(54) СТАНОК ДЛЯ ОБРАБОТКИ КЛИНОВЫХ РЕМНЕЙ
посредством шарнирно смонтированного рычага, снабженного приводом для его поворота в вертикальной плоскости и гибким элементом, закрепленным одним концом на рычаге, а другим - через блок базовой каретки связанный с датчиком.
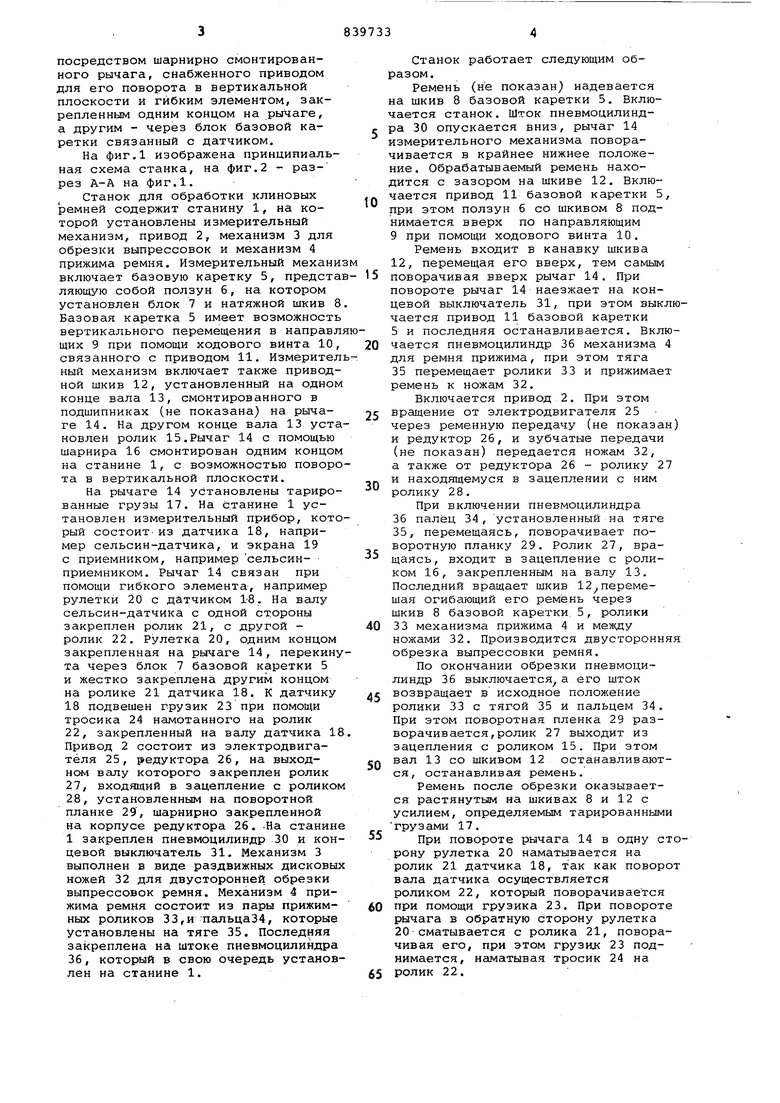
На фиг.1 изображена принципиальная схема станка, на фиг.2 - разрез А-А на фиг.1.
Станок для обработки клиновых ремней содержит станину 1, на которой установлены измерительный механизм, привод 2, механизм 3 для обрезки выпрессовок и механизм 4 прижима ремня. Измерительный механи включает базовую каретку 5, предсталяющую собой ползун б, на котором установлен блок 7 и натяжной шкив 8 Базовая каретка 5 имеет возможность вертикального перемещения в направлщих 9 при помощи ходового винта 10, связанного с приводом 11. Измерителный механизм включает также приводной шкив 12, установленный на одном конце вала 13, смонтированного в подшипниках (не показана) на рычаге 14. На другом конце вала 13 установлен ролик 15.Рычаг 14 с помощью шарнира 16 смонтирован одним концом на станине 1, с возможностью поворота в вертикальной плоскости.
На рычаге 14 установлены тарированные грузы 17. На станине 1 установлен измерительный прибор, который состоит-из датчика 18, например сельсин-датчика, и экрана 19 с приемником, например сельсинприемником. Рычаг 14 связан при помощи гибкого элемента, например рулетки 20 с датчиком 1-8. На валу сельсин-датчика с одной стороны закреплен ролик 21, с другой ролик 22. Рулетка 20, одним концом закрепленная на рычаге 14, перекинута через блок 7 базовой каретки 5 и жестко закреплена другим концом на ролике 21 датчика 18. К датчику 18 подвешен грузик 23 при помощи тросика 24 намотанного на ролик 22, закрепленный на валу датчика 18 Привод 2 состоит из электродвигателя 25, редуктора 26, на выходHONi валу которого закреплен ролик
27,входящий в зацепление с роликом
28,установленным на поворотной планке 29, шарнирно закрепленной
на корпусе редуктора 26. -На станине 1 закреплен пневмоцилиндр 30 и концевой выключатель 31, Механизм 3 выполнен в виде раздвижных дисковых ножей 32 для двусторонней обрезки выпрессовок ремня. Механизм 4 прижима ремня состоит из пары прижимных роликов 33,и Пс1льца34, которые установлены на тяге 35. Последняя закреплена на штоке пневмоцилиндра 36, который в свою очередь установлен на станине 1.
Станок работает следующим образом.
Ремень (не показан) надевается на шкив 8 базовой каретки 5. Включается станок. Шток пневмоцилиндра 30 опускается вниз, рычаг 14 измерительного механизма поворачивается в крайнее нижнее положение. Обрабатываемый ремень находится с зазором на шкиве 12. Включается привод 11 базовой каретки 5 при этом ползун б со шкивом 8 поднимается вверх по направляющим 9 при помощи кодового винта 10.
Ремень входит в канавку шкива 12, перемещая его вверх, тем самым поворачивая вверх рычаг 14. При повороте рычаг 14 наезжает на концевой выключатель 31, при этом выклчается привод 11 базовой каретки 5 и последняя останавливается. Включается пневмоцилиндр 36 механизма 4 для ремня прижима, при этом тяга
35перемещает ролики 33 и прижимает ремень к ножам 32.
Включается привод 2, При этом вращение от электродвигателя 25 через ременную передачу (не показан и редуктор 26, и зубчатые передачи (не показан) передается ножам 32, а также от редуктора 26 - ролику 27 и находящемуся в зацеплении с ним ролику 28.
При включении пневмоцилиндра
36палец 34, установленный на тяге 35, перемещаясь, поворачивает поворотную планку 29. Ролик 27, вращаясь, входит в зацепление с роликом 16, закрепленным на валу 13. Последний вращает шкив 12 перемещая огибающий его ремень через шкив 8 базовой каретки, 5, ролики 33 механизма прижима 4 и между ножами 32. Производится двустороння обрезка выпрессовки ремня.
По окончании обрезки пневмоцилиндр 36 выключается а его шток возвращает в исходное положение ролики 33 с тягой 35 и пальцем 34. При этом поворотная пленка 29 разворачивается, ролик 27 выходит из зацепления с роликом 15. При этом вал 13 со шкивом 12 останавливаются, останавливая ремень.
Ремень после обрезки оказывается растянутым на шкивах 8 и 12 с усилием, определяемым тарированными грузами 17.
При повороте рычага 14 в одну строну рулетка 20 наматывается на ролик 21 датчика 18, так как поворо вала датчика осуществляется роликом 22, который поворачивается при помощи грузика 23. При повороте рычага в обратную сторону рулетка 20 сматывается с ролика 21, поворачивая его, при этом грузид 23 поднимается, наматывая тросик 24 на ролик 22.
Таким образом, при повороте рычага 14 рулетка 20 поворачивает вал сельсин-датчика 18. Угол поворота датчика 18 электрическим сигналом передается на экран 19 при помощи приемника. С экрана 19 снимаются показания, уточняется длина ремня и его группа. Шток пневмоцилиндра 30 поднимается вверх, .рычаг 14 поворачивается, шкив 12 поднимается вверх, освобождая реМень, который снимается со станка Цикл повторяется.
При обработке партии ремней разных групп одной длины базовая каретка 5 неподвижна,.при изменении длины обрабатываемых ремней необходимо передвинуть базовую каретку 5 вверх или вниз.
Предлагаемое устройство позволяет повысить качество ремней за счет повышения точности измерения их длины.
Формула изобретения
Станок для обработки клиновых ремней, содержащий станину, измерительный механизм, с базовой кареткой, установленной с возможностью возвратно-поступательного перемещения, Фарированными грузами, датчиком, приводным и натяжным шкивами, механизм для обрезки выпрессовок.и приводы, отличающийся тем, что, с целью повышения точности измерения длины ремня, приводной шкив установлен на станине посредством шарнирно смонтированного
0 рычага, снабженного приводом для его поворота в вертикальной плоскости и гибким элементом, закрепленным одним концом на рычаге, а другим через блок базовой каретки связанным с датчиком.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 0 № 186122, кл. В 29 Н 7/22, 1965.
2.Авторское свидетельство СССР № 441163, кл. В 29 Н 7/22, 1969 (прототип).
Н
30
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ OДHOBPEMEH^!OЙ ОВРЕЗКИ ВЫПРЕССОВОК И ЗАМЕРА ДЛИНЫ КЛИНОВЫХ РЕМНЕЙ | 1966 |
|
SU186122A1 |
| Станок для обработки клиновых ремней | 1969 |
|
SU441163A1 |
| Станок для обработки клиновыхРЕМНЕй | 1979 |
|
SU852627A1 |
| Станок для обрезки выпрессовок автопокрышек | 1980 |
|
SU903199A1 |
| Полуавтоматический станок для обрезки выпрессовок клиновидных ремней | 1959 |
|
SU127379A1 |
| Станок для обрезки выпрессовок на покрышках пневматических шин | 1978 |
|
SU695094A1 |
| Станок для обрезки выпрессовок с автопокрышек | 1986 |
|
SU1353652A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |
| Станок для обрезки выпрессовок по носку борта покрышек пневматических шин | 1977 |
|
SU679417A1 |
| Станок для обрезки выпрессовок с покрышек | 1985 |
|
SU1291427A1 |


