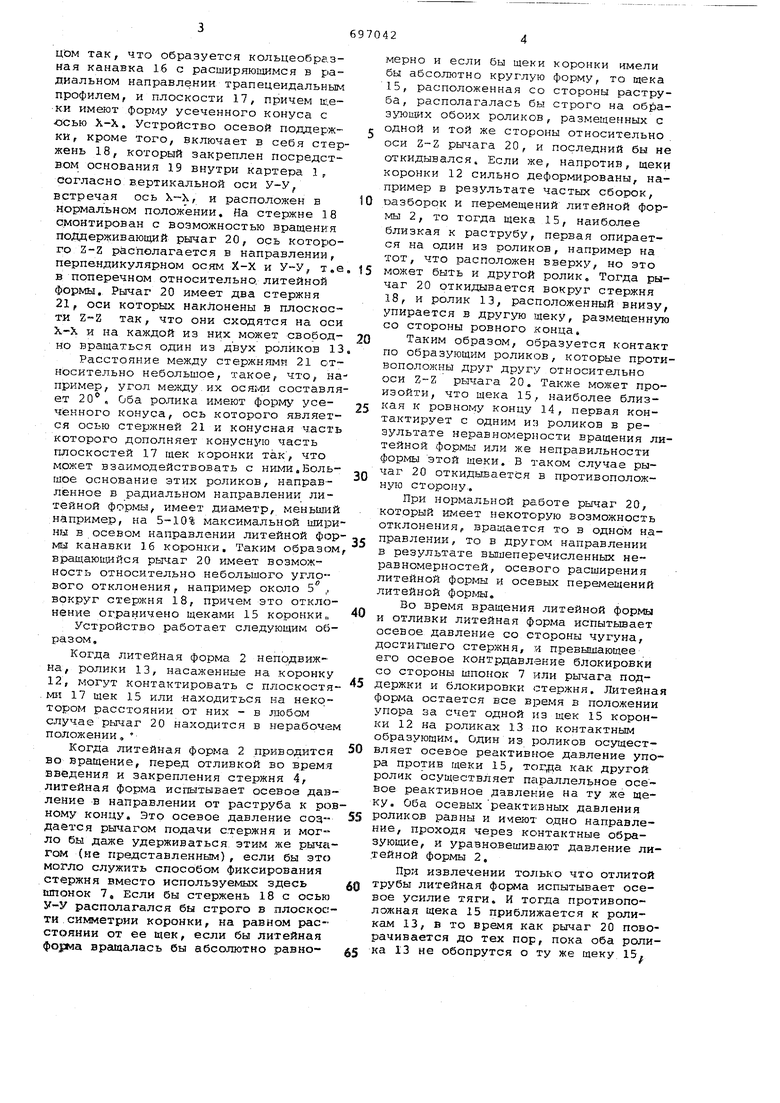
Изобретение относится к области литейного производства, а именно к конструкциям элементов центробежных машин. Известно устройство для предотвра щения осевого смещения изложницы, включающее коронку, в кольцевой канавке которой размещен упор 1, Недостатком этого устройства явля ется его недолговечность. Целью предлагаемого изобретения я ляется устранение этого недостатка. Поставленная цель достигается тем что упор выполнен в виде посаженного с возможностью поворота на вертикаль ный центральный стержень рычага, на концах которого симметрично относительно друг друга расположены поддер живающие ролики. Ролики имеют форму усеченных конусов, оси которых сходятся на продольной оси изложницы,а кольцевая канавка коронки выполнена с трапециевидным сечением, при боковые стороны коронки имеют тот ж наклон, что и образующие роликов. На фиг. 1 представлен разрез маш ны для центробежного литья; на фиг. 2 - сечение А-А фиг. 1; на фиг. 3 - профиль осевого сечения ко -ронки, вид снизу. Машина для центробежного литья включает в себя картер 1, внутри которого смонтирована с возможностью вращения вокруг своей горизонтальной оси литейная форма 2, края которой пересекают отверстия картера. Картер 1 закреплен неподвижно, а литниковый канал J передвигается параллельно оси Х-Х. Литейная форма 2 дополняет-ся стержнем 4, который-закрепляется внутри расширяющейся части 5 литейной формы и который определяет внутреннюю форму раструба отливаемой трубы 6, обозначенной пресялвистой линией, причем стержень блокируется на литейной форме центробежными шпонками 7. Литейная форма располагается на поддерживающих роликах 8 и 9, оси которых параллельны оси Х-Х, причем ролики 9 также являются ведущими роликс1ми, ибо они приводятся во вращение двигателем 10. Машина имеет устройство 11 осевой поддержки, которое включает в себя коронку 12 и два опорных или упорных ролика 13, Коронка 12 расположена и закреплена вокруг ровного конца 14, противог(оложного концу с раструбом литейной формы 2, и имеет две иеки 15, соединенные цилиндрическим кольцом так, что образуется кольцеобразная канавка 16 с расширяющимся в piaдиальном направлении трапецеидальным профилем, и плоскости 17, причем кеки имеют форму усеченного конуса с осью Х-Х. Устройство осевой подцерЖки, кроме того, включает в себя стержень 18, который закреплен посредством основания 19 внутри картера 1 , согласно в.ертикальной оси У-У, встречая ось X-X, и расположен в нормальном положении. На стержне 18 СтМонтирован с возможностью вращения поддерживающий рычаг 20, ось которого Z-Z располагается в направлении, перпендикулярном осям Х-Х и , т.е в поперечном относительно, литейной формы. Рычаг 20 имеет два стержня 21, оси которых наклонены в плоскости Z-Z так, что они сходятся на оси Х-Х и на каждой из них может свободно вращаться один из двух роликов 13 Расстояние между стержнями 21 относительно небольшое, такое, что, на пример, угол между, их осяа- ш составля ет 20, Оба ролика имеют форму усеченного конуса, ось которого является осью стержней 21 и конусная часть которого дополняет конусную часть плоскостей 17 щек коронки так, что может взаимодействовать с ними.Большое основание этих роликов, направленное в радиальном направлении литейной формы, имеет диаметр, меньший например, на 5-10% максимальной шири ны в осевом направлении литейной фор мы канавки 16 коронки. Таким образом вращающийся рычаг 20 имеет возможность относительно небольщого углового отклонения, например около 5 вокруг стержня 18, причем это отклонение ограничено щеками 15 коронки, Устройство работает следующим образом. Когда литейная форма 2 неподвижна, ролики 13, насаженные на коронку 12, могут контактировать с плоскостя ми 17 щек 15 или -находиться ка некотором расстоянии от них - в лтабом случае рычаг 20 находится в нерабочем положении, Когда литейная форма 2 приводится во вращение, перед отливкой во время введения и закрепления стержня 4, литейная форма испытывает осевое давление в направлении от раструба к ро ному концу. Это осевое давление создается рычагом подачи стержня и могло бы даже удерживаться, этим же рыча гом (не представленным), если бы это могло служить способом фиксирования стержня вместо используемых здесь шпонок 7, Если бы стержень 18 с осью У-У располагался бы строго в плоскос ти симметрии коронки, на равном расстоянии от ее щек, если бы литейная форма вращалась бы абсо.тотно равномерно и если бы щеки коронки имели бы абсолютно круглую форму, то щека 15, расположенная со стороны раструба, располагалась бы строго на о&разующих обоих роликов, размещенных с одной и той же стороны относительно оси Z-Z рычага 20, и последний бы не откидывался. Если же, напротив, щеки коронки 12 сильно деформированы, например в результате частых сборок, оазборок и перемещений литейной формы 2, то тогда щека 15, наиб.олее близкая к раструбу, первая опирается на один из роликов, например на тот, что расположен вверху, но это может быть и другой ролик. Тогда рычаг 20 откидывается вокруг стержня 18, и ролик 13, расположенный внизу, упирается в другую щеку, размещенную со стороны ровного конца. Таким образом, образуется контакт по образующим роликов, которые противоположны друг другу относительно оси Z-Z рычага 20, Также может произойти, что щека 15, наиболее близкая к ровному концу 14, первая контактирует с одним из роликов в результате неравномерности вращения литейной формы или же неправильности формы этой щеки. В таком случае рычаг 20 откидывается в противоположную сторону.. При нормальной работе рычаг 20, который имеет некоторую возможность отклонения, вращается то в одном направлении, то в другом направлении в результате вышеперечисленных неравномерностей, осевого расширения литейной формы и осевых перемещений литейной формы. Во время вращения литейной форг и отливки литейная форма испытывает осевое давление со стороны чугуна, достигшего стержня, я превышающее его осевое контрдавлание блокировки со стороны шпонок 7 или рычага поддержки и блокировки стержня. Литейная форма остается все время в положении упора за счет одной из щек 15 коронки 12 на роликах 13 по контактным образующим. Один из роликов осуществляет осевое реактивное давление упора против щеки 15, тогда как другой ролик осуществляет параллельное осевое реактивное давление на ту же щеку. Оба осевых реактивных давления роликов равны и имеют одно направление, проходя через контактные образующие, и уравновешивают давление ли.тейной формы 2, При извлечении только что отлитой трубы литейная форма испытывает осевое усилие тяги. И тогда противоположная щека 15 приближается к роликам 13, в то время как рычаг 20 поворачивается до тех пор, пока оба ролика 13 не обопрутся о ту же щеку.15
противоположную той, что находится в положении упора, .,
Преимущества машины, снабженной описываемым устройством осевой поддержки, помимо прочих, следующие,
За счет наличия рычага и двух роликов, взаимодействующих с коронкой посредством щек, имеющих форму усеченного конуса, вне зависимости от несовершенств регулировки устройства при монтаже, вне зависимости от неравномерного вращения литейной формы, вне зависимости от возможных деформаций щек коронки и изношенности контактирующих деталей, всегда обеспечивается контакт обоих роликов со щеками по двум контактным образующим :Следовательно, испытываемая осевая нагрузка равномерно распределяется между обоими роликами, которые, споЬобны ее вынести, результатом чего является уменьшение вдвое износа за счет удельного контактного давления. Благодаря использованию рычага 20 пара сил осевых реактивных давлений абсолютно уравновешена.
Формула изобретения
1. Устройство для предотвращения осевого смещения изложницы, включающее коронку, в кольцевой «канавке которой размещен упор, о т л и ч а ющ е е с я тем, что, с целью повышения долговечности устройства, упор выполнен в виде посаженного с возмож5 костью поворота на вертикальный центральный стержень рычага, на концах которого симметрично относительно друг друга расположены подцерживанлдие ролики,
2. Устройство по п. 1, отличающееся тем, что ролики имеют форму усеченных конусов, оси которых сходятся на продольной оси изложницы, а кольцевая канавка коронки выполнена с трапециевидным сечением, при зтом боковые стороны коронки имеют тот же наклон, что и образующие роликов.
20
Источники информации, принятые во внимание при экспертизе
25 1. Черезов А.С. и др, Центробежная машина для литья напорных труб модели МТ-515, Литейное производство, 1970, W 11, с 15-16.


Фиг.г
17 2i
13
Фиг.з
