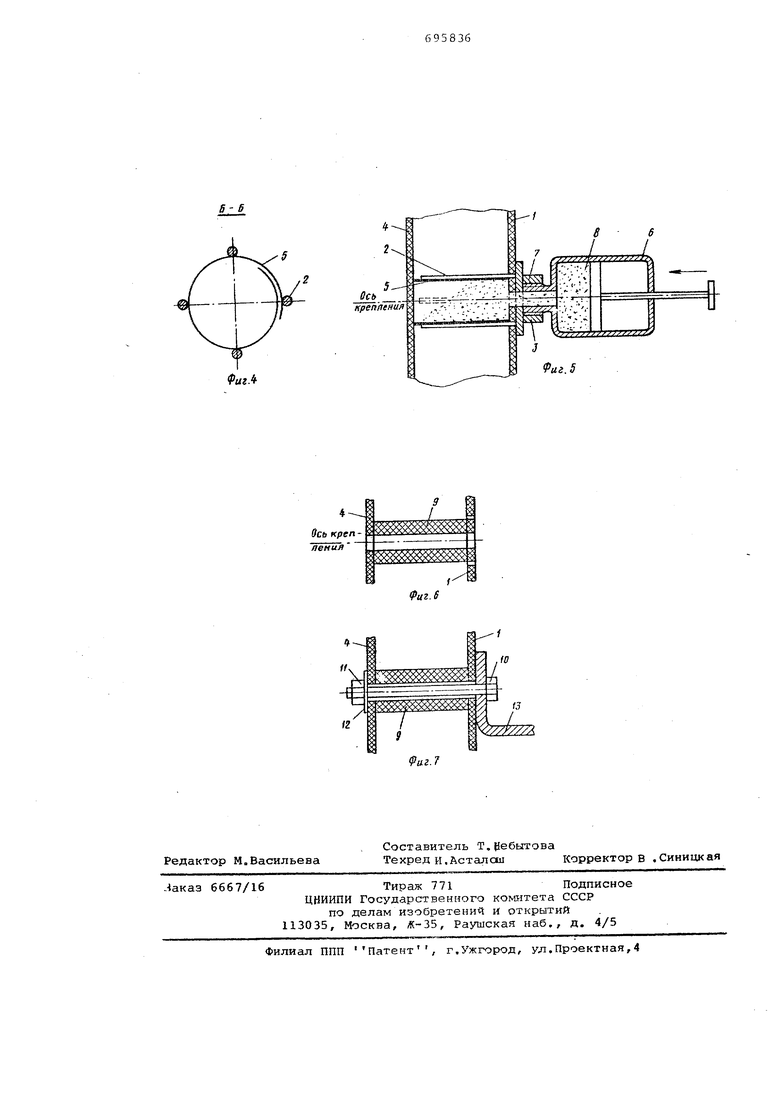
нель с введенной и развернутой грубкой; на фиг. 4 - разрез Е-Б фиг,, 3; на фиг. 5 - процесс заполнения образованной полости отверждающейся композицией; на фиг. 6 распорная втулка в готовом виде; на фиг, 7 - пример применения распорной втулки в, узле Крепления насьпцения к трехслойной пустотелой панели. Способ образования полимерной распорной втулки заключается в следующем. Через отверстия, просверленные в лицевом несущем слое 1 трехслойной панели вводят расположенные по диаметру окружности, соответствующему наружному диаметру распорной втулки, вокруг оси крепления детали насыщения жесткиепараллельныештБ1ри 2, закрепленные на общем основании З./В пространство между «несущими слоями 1 и 4 через осевое отверстие вводят трубку 5, свернутую из упругой ленты (фиг.1 После прохождения через осевое отверстие трубка 5 за счет своей;упругости разворачиваете .до соприкосновения со штырями и образует между несущикя слоями панели внутреннюю замкнутую полость. С помощью шприда 6, вворачиваемого в штуцер 7 на основания шты рей, в образованную полость вводят отверждающуюся композицию 8, например смесь рубленого стекложгута с эпоксидным связующим (фиг« 5), После отверждения композиции образуется прочная полимерная пробка, склеенная с несущими слоями панели. Роль жестких . параллельных штырей состоит 1з восприятиичерез стенки трубки, образованной тонкой упругой лентой,, внутреннего давления .в жидкой отззерж дающейся композиции, необходимого дл полного и плотного заполнения его внутренней полости. После образования пробки штыри из внутренней полости удаляют и сверлят сквозное отверстие в пробке, соответствующее диаметру крепежного болта. Таким образом, между несущими слоями пустотелой трехслойной панели образуется полимерная распорная втулка 9 (фиг. 6). Затем обычным способом с помощью болта 10, гайки 11 и шайбы 12 выполняют сквозное крепление детали 13 насыщения. Применение изобретения позволяет увеличить надежность и технологичность образования пластмассовой распорной втулки и осуществить крепление тяжелого оборудования ,к пустотелым корпусным конструкциям. Формула изобретения Способ образования полимерной распорной втулки, содержащий заполнение отвержДсоощейся композицией замкнутой внутренней полости, образуемой по оси крепле ния насыщения, с последующим сверлением пробки, отличающийся тем, что, с целью обеспечения образования распорной втулки внутри пустотелой трехслойной панели, замкнутую внутреннюю полость образуют путем введения в трехслойную панель жест ких параллельных ш.тырей, расположенных по диаметру окружности, соответствующему наружному диаметру распорной втулки, и трубки, свернутойиз упругой ленты. Источники информации, принятые во внимание при экспертизе. 1.Авторское свидетельство СССР № 437647,кл. В 63 В 3/68, 1971. 2.Авторское свидетельство СССР 424.759, кл. 0 63 В 5/24, 1969.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ ремонта изделий из полимерных композиционных материалов | 2021 |
|
RU2793585C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ И СПОСОБ СБОРКИ ТРЕХСЛОЙНОЙ ПАНЕЛИ С ОПОРНЫМИ УЗЛАМИ | 2013 |
|
RU2544690C1 |
| СПОСОБ РЕМОНТА ВЫСОКОНАГРУЖЕННЫХ ТРЕХСЛОЙНЫХ КОНСТРУКЦИЙ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 1992 |
|
RU2039655C1 |
| ОПОРНЫЙ УЗЕЛ ТРЕХСЛОЙНОЙ ПАНЕЛИ | 2006 |
|
RU2322354C1 |
| АРМАТУРНЫЙ ЭЛЕМЕНТ ДЛЯ АРМИРОВАНИЯ ТЕПЛОИЗОЛЯЦИОННЫХ СТЕНОВЫХ КОНСТРУКЦИЙ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2142039C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ОБШИВКИ КОРПУСНОЙ КОНСТРУКЦИИ ИЗ АРМИРОВАННОГО ПЛАСТИКА | 1995 |
|
RU2084370C1 |
| Узел крепления насыщения к панели из армированного пластика | 1978 |
|
SU779160A1 |
| СПОСОБ ВОЗВЕДЕНИЯ СТЕН МОНОЛИТНОГО ЗДАНИЯ | 2020 |
|
RU2737387C1 |
| СПОСОБ ЗАПОЛНЕНИЯ ОБОЛОЧКИ | 2009 |
|
RU2524723C2 |
| ТРАНСПОРТНОЕ СРЕДСТВО | 2012 |
|
RU2504488C1 |
JCb
креляенил
А -А
Фщ.З
В- б
ФигЛ
