1
Изобретение относится к способу соединения бумажной шторы с металлическими крышками с помош,ью полиэтилена при производстве бумал ных фильтров для очистки воздуха в мото-авто-тракторостроении.
Известен способ склеивания металлических пластин, где в качестве клея - расплава применены полиолефины 1.
Однако этот способ предназначен только для склеивания различных металлических поверхностей и не применим для склеивания бумаги и металла в связи с тем, что для полученного прочного соединения у границы поверхности необходим контакт склеиваемых поверхностей и клея-расплава в течение не менее 5 мин при температуре плавления полиолефина плюс по крайней мере 100°С, а это неприменимо в предлагаемом технологическом процессе, так как приводит к разрушению (сгоранию) бумаги.
Наиболее близким по технической сущности и достигаемому результату к предложенному способу соединения бумажной шторы с металлическими крышками является способ соединения с помошью эпоксидного компаунда, который предусматривает следующие операции: на предварительно очищенную и обезлсиренную металлическую крышку наносят эпоксидный компаунд, торец бумажной шторы, которая размещена между наружной п внутренней обечайками, погружают на 2-3 мм в эпоксидный компаунд, через 10 мин эту штору вставляют
5 в металлическую крышку с эпоксидным компаундом. Собранную конструкцию термостатируют в течение 30 мин при 60°С. Аналогичную операцию повторяют для приклеивания крышки к другому торцу
10 бумажной шторы. На заключительном этапе склеивания производят дополнительную термообработку фильтроэлемента при 100°С в течение 1 ч. Цикл склеивания по этому способу составляет 1,7 ч 2.
15 Недостатками способа склеивания бумал ных фильтров эпоксидным компаундом является длптельность процесса, низкая ударная вязкость, недостаточная адгезия к склеиваемым материалам и ненадел 20 пая герметичность склеиваемого шва.
Целью изобретения является получение герметичного и прочного соединения бумажной шторы с металлическими крышками.
25 Это достигается тем, что при соединении бумал-:ной шторы, с металлическр.ми крышками с помощью полимерного материала путем предварительной подготовки поверхности металлической крышки, нанесения
30 на крышку полимерного материала и по3
гружения бумажной шторы на 2-3 мм в полимерный материал, в качестве полимерного материала используют полиэтилен с индексом расплава 5-40, нагревают его до 250-ЗОО С подачей потока тепла со стороны металлической крышки, противоположной нанесенному слою полиэтилена, ввод5гг в расплав бумажную штору и охлаждают соединенне со скоростью 5 -7°С/с до 80--90°С.
Подъем температуры до 250-300°С производят со скоростью 8-15 С/мпп. Г1ри этом достигается требуемая для даниого способа вязкость расплава полиэтилена.
Разработанный режим склеиваиия позволяет одновременно получить ирочиое соединение металла с полиэтиленом за счет эффекта растворения поверхностного слоя металла и появления в объеме полимера металлосодержаш,их соединений.
Кроме того, достигнутое в этот момент значение вязкости полиэтилена обеспечивает возможность последуюш,его введения в расплав бумаги и обволакивания волокон бумаги полиэтиленом, чем достигается прочность их соединения.
Для подтверждения вышеизложенного разработаны специальные образцы и приспособления, позволяющие имитировать условия сборки реальных фильтров. Опытные образцы представляют собой полоски фильтровальной бумаги марок ПКВ-и, КФВ и КТФВ-155, выпускаемых Минбумпромом для очистки воздуха, шириной 1 см и длиной 3 см, которые под воздействиелМ оиределениой силы, еш,е не нарушаюш,ей видимой плоскостности образца, вставляются в расплав полиэтилена. При этом режим расплавления назначают из условия достижения максимальной ирочиости склеивания с металлом. В то же время соблюдается условие, чтобы при введении бумаги в расплав полиэтилена, имеющего темиературу свыше 160°С, она не изменяла своих прочностных показателей более, чем на 5%.
Пример. В металлическую крышку, поверхиость которой предварительно зашкуривают и обезжиривают, вводят полиэтилен, нагревают его до 250-300°С со скоростью 8-15°С/мин подачей потока тепла со
Таблица 1
стороны .металлической , иротивоиоложной нанесеиио.чу слою полиэтилена. При этом для обесисчси115, требуемой ирочиост { бумаги следует применять полиэтилен преимущественно с индексом расплава 5-40, что иллюстрирует табл. 1.
По окончании режима расплавления полиэтилена температура сто з месте контакта с металлом равна температуре крьиикп, а на поверхиос1ii, предназначенной для введения бумаги, температура не превышает Г/О-190°С. В табл. 2 прпведепы даипые по испытанию прочности склеивания полиэтилена и стали, которые показывают, что макеимальиую прочность получают при 250°С, при этом оитимальигя скорость расплавления полиэтилена должна быть в пределах 8-15°С/мм мин.
Таблица 2
Время установки бумажной фильтрующей шторы в расплав полиэтилена назначают, исходя из повышения нроизводительности трзда в предлагаемом технологическом процеесе (не должно превышать 2- 2,5 .мин). Указанное время контакта бзмаги и расплавленного полиэтилена при темиературе на новерхности крышки 250- 3()0°С обеснечивает сохранение прочности бумаги, которая не должна снижаться более, чем иа 5%.
После введения бумаги с целью уменьшения потери ее ирочности сразу производят иринудительное охлаждение металлической крышки со скоростью 5-7°С/с. Столь высокая скорость охлаждения, как правило, могла бы иривести к возникновению внутренних наиря/кений в полиэтилене, что должно было вызвать снижение качества склеивания, т. е. к разгер.метизации фильтра. Однако проверка опытной партии фильтров, изготовленных но вышеуказанной технологии, показала высокую герметичность склеиваемого шва. В то же время предложенный технологический режим склеивания позволяет получить более надежную гер.метизацию заливки фильтров. Герметичность заливки определяли буллоскопическим методом (методом пузырьков) на фильтрах, изготовленных в промышленных условиях с применением эиоксидного комнаунда, взятых за аналог, в сравнении с опытной нартией фильтров, изготовленных по предлагаемому способу. Данные по
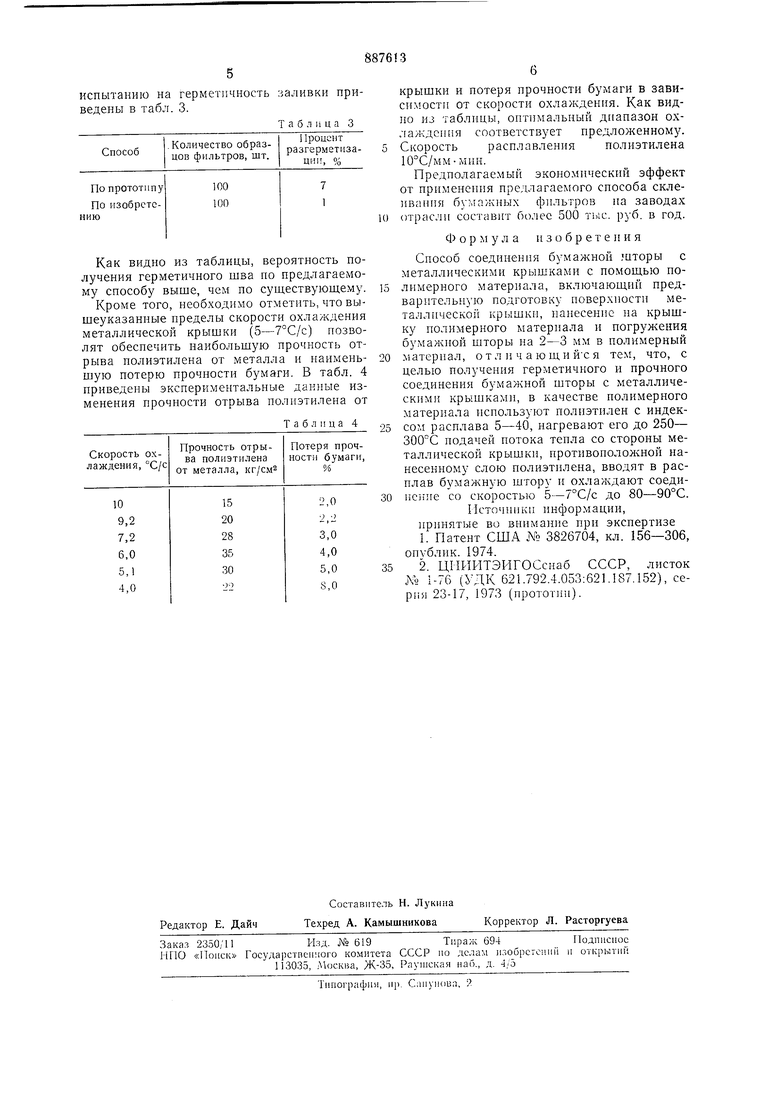
испытанию на герметичность заливки приведены в табл. 3.
Таблица 3
Как видно из таблицы, вероятность получения герметичного шва по предлагаемому способу выше, чем по суш,ествующему.
Кроме того, необходимо отметить, что вышеуказанные пределы скорости охлаждения металлической крышки (5-7°С/с) позволят обеспечить наибольшую прочность отрыва полиэтилена от металла и наименьшую потерю прочностн бумаги. В табл. 4 приведены экспериментальные дан}1ые изменения прочности отрыва полиэтилена от
Т а б л II ц а 4
крышки и потеря прочности бумаги в зависимости от скорости охлажденпя. Как видно из таблпцы, оптимальный диапазон охлаждспия соответствует предложенному. Скорость расплавления полиэтилена 10°С/мм-мин.
Предполагаемый экономический эффект
от прпменеппя предлагаемого способа склеиванпя бумажных фильтров на заводах
отрасли составит более 500 тыс. руб. в год.
Формула изобретения
Способ соедииенпя бумажной .шторы с металлическими крышками с помош,ью полимерного материала, включаюший предварительную подготовку поверхности металлической крышки, паиесение на крышку полимерного материала и погружения бу.мажиой шторы на 2-3 мм в полимерный
материал, от л и ч а юш,и йся тем, что, с пелью получепия герметичного и прочного соединеиия бумажиой шторы с металлическими крышками, в качестве полимерного материала используют полиэтилен с индексом расплава 5-40, нагревают его до 250- 300°С подачей потока тепла со стороны металлической крышки, противоиоложной нанесенному слою полиэтилена, вводят в расилав бумажную штору и охлаждают соедиис ие со скоростью 5-7°С/с до 80-90°С.
Источники информации, ирииятые во внима)1ие при экспертизе 1. Патент США № 3826704, кл. 156-306, оиублик. 1974.
2. ЦПППТЭИГОСсиаб СССР, листок i-7G (УДК 621.792.4.053:621.187.152), серия 23-17, 1973 (npoTOTini).

| название | год | авторы | номер документа |
|---|---|---|---|
| КОМПОЗИЦИЯ ДЛЯ ПРОИЗВОДСТВА АДГЕЗИВОВ РАСПЛАВОВ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2143451C1 |
| Способ соединения бумажной шторы с металлической крышкой | 1984 |
|
SU1320217A1 |
| ТЕРМОКЛЕЙ ДЛЯ СКЛЕИВАНИЯ И ГЕРМЕТИЗАЦИИ | 2005 |
|
RU2287001C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБЪЕМНОГО МНОГОСЛОЙНОГО ФИЛЬТРУЮЩЕГО МАТЕРИАЛА И ФИЛЬТРОЭЛЕМЕНТ | 2006 |
|
RU2333782C2 |
| НЕТКАНЫЙ ПЛАСТИЧЕСКИЙ РАЗДЕЛИТЕЛЬ ДЛЯ ПАКЕТА | 2004 |
|
RU2359888C2 |
| АДГЕЗИОННАЯ КОМПОЗИЦИЯ | 2003 |
|
RU2233305C1 |
| ПОЛИЭФИРНАЯ КОМПОЗИЦИЯ ДЛЯ ЗАЩИТНОГО ПОКРЫТИЯ | 2008 |
|
RU2381243C2 |
| Способ склеивания полимерных материалов | 1978 |
|
SU763432A1 |
| ТЕРМОКЛЕЙ С УЛУЧШЕННОЙ АДГЕЗИЕЙ | 2007 |
|
RU2453572C2 |
| Способ получения клея-расплава | 1990 |
|
SU1781273A1 |
