Способ измерения температуры стали в мартеновских
и других печах
Заявлено 12 июня 1946 года в Министерство тяжелого машиностроения СССР
за Л1о 435 (345958)
Опубликовано 31 декабря 1947 года
Из существующих методов измерения температуры жидкой стали в плавильном агрегате, как известно, наиболее точными являются методы измерения с помощью термопар погружения, состоящих из платиноплатинородиевой пары. Недостатком конструкций этого типа приборов является их громоздкость, сложность устройства, необходимость иметь при замере температуры в основных печах специальные высококачественные огнеупорные трубки, наличие сложного устройства для предохранения от попадания шлака на защитную кварцевую трубку термоспая и т. д. Все это настолько усложняет их использование, что в практике производства стали они не употребляются.
Для измерения температуры стали в мартеновских и других печах предлагается термопара «быстрого погружения с кварцевым колпачком для защиты горячего спая, закрепленного на конце железной трубки. С целью защ,иты кварцевого колпачка от разъедающего действия щлака колпачок перед погружением
смазывается веществом, которое испаряется в момент погружения и образует на колпачке газовый слой, предотвращающий соприкасание щлака с колпачком.
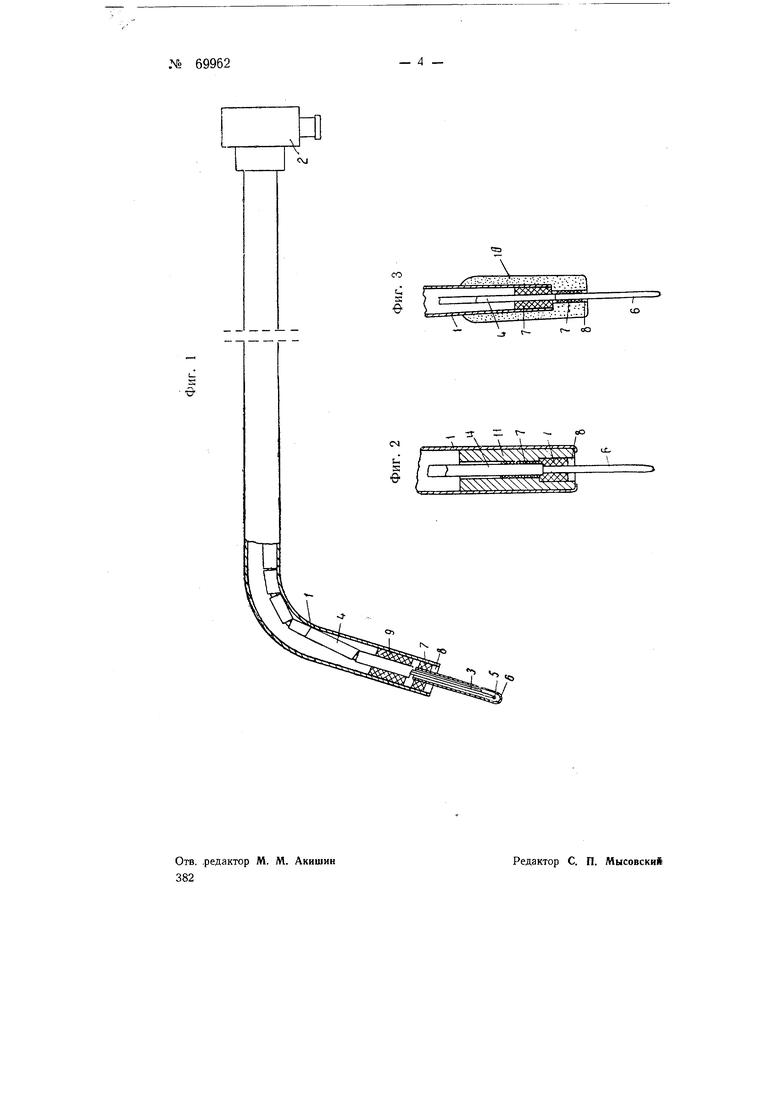
На фиг. 1 изо-брал ено принципиальное устройство термопары, а на фиг. 2 и 3 - модификации крепления термопары и защитного колпачка.
Применяемая согласно изобретению термопара быстрого погружения смонтирована в железной трубе / диаметром /2 - W, длиной 3-4 м, конец которой плавно загнут под углом, близким к прямому. Загнутая часть составляет примерно 300-350 мм. На противоположный конец трубы надета обычная термопарная головка 2.
Внутрь трубы вложена и закреплена при помощи асбеста 9 или другим способом заранее проверенная платино-платинородиевая термопара. Концы проволок термопары, прилегающие к горячему спаю, изолированы друг от друга при помощи кварцевой соломки 3 диаметром 1 - 1,5 мм, которая надета лищь на
373
одну из проволок. Длина такой изоляции 80-90 мм. Остальная изоляция 4 обычная - двухканальные фарфоровые трубочки или фарфоровая соломка.
Термопара должна быть смонтарована таким образом, чтобы горячий спай 5 выступал за пределы конца железной трубы на 40-60 мм.
На выступающий конец горячего спая надевается колпачок из кварцевой трубки 6 длиною 70-80 мм, желательно такого диаметра, чтобы он едва только находил на изоляцию горячего спая, т. е. имел внутренний диаметр 3-5 мм. Кварцевый колпачок слегка закрепляется в железной трубе при помощи хорошо просушенного шнура асбеста 7 с таким расчетом, чтобы горячий спай был по возможности ближе к запаянному концу колпачка. Особенно прочного закрепления колпачка асбестом не требуется.
Для надежного ошлакования конца железной трубы, погруженного в металл, и прочного закрепления колпачка в трубе при помощи застывающего шлака, предварительное крепление колпачка асбестом должно быть осуществлено таким образом, чтобы асбест располагался внутри железной трубы, не выступая за ее пределы, и внутренняя поверхность ее 8 оставалась не закрытой асбестом на глубину 5-8 мм. К головке термопары присоединяются провода, идущие к гальванометру или потенциометру, например регистрирующего типа. При этом для производственных целей может быть применен особый гальванометр со шкалой, видимОй на далеком расстоянии.
При условии хорошего шлакового покрова достаточной толщины (50- 60 лл.) работа термопары вполне обеспечивается только что описанным устройством. В случае недостаточного шлакового слоя для более надежного обеспечения ошлакования закрытого асбестом торца железной трубки лучше применять устройство, изображенное на фиг. 2.
Отличие этого устройства от предыдущего заключается в том, что 380
внутрь железной трубы плотно вставлена железная трубка 11, длиной 100-150 л{м, с диаметром выходного отверстия 12 лМ, которая играет роль холодильника для более сильного охлаждения шлака, попадаю., щего в пространство 8, и предохранения его от размягчения во время выдержки термопары в металле для прогрева термоспая.
В случае совершенно неудовлетворительного шлакового покрова на конец трубки следует поставить графитовый блок 10 с внешним диаметром 40-50 мм, длиной 350- 200 мм и диаметром выходного отверстия 15 мм, как это изображена на фиг. 3.
Подготовка термопары к замеру температуры расплавленного металла в печи производится следующим образом.
Слегка подогретый у окна печи выступающий конец кварцевого колпачка смачивается или смазывается на длину, не доходящую до конца железной трубы на 3-10 мм, такими веществами, как искусственный или естественный воск, парафин, мазут, смола, нефть, масла, олифа и другие трудно испаряющиеся и образующие при нагревании газообразные вещества.
В случае если смазка осуществляется такими веществами, как воск, парафин, пек, лак, т. е. находящимися при обычных температурах в твердом виде, эта смазка может быть осуществлена заранее путем опускания колпачков на требуемую длину в расплавленную массу.
Для производства замера температуры стали термопара вводится через открытое окно в печь и без задержки плавно опускается в металл с таким расчетом, чтобы конец железной трубы был наверняка ниже уровня шлака, или же на ту глубину, на которой желают измерять температуру металла.
Вследствие образования газов от смазки шлак не пристает к смазанной поверхности кварцевого колпачка, а следовательно, и не оказывает на последний никакого разъедаюш,его действия.
Таким образом колпачок попадает в металл чистым от шлака.
В том месте, где кончается смазка, т. е. у самого конца железной трубы, шлак начинает приставать как к колпачку, так и к железной трубе, но в силу охлаждаюи его действия железной трубы он сейчас же застывает и прочно скрепляет кварцевый колпачок с железной трубой, при этом также не оказывая разъедаюшего действия на кварц вследствие низкой температуры. При дальнейшем плавном опускании же-лезная трубка ошлаковывается и тем самым предохраняется от действия на нее расплавленного металла.
Как только горячий слой прогревается до температуры жидкой стали, примерно через 10-15 сек. (о чем судят по остановке стрелки гальванометра), берут отсчет и тотчас же вытаскивают термопару из печи.
Если затем требуется ускорить повторный замер, то термопару опускают в проточную воду и после охлаждения удаляют осторожным простукиванием приставший шлак, удаляют старый колпачок с закрепляющим его асбестом и закрепляют новый колпачок описанным выше способом.
Для охлаждения термопары рекомендуется использовать проточную воду, например сточные воды от системы охлаждения печи, так как
в колодах для охлаждения пробных ложек и другого инструмента обычно имеет место повышенная концентрация различных солей, которые оседают на железной трубке и сильно понижают ее способность к ошлаковыванию.
Предмет изобретения
1. Способ измерения температуры стали в мартеновских и других печах при помош,и термопары «быстрого погружения с кварцевым колпачком для зашиты горячего спая, закрепленным на конце железной трубки, отличающийся тем, что с целью защиты кварцевого колпачка от разъедающего действия шлака колпачок перед погружением смазывают веществом (например, воск, парафин, мазут и т. п.), испаряющимся в момент погружения и образующим на колпачке газовый слой, предотвращающий соприкосновение шлака с колпачком.
2. Способ по п. 1, отличающийся тем, что применяют термопару, у которой кварцевый колпачок закреплен на конце железной трубки при помощи асбестовой или т. п. набивки с тем, чтобы осуществить автоматически окончательное закрепление колпачка в трубке в момент прохоледения через слой шлака за счет ошлаковывания конца трубки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОГРУЖНОЙ ЗОНД | 2010 |
|
RU2502064C2 |
| Устройство для контроля жидкого металла | 1980 |
|
SU917039A1 |
| УСТРОЙСТВО ДЛЯ ИЗМЕРЕНИЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ РАСПЛАВОВ СТАЛИ С ОДНОВРЕМЕННЫМ ОТБОРОМ ПРОБЫ | 2017 |
|
RU2672646C1 |
| Прибор для измерения температуры жидкого металла | 1946 |
|
SU72574A1 |
| Устройство для определения температуры и состава жидкого металла | 1976 |
|
SU649965A1 |
| ОПУСКАЕМЫЙ ПОГРУЖНОЙ ЗОНД | 1996 |
|
RU2164342C2 |
| СПОСОБ И УСТАНОВКА ДЛЯ ИЗМЕРЕНИЯ ТЕМПЕРАТУРЫ РАСПЛАВЛЕННОГО МЕТАЛЛА | 2014 |
|
RU2576277C2 |
| Устройство для продувки газом | 1982 |
|
SU1079671A1 |
| Термопара | 1945 |
|
SU67359A1 |
| ИЗМЕРИТЕЛЬНЫЕ ЗОНДЫ ДЛЯ ИЗМЕРЕНИЯ И ВЗЯТИЯ ПРОБ В МЕТАЛЛИЧЕСКОМ РАСПЛАВЕ | 2011 |
|
RU2548401C2 |
-у, - с- - ,.-.- -.-Лг
ь :. л b.)
