(54) СТАНОК ДЛЯ ОБРЕЗКИ ВЬШРЕССОВОК МАССИВНЫХ ШИН
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для обрезки выпрессовок с покрышек | 1985 |
|
SU1291427A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Станок для обработки клиновыхРЕМНЕй | 1979 |
|
SU839733A1 |
| Станок для обрезки выпрессовок с автопокрышек | 1988 |
|
SU1599217A1 |
| Станок для обрезки выпрессовок автопокрышек | 1984 |
|
SU1178619A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| УСТРОЙСТВО для ОБРЕЗКИ ВЫПРЕССОВОК С АВТОПОКРЫШЕК | 1970 |
|
SU281810A1 |
| Станок для обрезки выпрессовокавтопокрышек | 1974 |
|
SU509450A1 |
| Устройство для обрезки выпрессовок с покрышек | 1990 |
|
SU1781072A1 |
| Станок для обрезки выпрессовок с автопокрышек | 1986 |
|
SU1353652A1 |

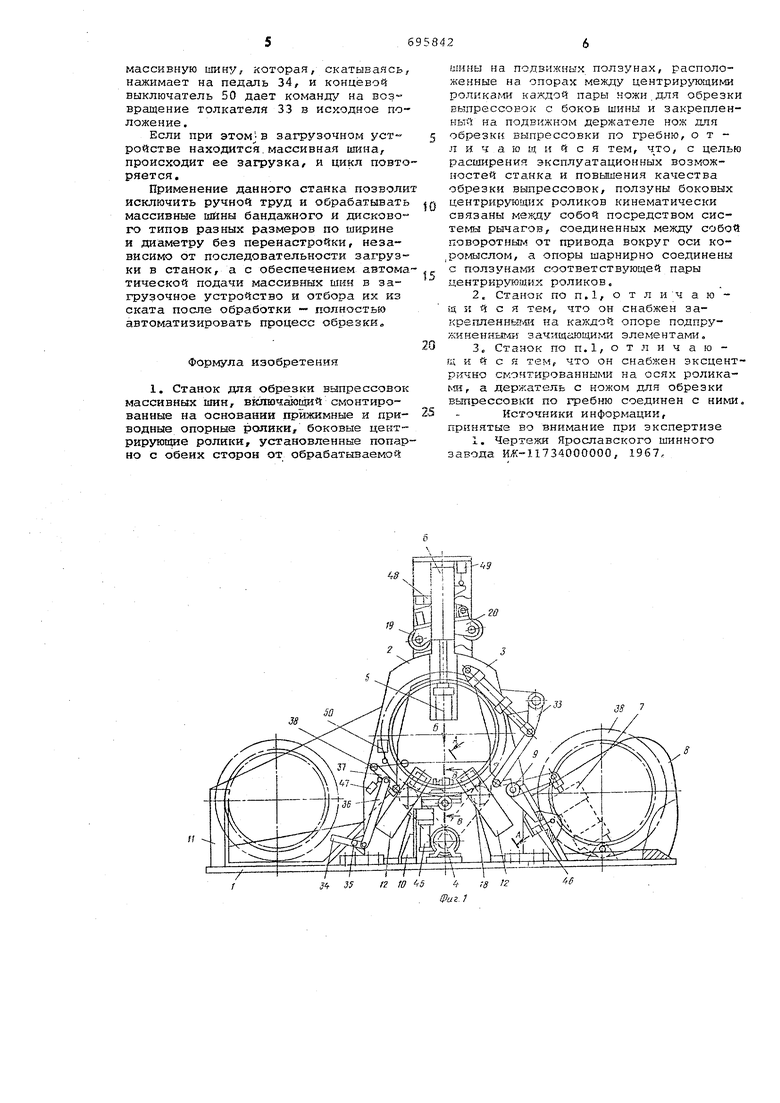
Изобретение относится к технике производства массивных шин и может быть использовано при обрезке выпрес совок по гребню о бокам с массивных шин дискового и бандажного типов, Известен станок для обрезки выпре совок массивных шин, включаюшдй смон тированные на основании прижимные и приводные опорные ролики, боковые центрирующие ролики, установленные попарно с обеих сторон от обрабатываемой шины на подвижных ползунах, расположенные на опорах между центрирующими роликами каждой пары ножи для обрезки выпрессовок с боков шины и закрепленный на подвижном держател нож для обрезки выпрессозки по гребню 1 . Однако известный станок не обладает универсальностью и не дает стабильного качества обрезки выпрессовок по гребню и бокам,вследствии того, что центрирующие ролики кинематически не связаны между собой и приводятся автономно .от разных пневмоцилиндров, что приводит к значительным поперечным колебаниям массивной шины при вращении vj ненадежности ориентирования гребня массивно шины против ножа. Ножи обрезки выпрессовок по торцам подводятся до упора в металлический торец массивной шины, вызывая интенсивный износ трущейся части ножа и зарезы на тор- цах массивной шины, Лож обрезкивыпрессовки по гребню подводится до упора в резиновый массив,.и выпрессовка либо сминается не срезаясь, либо образуется срез, проникающий в массив, в зависимости от настройки положения режущей кромки. Все это значительно снижает эксплуатационные возможности станка и качество обрезки выпрессовок. Цель изобретения - расширение эксплуатационных возможностей станка и повышение качества обрезки выпрессовок. Это достигается тем, что ползуны . центрирующихроликов кинематически связаны между собой посредством системы рычагов, соединенных меж.ду собой поворотным от привода вокруг оси коромыслом, а опоры шарнирно соединены с ползунами соответствующей пары центрирующих роликов. При этом станок снабжен закрепленными на кг1ждой опоре подпружиненными зачищающими элементами. Кроме того, станок снабжен эксцен рично смонтированными на осях роликами, а держатель с ножом для обЕ езки выпрессовок по гребню соединен с ними. Иа фиг,1 изображен станок, общий ВИД; на фиг,2 - массивные шины дис кового и бандажного типов с .выпрессовками; на фиг.З -разрез А-А фиг.1 на фиг.4 - вид F фиг.1; на фиг.5 разрез В-В фиг,1. На основании 1, представляющем собой плиту, закреплены стойки 2 и 3, электродвигатель 4 привода вращения массивной шины, пневмоцилиндр 5 подъема и опускания верхнего бл6 ка б прижимных роликов, пневмоцилинд 7поворота загрузочного устройства 8вокруг оси 9, узел 10 обрезки выпрессовок по гребню, скат 11. В пазах стоек 2 и 3 неподвижно крепятся блоки 12 роликов, каждый из которых содержит пару центрируьзщих боковых роликов 13, установленных на ползунах 14, кинематически связанных между собой коромыслом .-5 через cиcтe /Iy рычагов 16 и 17и при™ водной опорный ролик 18 Верхний блок 6 роликов отличаеас От двух нижних блоков 12 тем, что вместо приводного ролика 18 содержит прижимные ролики 19, установленные на поворотной опоре 20. узлы 21 и 22 с зачищающим элементом, например шабером 23, смонтированы на плавающих опорах 24 и 25, которые одним концом посредством пальцев 26 шарнирно связаны с ползунами 14 бло ка роликов стойки 2, а другим концом щарнирно связаны посредством пальце 27 и сухарей 28 с ползунами 14 блок роликов стойки 3. Такая связь опоры с ползунами обеспечивает подвод ее к шине с подводом центрирующих роли ков .13 и одновременный поворот относительно пальцев 26 и поворот и перемещение относительно пальцев 27 что исключает заклинивание ползунов 14 при их перемещении. Узел обрезки выпрессовок по греб содержит держатель 29, на котором крепятся нож 30 и следящие ролики , 31, установленные на эксцентричных осях 32, поворотом которых настраивается величина врезания ножа в резиновый массив. Толкатель 33 смонтирован на стой ке 3 и предназначен для выталкивани массивной шины в скат 11. ПедсШь 34 крепится к стойке 2 nji пожэщи кронштейна и 1может поворачиваться вокруг оси 35. С педалью 34 через тягу 36 связан рычаг 37, ycTci новленный на оси 38. Коромысло 15 установлено на оси 39 и соединено со штоком 40 пневмодвлиндра 41, являющегося приводом его поворота. Рычаги 16 установлены на осях 42, Ножевые узлы 21 и 22 содержат также ножи 43 и 44. Держатель 29 выполнен подвижным от пневмопривода 45. Управление всеми узлами станка осуществляется через концевые выклюатели , Станок работает следующим образом. Массивную шину 51 закатывают в загрузочное устройство 8, откуда при его повороте она скатывается на опорные приводные ролики 18. Команду на включение поворота загрузочного устройства дает концевой выключатель 46, на который воздействует массивная шина при ее закатывании, Скатываясь на приводные ролики, массивная шина толкает рычаг 37, который, поворачиваясь вниз вокруг оси 38, включает при помощи концевого выключателя 47 опускание верхнего блока 6 роликов. Как только один из прижимных роликов 19 коснется массивной шины, опора 20 повернется, сработает концевой выключатель 48 и произойдет включение вращения приводных опорных роликов18, подвод центрирующих роликов 13, а в нижней полости пневмоцилиндра 5 создается противодавление для обеспечения нужного усилия прижима с целью предотвращения деформирования массивной шины бандажного типа малой радиальной жесткости. Подвод центрирующих роликов -13 осуществляется от пневмоцилиндра 41, шток 40 которого при перемещении вправо поворачивает корогуисло 15 вокруг оси 39. Через тяги 1.7 усилие от коромысла 15 передается рычагам 16, которые, поворачиваясь вокруг осей 42, перемещают ползуны 14,-и ролики 13 сходятся. Обрезка и подчистка выпрессовок с боков массивной иины производится ножагли 43 и 44 и шабером 23, которые установлены на плавающих опорах 24 и 25 и подводятся с подводом центрирующих роликов 13 до упора в торец массивной шины. Вылет ножей 43 и 44 настраивают так, чтобы между торцами массивной гяины и лезвиями ножей оставался зазор 0,3-1 мм. Обрезку выпрессовок по гребню осуществляют ножом 30, который подводится при помощи пневмоцилиндра .:45 до упора следящих роликов 31 в массив. После обработки, продолжительность которой задается с помощью реле времени, происходит останов массивной шины, отвод центрирующих роликов, отвод нояса обрезки выпрессовок по гребню, отвод прижимных роликов. В крайнем верхнем положении блока 6 роликов срабатывает концевой выключатель 49 и толкатель 33 выталкивает массивную шину, которая, скатываясь нажимает на педаль 34, и концевой выключатель 50 дает команду на возвращение толкателя 33 в исходное по ложение . Если при ЭТОМ;В загрузочном устройстве находится.массивная шина, происходит ее загрузка, и цикл повт ряется. Применение данного станка позволи исключить ручной труд и обрабатыват массивные шины бандажного и дисково го типов разных размеров по ширине и диаметру без перенастройки, независимо от последовательности загрузки в станок, а с обеспечением автома тической подачи массивных шкп в за грузочное устройство и отбора их из ската после обработки - полностью авто /1атизировать процесс обрезки. Формула изобретения 1, Станок для обрезки выпрессовок массивных шин, включаюьтий смонтированные на основании прижимные и приводные опорные ролики боковые церзтрирующие ролики, установленные попар но с обеих сторон от обрабатываемой шины на подвижных ползунах, расположенные на опорах между центрир тощими poлккa ли каждой пары ножи.для обрезки ввпрессоЕок с боков шины и закрепленный на подвижном держателе нож лля обрезкк выпрессовки по гребню, о т л и ч а ю щ и и с я тем, , с целью расширения эксплуатационных возможностей станка и повышения качества обрезки выпрессовок, ползуны боковых центрирующих роликов кинематически связаны меясцу собой посредством системы рычагов, соединенных между собой поворотным от привода вокруг оси корог-ислом, а опоры шарнирно соединены с пoлзyнa a соответствующей пары центрирующих роликов. 2.Станок по П.1, о т л и ч а ющ и и с я тем, что он снабжен эакрепленныг-ет на каждой опоре подпружкненны1/1и зачищающигчМ элементами. 3.Станок по п. 1, о т л и ч а ю щ и и с я тем, что он снабжен эксцентрично смонтированными на осях роликаMii, а держатель с ножом для обрезки выпрессовки по гребню соединен с ними, Источники информации, ринятые во внимание при экспертизе 1. Чертежи Ярославского шинного авода ИЖ 11734000000, 1967,
(uz.2
i-Pui.J
Вид Б
(Риг.5
