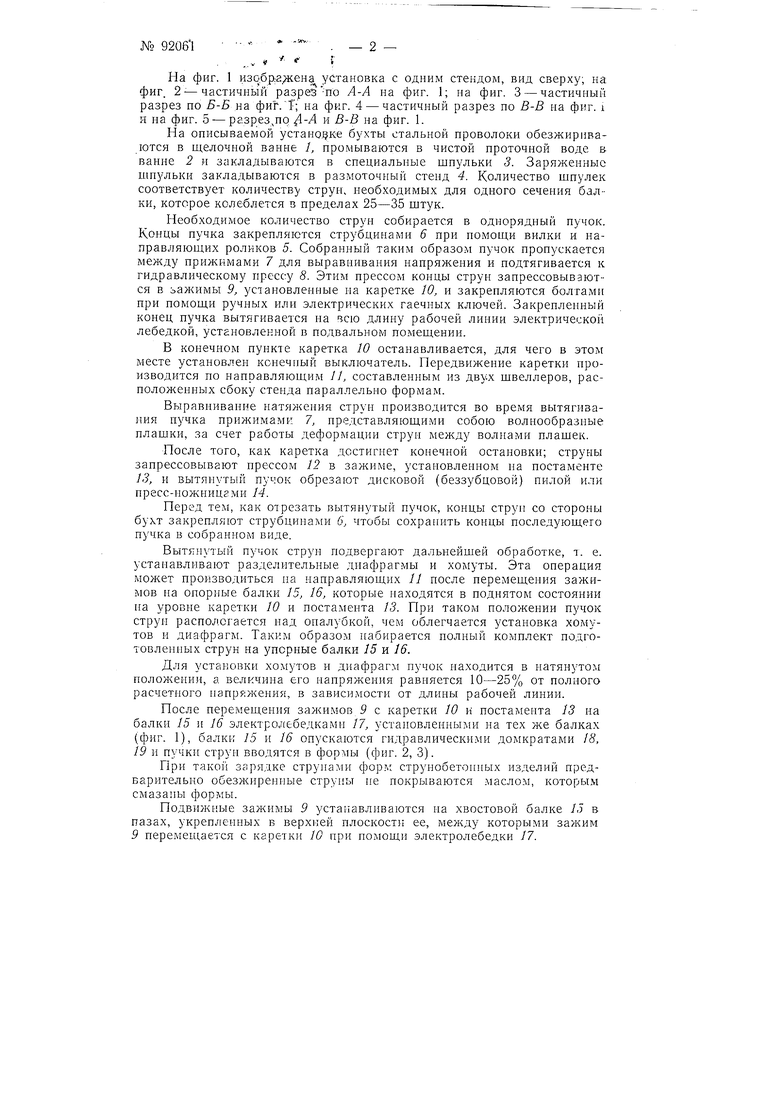
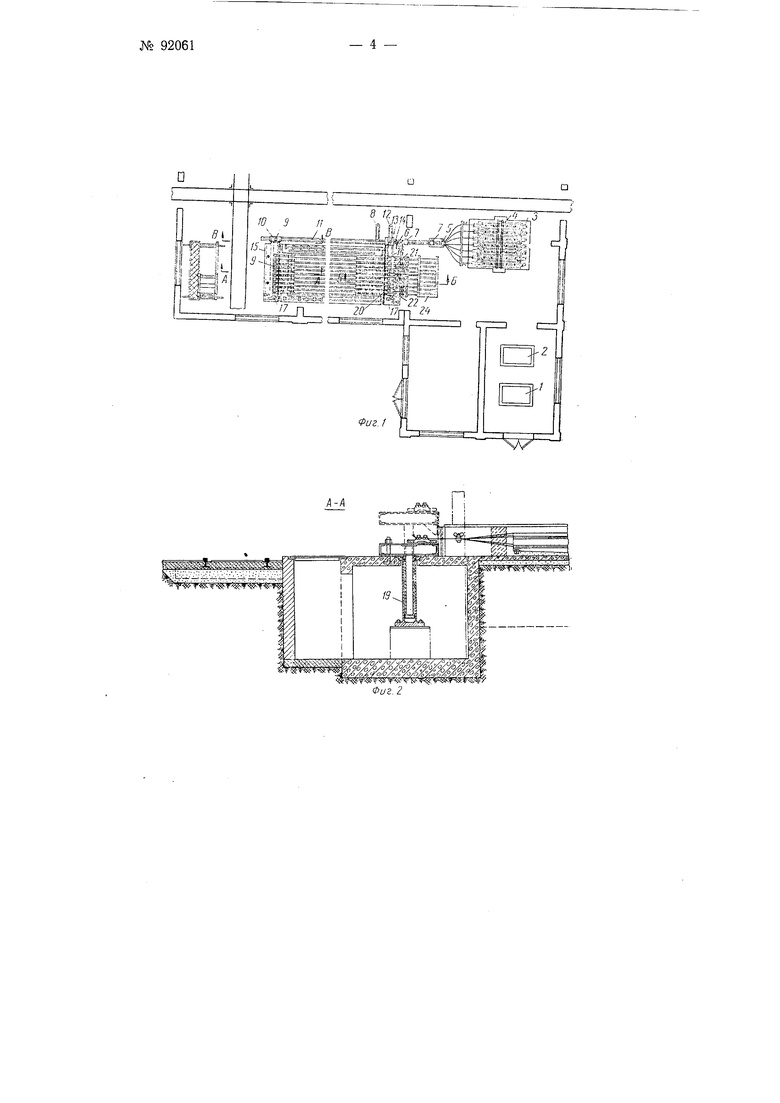
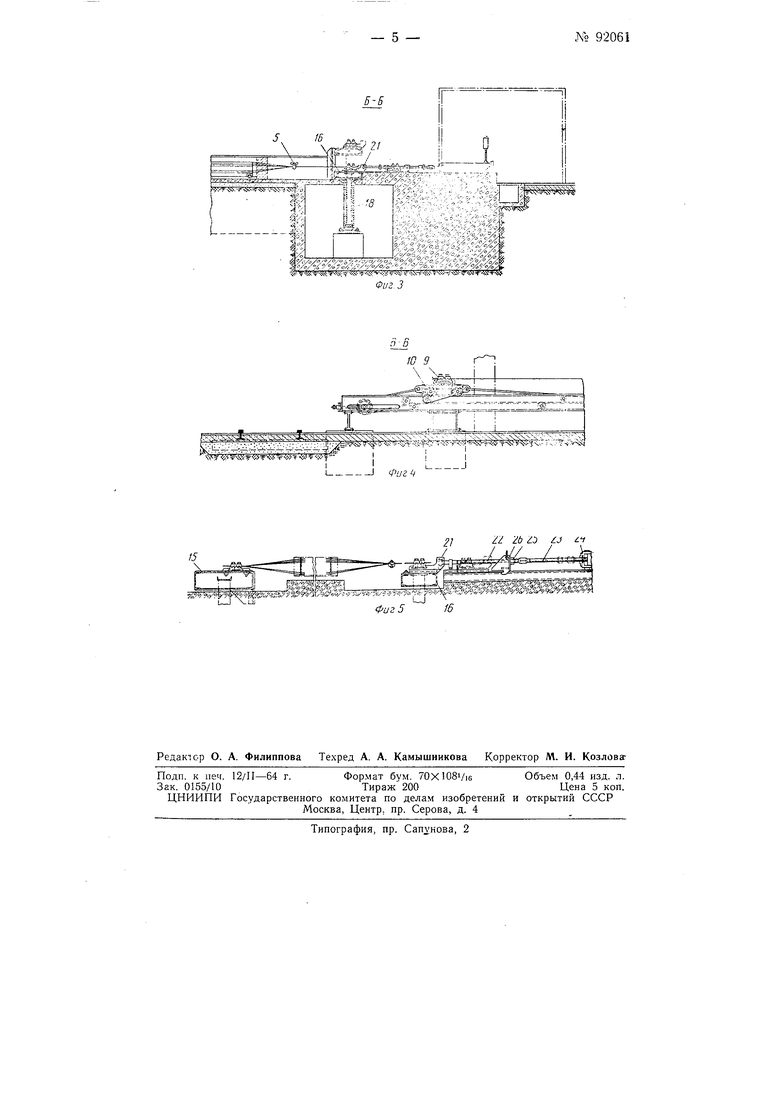
На фиг. 1 изобра жена установка с одним стендом, вид сверху; на фиг. 2 частичный разрезпо А-А на фиг. 1; на фиг. 3 - частичный разрез по Б-Б на фи.T; на фиг. 4 - частичный разрез по В-В на фкт. i я па фиг. 5 - разрез,по -А и В-В на фиг. 1.
На описываемой устаио, бухты стальной проволоки обезжириваются в щелочной ванне 1, промываются в чистой проточной воде в ванне 2 н закладываются в специальные шпульки 3. Заряженные шпульки закладываются в размоточный стенд 4. Количество шпулек соответствует количеству струп, необходимых для одпого сечения балки, которое колеблется в пределах 25-35 штук.
Необходимое количество струн собирается в однорядный пучок. Концы пучка закрепляются струбцинами 6 при номоиди вилки и иаправляюш,их роликов 5. Собранный таким образом пучок пропускается между прижимами 7 для выравнивания напряжения и подтягивается к гидравлическому прессу 8. Этим прессом концы струи запрессовываются в оажимы Я установленные на каретке W, и закрепляются болтами при помощи ручных или электрических гаечных ключей. Закрепленный конец пучка вытягивается па всю длину рабочей линии электрической лебедкой, установленной в подвальном помещении.
В конечном пункте каретка W останавливается, для чего в этом месте установлен конечный выключатель. Нередвижение каретки производится по направляющим У/, составленным из двух швеллеров, расположенных сбоку стенда параллельно формам.
Выравнивание натяжения струн производится во время вытягивания пучка прижимами 7, представляющими собою волнообразные плащки, за счет работы деформации струн между волнами плашек.
После того, как каретка достигнет конечной остановки; струны запрессовывают прессом 2 в зажиме, установленном на постаменте 13, и вытянутый пучок обрезают дисковой (беззубцовой) пилой или пресс-иожницгми М.
Перед тем, как отрезать вытянутый пучок, концы струм со стороны бухт закрепляют струбцинами С чтобы сохранить концы последующего пучка в собранном виде.
Вытянутый пучок струн подвергают дальнейшей обработке, i. е. устанавливают разделительные диафрагмы и хомуты. Эта операция может производиться на нацравляющих /У после перемещения зажимов па опорные балки 15, 16, которые находятся в поднятом состоянии па уровне каретки 10 и постамента 13. При таком положении пучок струи распологается над опалубкой, чем облегчается установка хомутов и диафрагм. Таким образом набирается полный комплект подготовленных струн на упорные балки 15 и 16.
Для установки хомутов и диафрагм пучок находится в натянутом положении, а величина его напряжения равняется 10-25% от полного расчетного напряжения, в зависимости от длины рабочей линии.
После перемещения зажимов 5 с каретки 10 и постамента 13 на балки 15 и 16 электролебедками 17, установленными на тех же балках (фиг. 1), балки 15 и 16 опускаются гидравлическими домкратами 18, 19 и пучки струн вводятся в формы (фиг. 2, 3).
При такой зарядке струнами форм струнобетонных изделий предварительно обезжиренные струны не покрываются маслом, которым смазаны формы.
Подвижные зажимы 9 устанавливаются на хвостовой балке 15 в пазах, укрепленных в верхней плоскости ее, между которыми зажим 9 перемещается с каретки 10 при помощи электролебедки 17.
На головной балке 16 со стороны натяжной стапцин для установки зажимов 20 установлены снабженные нолзунами обоймы 21, позволяющне производить натягивание cipyH до проектного нанряжепия гидравлическими домкратами. Обоймы с ползунками могут перемещаться поперек балки 16.
Каждый зажим устанавливается на свою обойму 21. При опускании балки 16 в нижнее рабочее положение каждая обойма 21 устанавливается на молотковую головку винтового хвостовика 22, соедннен11ук) со штоком 23 гидравлического домкрата 24.
На винтовом хвостовике 22 иасажепа гайка для закрепления ползунковой обоймы 21 после натяжения струн. Гайка 25 хвостовика 22 упирается в передвижной кронштейн 26. Передвижка его производится вручиую и предусматривает сокраш,епне хода гайкн до упора при вытягивании струн.
Натяженне струн производится одновременно по всей рабочей -лнини индивидуальными гидравлическими домкратами 24. Этим исключается влияние уменьшения длииы распорных стенок на натяжение струн при последовательном их натяжении. Кроме того, применение стационарных индивидуальных гидравлических домкратов позволяет применить гидравлический - силовой аккумулятор.
На сЬиг. 1 изображе а установка с одним рабочим стендом. Количество их бьпъ изменено в зависимости от необходимой производительности производства оборота каждого стенда.
При пропаривании железобетонных нзделий стенды закрывают, образуя таким образом пропарочные камеры.
Предмет изобретения
1.Установка для производства предварительно напряженных же.лезобетониых, струнобетонных) изделий, отличающаяся тем, что у концов стеида натяжения арматуры и бетонирования изделий установлены поперечные подъемио-опускные опорные балки, ца которых монтированы передвижные приспособления для зажима концов натягиваемой арматуры (струн), с целью размотки и сборки пучка проволок арматуры в зажимньсх приспособлениях в стороне от форм бетонирования I перемещения его в формы.
2.Устаповка по п. 1, отличающаяся тем, что для распрямления арматуры (струн) сматываемой с бух и сборки ее в зажимных приспоссблеииях применена каретка, несущая зажимное приспособление и перемещаемая по иаиравляющим, расположенным сбоку стенда параллельио формам.
3.Установка попп 1 и 2, отличающаяся тем, что на подъемноопускиой опорной балке, расположенной со стороны станции, смонтированы обоймы для зажимных приспособлений, снабженные ползунамн для перемещения их поперек опориой балки и имеющие гнезда для соединения с головками хвостовиков домкратов натяжной станции.
- 3 -№ 92061
fc.gfr-S54- i«-s SsESSSS ifc-ifc E feiSssSfS i25iS SaS 2
...:.
.-
/4-/1
тf .--;; „-- iuac ate. II. „
.K:.: : 4 н c4 йк $ X VчN ч ч чN:чxX ч :j jX-xxx c NNS K-; .- b - - - v- /: 4t ::4:- -- TV V4N
Т «s I iI
IiI
I1 Фиг fi
Фиг 5
