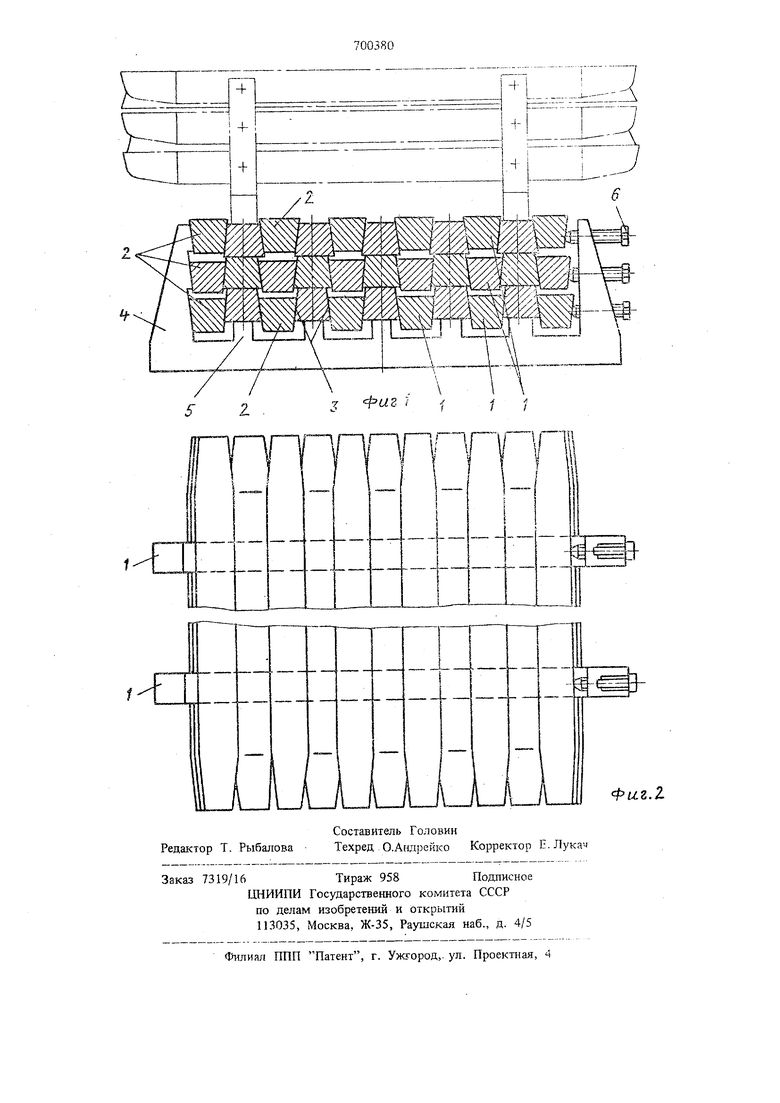
(54) СПОСОБ ПАКЕТИРОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ ТРАПЕЦЕИДАЛЬНОЙ ФОРМЫ В ПОПЕРЕЧНОМ СЕЧЕНИИ способ пакетирования осуи1ествляют следующим образом. Йаждое изделие 1 ряда поворачивают на 180° относительно предыдущего изделия 2 вокруг продольной оси с плотным прилеганием бс5СОВЫХ сторон 3. Изделия 2, повернутые меньшим основанием трапеции вниз, являются расклинивающими, а изделия 1, повернутые большим основанием вниз , - опорными. Расклинивающие изделия 2 укладывают в ряд отно- ;ситЬльно опорных изделий 2 со смещением. Пер вый сформированный ряд закладывают в скобы 4таким образом, что изделия 1 размещают на выступах 5 скобы 4, причем высота выступов 5обеспечивает зазор меиоду расклинивающими изделиями 2 и скобой 4. Второй и послед ющие ряды собираются аналогично с учетом того, что смещение раскли нивающих изделий 2 каждого ряда относительно опорных изделий 1 должно обеспечивать зазоры между изделиями 2, уложенными меньшим основанием вниз. Сформированные таким образом ряды закладывают в скобгл 4, размещая опорные изделия непосредственно друг на друга. Каждый отдельный ряд, уложешшш в скобы стягивают винтом 6, и тем самым выбирают по грещности формы и размеров набра1шых в ряд слитков, возникающих в результате индивидуал ной отливки каждого изделия в изложницу. Уложенные таким способом длинномерш.ю изделия трапецеидального сечения позволяют получить прочный пакет большого веса, так Kai происходит надежное закл1шиваш1е каждого отдельного изделия в нем. Кроме того, способ пакетирова1шя упрощает конструкцию оборотной пакетировочной ос-. настки, которая способствует быстрому закреппозволяет сократить средлению рядов ошхков ства на ее изготовлеш-ie и восстановительшай ремонт. Экoнo личecкий эффект от внедреш1я способа пакетировшшя составляет 100 тыс. руб. в год. Формула изобретения Способ пакетирования диинномерьгых изделий трапецеидаггьной формы в пoпepeшю s сечении, предусматривзлошяй порядную укладку изделий с плотным прилеганием боковых сторон одного к крутому, а крайних - к скобе и формировашге naiceTa путем последовательной установки cфopмиpoзj.нныx рядов изделий один на другой с зазором между изделиями, уложенными мешзшкм основанием вниз, отличающийся тем, что, с целью повышеиия прочности пакета к ртрощения пакетировочной оснастки, порядную укладку изделий осуществляют путем поворота в ряду каждого последующего изделия относительно предыдущего вокруг продольной оси на 180°, смещения расклинивающих изделий ряда, а формирование пакета производят путем размещения опорных рделш нижнего ряда на .выступах, имеющихся на основаге-ш скобы, и в каждом послед аощем ряду - непосредственно одно на другое, пртем высота выступа превыплает велшпгау смещения расклиш-гваюидих изделий относительно опорных в нижнем ряду. Источники тформ,ацки, принятые во внимание при экспертизе i. Авторское свид.етельстзо СССР по заявке № 2564034, 1сл. Б 65 В 27/10, 1977.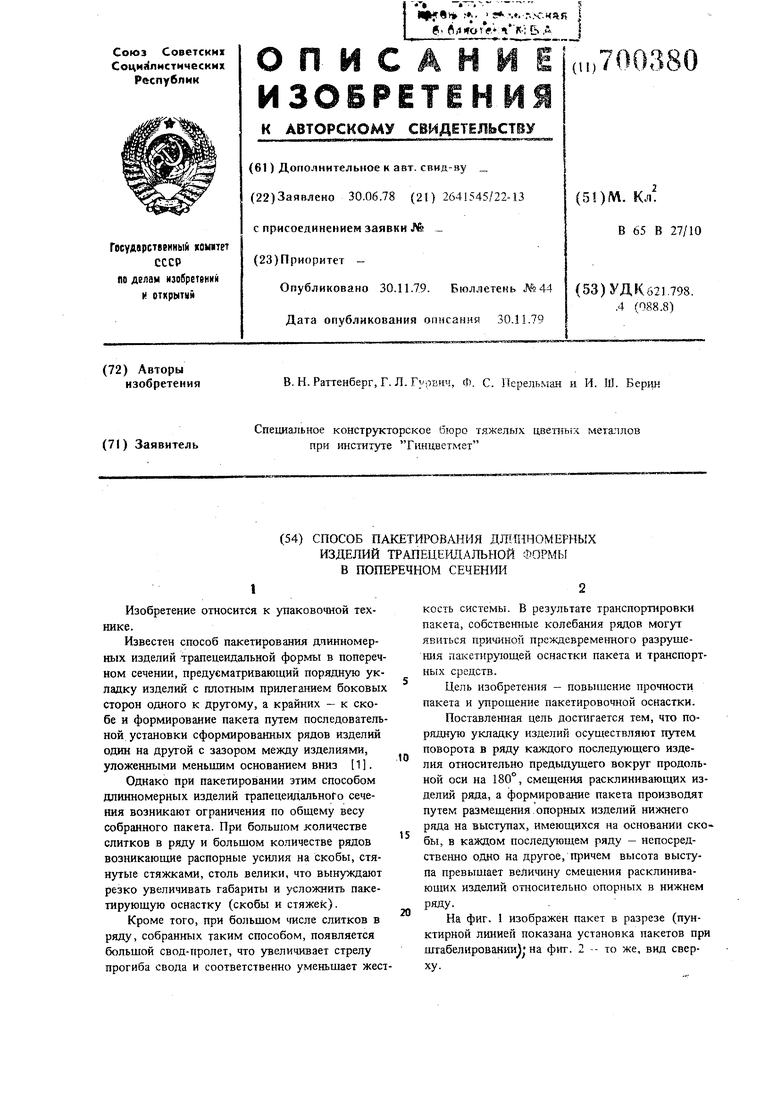
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ пакетирования длинномерных изделий трапецеидальной формы в поперечном сечении | 1980 |
|
SU931614A1 |
| Способ пакетирования длинномерных изделий | 1977 |
|
SU734075A1 |
| ФУТЕРОВКА КАНАЛА ДЫМОВЫХ ГАЗОВ ВЕРТИКАЛЬНОЙ МНОГОКАМЕРНОЙ РАДИАНТНО-КОНВЕКЦИОННОЙ ПЕЧИ | 2004 |
|
RU2246087C1 |
| КЛАДКА ФУТЕРОВКИ | 2011 |
|
RU2456509C1 |
| Способ пакетирования металлических чушек трапецеидального сечения | 1976 |
|
SU765154A1 |
| КАНТОВАТЕЛЬ-ПАКЕТИРОВЩИК | 1992 |
|
RU2057699C1 |
| СПОСОБ ТЕРМООБРАБОТКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ И УСТРОЙСТВО ВЫГРУЗКИ | 2003 |
|
RU2232679C1 |
| УСТРОЙСТВО ДЛЯ ВЫГРУЗКИ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ШАХТНОЙ ПЕЧИ | 2012 |
|
RU2518980C1 |
| УСТАНОВКА ДЛЯ ПАКЕТИРОВАНИЯ ШТУЧНЫХ ИЗДЕЛИЙ, ПРЕИМУЩЕСТВЕННО КИРПИЧЕЙ | 2006 |
|
RU2334670C2 |
| Пакетируемая чушка | 1971 |
|
SU470988A1 |