1
Изобретение относится к технологии изготовления патронных фильтров, преимущественно топливных, масляных и воздушных фильтров автотракторных двигателей.
Известен способ изготовления фильтра, который включает изготовление крышки и ее соединение с фильтрующей шторой, каркасом и уплотнителем, размещенным в центре крыщки 11.
При таком способе изготовления фильтра вклеивание фильтрующей шторы в каркас является трудоемкой ручной операцией, которую до сих пор не удается автоматиз1фовать и которая не гарантирует надежной герметичности соединения.
Изготовление крьпики и ее соединение с каркасом - самостоятельные операции, причем завальцовка также не обеспечивает надежной герметичности соединения. Уплотнитель имет сложную конфигурацию в связи с необходимостью его механического закрепления в крышке. Резиновый уплотнитель сложной конфигурации может быть изготовлен только формовым способом, требующим применения дорогостоящих многоместных пресс-(}юрм. Устанавливается уплотнитель вручную, при этом часто возникает перекос, повреждение контактной поверхности резины, что приводит к потере герметичности фильтрующего элемента.
Пель изобретения - упрощение изготовления фильтрующего элемента за счет совмещения операций изготовления крышки и соединения деталей фильтрующего элемента.
Это достигается тем, что торцы каркаса с фильтрующей шторой размещают в (|юрме с центральным стержнем, на котором устанавливают уплотнитель, и заполняют (}юрму голимерным материалом с последующим его отверждением.
Целесообразно с целью упрочнения крышки фильтрующего элемента перед заполнением полимерным материалом в форму установить арматуру крышки.
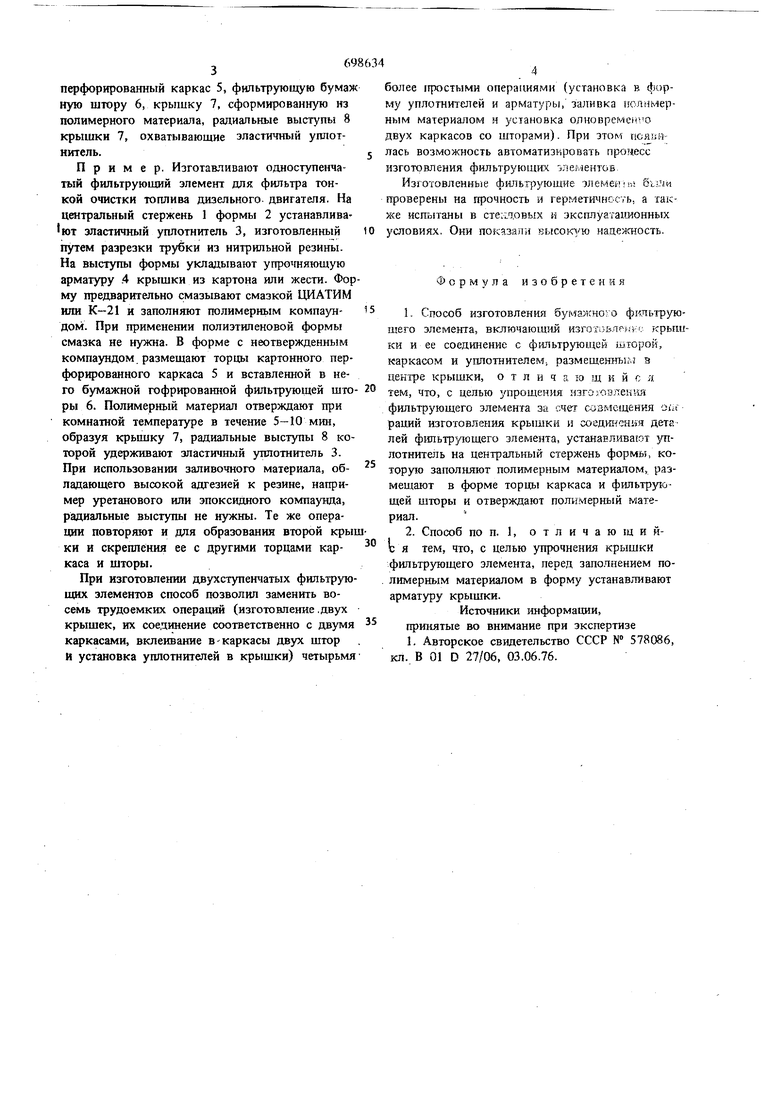
На чертеже схематично показан фильтрующий элемент в процессе его изготовления.
Фильтрующий элемент включает центральный стержень 1, форь 2, эластичный уплотнитель 3, арматуру 4 для упрочнения крьш1ки, картонный перфорированный каркас 5, фильтрующую бумаж ную штору 6, крышку 7, сформированную нз полимерного материала, радиальные выступы 8 крышки 7, охватывающие эластичный уплотнитель. Пример. Изготавливают одноступенчатый фильтрующий элемент для фильтра тонкой очистки топлива дизельного двигателя. На центральный стержень 1 формы 2 устанавливают эластичный уплотнитель 3, изготовленный путем разрезки трубки из нитрильной резины. На выступы формы укладывают упрошяюшую арматуру .4 крыщки из картона или жести. Фор му предварительно смазывают смазкой ЦИАТИМ или К-21 и заполняют полимериь1м компаундом. При применении полиэтиленовой формы смазка не нужна. В форме с неотвержденным компаундом размешают торцы картонного перфорированного каркаса 5 и вставленной в него бумажной гофрированной фильтрующей што ры 6. Полимерный материал отверждают при комнатной температуре в течение 5-10 мин, образуя крьппку 7, радиальные выступы 8 которой удерживают эластичный уплотнитель 3. При использовании заливочного материала, обладающего высокой адгезией к резине, например уретанового или эпоксидного компаунда, радиальные выступы не нужны. Те же операции повторяют и для образования второй кры ки и скрепления ее с другими торцами каркаса и шторы. При изготовлении двухступенчатых фильтрующих элементов способ позволил заменить восемь трудоемких операций (изготовление .двух крышек, их соединение соответственно с двумя каркасами, вклеивание в-каркасы двух штор И установка уплотнителей в крышки) четырьмя более простыми операциями (установка в форму уплотнителей и арматуры, эаливка ю-лиыерным материалом и установка олновременгю двух каркасов со шторами). При этом riCKiJiiлась возможность автоматизировать изготовления фильтрующих элементов Изготовленные фильтрующие элеме1-пп: бъуги FipoaepeHbi на прочность и герметичность, а также испытаны в .овых и эксппуатап-ионных условиях. Они показали БЫСОСТЮ надеяшость. Формула изобретения 1. Способ изготовления бумакного фильтрующего элемента, включающий изгогиБЛРи :. крьяики и ее соединение с фильтрующей шторой, каркасом и уплотнителем, размещенныгл в центре крышки, о т л и q а ю щ и и с я .g целью упрощения иэго;овлек1ш фильтрующего элемента за счег совмещения Оиг раций изготовления крышки и соединения деталей фильтрующего элемента, устанавливают уплотнитель на центральный стержень формы, которую заполняют полимерным материалом, размещают в форме торцы каркаса и фильтрующей шторы и отверждают полимерный материал. 2. Способ по п. 1, отличающийс я тем, что, с целью упрочнения крышки фильтрующего элемента, перед заполнением полимерным материалом в форму устанавливают арматуру крыщки. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 578086, кл. В 01 D 27/06, 03.06.76.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ соединения бумажной шторы с металлическими крышками | 1980 |
|
SU887613A1 |
| Многоконтактный герметичный переход | 2018 |
|
RU2687287C1 |
| Способ изготовления герметичного электронного модуля | 2018 |
|
RU2697458C1 |
| ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ С ВОЛНООБРАЗНЫМ УПЛОТНЕНИЕМ | 2014 |
|
RU2659906C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА И ЕГО КОНСТРУКЦИЯ | 2000 |
|
RU2165287C1 |
| Стержневой изолятор | 1985 |
|
SU1343449A1 |
| ВОЗДУШНЫЙ ФИЛЬТРУЮЩИЙ ЭЛЕМЕНТ | 1997 |
|
RU2113884C1 |
| СПОСОБ И КОНСТРУКЦИЯ ДЛЯ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО РАЗЪЕМНОГО СОЕДИНЕНИЯ КОРПУСА И КРЫШКИ ЭЛЕКТРОННОГО МОДУЛЯ | 2007 |
|
RU2352087C2 |
| Перемычка для перекрытия потока воздуха в горных выработках | 1980 |
|
SU1035237A1 |
| Фильтрующий элемент | 1979 |
|
SU865330A1 |

