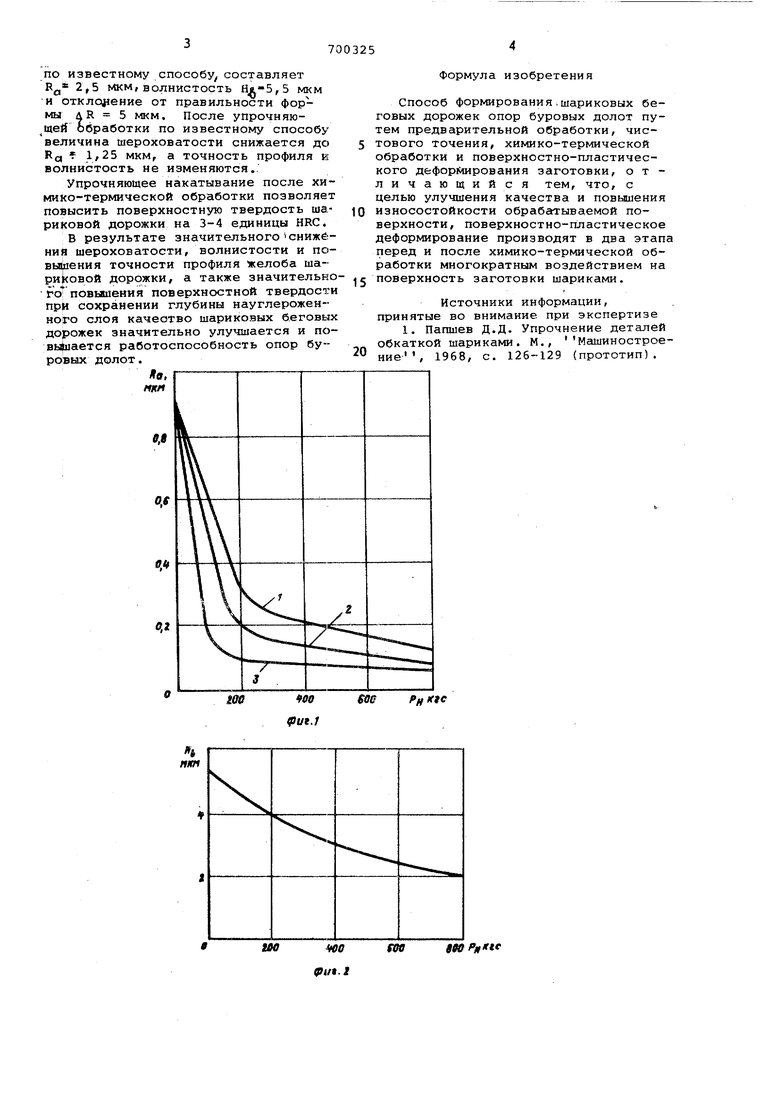
Изобретение относится к обработТ ё металлов давлением и может быть использовано при изготовлении буровых шарошечных долот. Известен способ формирования шариковых беговых дорожек опор буровых долот путем предварительной обработ и,чистового точения,химико-термичес кой обработки .и поверхностно-пластического деформирования заготовки 1 Недостатком известного способа яв ляется низкое качество получаемых изделий, что приводит к снижению износостойкости обрабатываемой поверхности . Целью изобретения является улучшение качества и повышение износостойкости обрабатываемой поверхности. Для достижения цели поверхностнопластическое деформирование производят в два этапа перед и после химико-термической обработки многократ ным воздействием на поверхность заго товки шариками. При ведении операции поверхностно-пластического деформирования перед химико-термической обработкой по -лучается поверхность очень точная по размерам и с шероховатостью, по лучаемой ранее после последней операции упрочняющего накатывания многошариковым инструментом. На фиг. 1 показан график влияния режимов деформирования термообработанных стальных деталей на шероховатость обрабатываемой поверхности (где линии 1 - п 1000 циклов при V 100 м/мин; 2 - п 5000 циклов при V 100 м/мин 3 - п 1000 циклов при V 25 м/мин); на фиг. 2 - график влияния усилия накатывания на волнистость обрабатываемой поверхности; на фиг. -3 - график влияния усилия накатывания на отклонение профиля шариковой дорожки от правильной формы. В результате поверхностно-пластической обработки шариковой беговой дорожки планетарно-ударным накатыванием после чистового точения шероховатость поверхности снижается с R - 0,9 мкм до RCI 0,05 мкм, волнистость с Hj, 5,4 мкм до Hji 2 мкм. При этом точность получения профиля повышается, отклонение профиля желоба шариковой дорожки от правильной формы снижается с 7 до 1,5 мкм. Величина шероховатости шариковой дорожки, получаемая после шлифования по известному способу составляет RQ 2,5 МКМ| волнистость Hi-5,5 мкм и отклс|41ение от правильности формы ДК 5 мкм. После упрочняю щей обработки по известному способу величина шероховатости снижается до RQ f Л25 мкм, а точность профиля и волнистость не изменяются. Упрочняющее накатывание после химико-термической обработки позволяет повысить поверхностную твердость ша.риковой дорожки на 3-4 единицы HRC. В результате значительного снижения шероховатости, волнистости и повышения точности профиля желоба шарийовой дорожки, а также значительно го повышения поверхностной твердости при сохранении глубины науглероженного слоя качество шариковых беговых дорожек значительно улучшается и повьЛиается работоспособность опор буровых долот. Формула изобретения Способ формирования:шариковых беговых дорожек опор буровых долот путем предварительной обработки, чистового точения, химико-термической обработки и поверхностно-пластического деформирования заготовки, отличающийся тем, что, с целью улучшения качества и повышения износостойкости обрабатываемой поверхности , поверхностно-пластическое деформирование производят в два этапа перед и после химико-термической обработки многократным воздействием на поверхность заготовки шариками. Источники информации, принятые во внимание при экспертизе 1. Папшев Д.Д. Упрочнение деталей обкаткой шариками. М., Машиностроение, 1968, с. 126-129 (прототип). ею fgiftf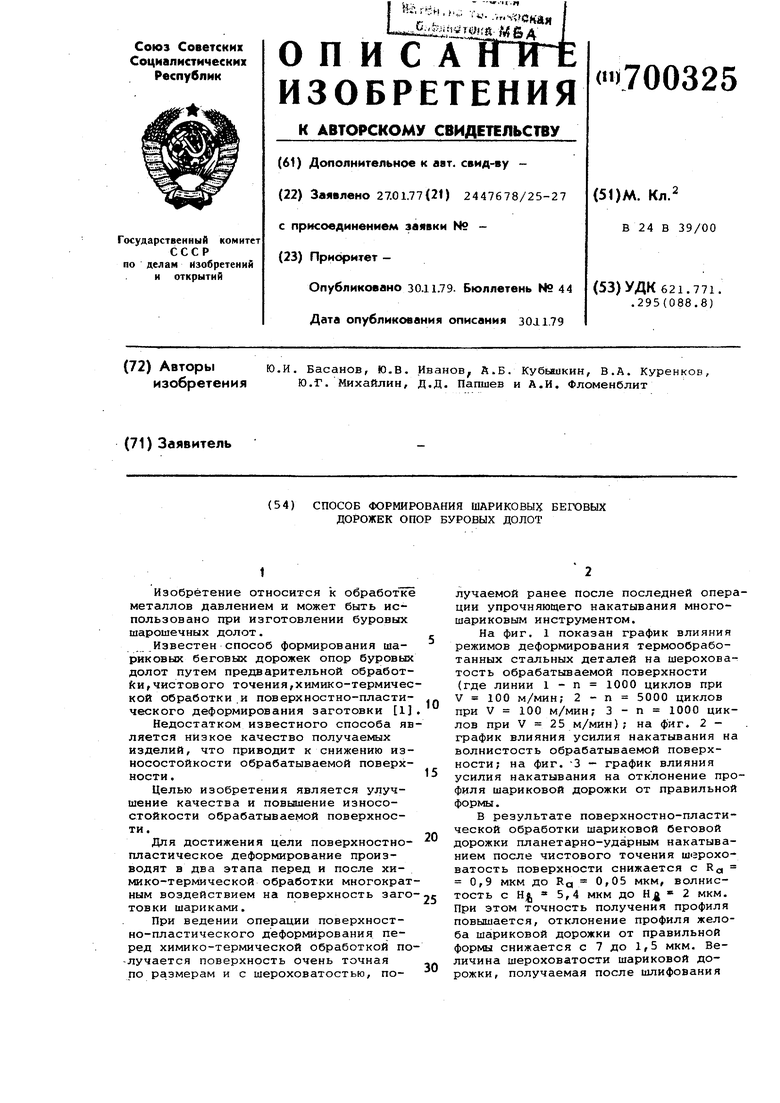
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ РОТОРНОГО УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354531C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЬЦА ОПОРЫ КАЧЕНИЯ | 1992 |
|
RU2041269C1 |
| СПОСОБ РОТОРНОГО УПРОЧНЕНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2007 |
|
RU2354530C1 |
| ЭЛЕКТРОГОЛОВКА ДЛЯ УПРОЧНЕНИЯ ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ | 2009 |
|
RU2420392C2 |
| УСТРОЙСТВО ДЛЯ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2276006C1 |
| СПОСОБ ИМПУЛЬСНО-УДАРНОГО ДЕФОРМИРОВАНИЯ СФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2004 |
|
RU2278018C1 |
| СПОСОБ ППД ВИНТОВЫХ И СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ЭЛЕКТРОУПРОЧНЯЮЩЕЙ ГОЛОВКОЙ | 2009 |
|
RU2420391C2 |
| УПРОЧНЯЮЩАЯ ЭЛЕКТРОГОЛОВКА | 2009 |
|
RU2420389C2 |
| ПРУЖИННЫЙ УПРОЧНЯЮЩИЙ ИНСТРУМЕНТ | 2006 |
|
RU2311279C1 |
| СПОСОБ ЧИСТОВОГО УПРОЧНЕНИЯ ПРУЖИННЫМ ИНСТРУМЕНТОМ | 2006 |
|
RU2312758C1 |

200too
600800 РН кк
рие.З
