Область техники, к которой относится изобретение
Заявляемое изобретение относится к промышленности строительных материалов и может быть использовано в производстве керамического кирпича, а именно в технологическом процессе обжига.
Уровень техники
Известен способ термообработки керамических стеновых изделий в вертикальной печи (см. патент на изобретение РФ №2098384, МПК С 04 В 33/32, F 27 В 1/00, опубл. 10.12.1997 г.), в котором садку изделий выполняют с чередованием по высоте рядов кирпичей, установленных на ложковую грань, с кирпичами, уложенными на постель. Схема садки кирпича, установленного на ложок, не меняется и повторяется через ряд по высоте. В ней предусмотрены сквозные каналы для прохода теплоносителя. Садка рядов кирпича, уложенного на постель, меняется. В первом варианте имеется один канал для прохода теплоносителя и проходит он по центру ряда, деля ряд на две равные части. Во втором варианте образованы два боковых канала, которые расположены между садкой и противоположными стенками печи, к которым примыкают топки. Процесс подачи теплоносителя в садку проводят несколькими встречно-направленными потоками, сходящимися в центре садки, движущимися на один шаг вверх и затем расходящимися от центра в противоположные стороны. Этим обеспечивается равномерное распределение теплоносителя по высоте штабеля. Вся садка кирпича опускается специальным устройством, которое удерживает ее.
Достоинством способа является повышение качества продукции за счет обеспечения равномерности обжига, однако, садка изделий имеет довольно сложное строение и требует специального устройства для перемещения.
Наиболее близким по признакам к заявляемому способу, выбранным за прототип, является способ обжига изделий стеновой керамики в вертикальной печи (см. авторское свидетельство №1702133, МПК F 27 B 1/00, опубл. 30.12.1991 г., Бюл. №48), в котором изделия укладывают в виде столбов сечением 250×250, обжигают в кипящем слое дисперсного материала и выгружают сформированными пакетами. Способ позволяет упростить пакетирование изделий, однако в нем не предусмотрена порядная выгрузка изделий.
Известно разгрузочное устройство (см. патент на изобретение РФ №2023965, МПК F 27 B 1/00, опубл. 28.08.1991 г., Бюл. №22), содержащее прижимные гидроцилиндры, поворотные фиксаторы и пластинчатый транспортер. Опорные плиты гидроцилиндра сдвигаются и принимают на себя нагрузку вышерасположенных керамических изделий, поворотные фиксаторы поворачиваются в нижнее положение и перегружают на транспортер нижний ряд готовых изделий. В описанном устройстве не происходит плавного опускания изделий на транспортер, что приводит к возможному бою керамики.
Указанный недостаток устраняется применением разгрузочного устройства (см. авторское свидетельство №1702133, МПК F 27 B 1/00, опубл. 30.12.1991 г., Бюл. №48), содержащего зажимы с гидроприводом, перемещающийся вертикальный стол с рельсами, тележкой с поддонами, разделенными на подвижные секции, и гидравлическими толкателями для сдвижки секций поддона. Оно является наиболее близким по конструктивному решению к заявляемому устройству и поэтому выбрано за прототип. Однако выгрузку проводят сформированными из накопленных на поддонах столбов изделий пакетами. При выводе готовой продукции из под корпуса печи вся садка изделий удерживается зажимным устройством, происходит довольно длительная остановка изделий в печи, что приводит к нарушению режима обжига.
Сущность заявляемого изобретения
Заявляемым изобретением решается задача создания способа садки керамических изделий в шахтной печи и устройства их выгрузки, позволяющих повысить качество изделий за счет сведения к минимуму временных интервалов процесса снижения садки в печи и ее остановки при выгрузке готовых изделий, обеспечивающего практически непрерывное перемещение изделий по обжиговым каналам.
Поставленная задача решается тем, что в способе термообработки керамических изделий в шахтной печи, включающем садку изделий с порядной укладкой на постель с образованием параллельных сквозных каналов, подачу теплоносителя в садку и выгрузку готовых изделий, согласно заявляемому изобретению садку формируют со смещением изделий каждого вышерасположенного ряда относительно изделий нижерасположенного ряда, при этом верхнее изделие одной угловой частью укладывают на нижнее с образованием пятна контакта, включающего их спроецированные центры тяжести, другими угловыми частями опирают на угловые части изделий, соседних с задействованным нижним изделием, схему садки изделий повторяют по высоте и выгрузку готовых изделий осуществляют порядно.
Технический результат, а именно обеспечение практически непрерывного перемещения изделий по обжиговым каналам, достигается за счет порядной выгрузки готовых изделий.
Допустимо укладывать в один ряд по два изделия, одно над другим, с соответствующей их одновременной выгрузкой.
Поставленная задача решается также благодаря тому, что в устройстве выгрузки керамических изделий в шахтной печи, содержащем механизм фиксации садки и расположенные под ним механизмы снижения и вывода изделий, согласно заявляемому изобретению механизм фиксации садки выполнен в виде рамки с внутренними опорными элементами, установленной с возможностью возвратно-поступательного перемещения по горизонтали с размещением опорных элементов под каналами, образованными изделиями выгружаемого ряда, механизм снижения выполнен в виде подъемно-опускной платформы с держателями, размещенными на ней с повторением схемы расположения пятен контакта изделий в садке и имеющими рабочую поверхность, подпирающую спроецированные центры тяжести изделий, при этом механизм вывода изделий выполнен в виде совокупности параллельных конвейерных линий, установленных над платформой с возможностью прохождения между ними держателей.
Заявляемое устройство выгрузки обеспечивает надежное удержание садки изделий за счет того, что держатели подъемно-опускной платформы подпирают изделия как нижерасположенного, так и вышерасположенного рядов именно в зоне расположения центров тяжести тех и других изделий. При этом в момент выгрузки, когда подпирающее воздействие держателей на садку прекращается, изделия в садке, опираясь на элементы рамки, которые предпочтительно выполнять в виде поперечных брусьев и которые подпирают изделие за пределами зоны его центра тяжести, удерживаются за счет давления веса вышерасположенных изделий. Таким образом, обеспечивается достаточно надежная фиксация изделий в объеме шахтной печи, позволяющая производить выгрузку каждого ряда, а не накапливать для выгрузки столб изделий. Соответственно порядная выгрузка делает остановы садки в печи весьма кратковременными, что обуславливает практически непрерывное движение изделий в обжиговом канале и, следовательно, повышает качество обжига.
Таким образом, перечисленная совокупность существенных признаков позволяет получить аналогичный способу технический результат, а именно обеспечить практически непрерывное перемещение изделий по обжиговым каналам. Получение одного и того же технического результата говорит о единстве изобретательского замысла, связывающего заявляемый способ и устройство.
При изучении других известных технических решений в данной области техники не было выявлено решений, имеющих аналогичные отличительные признаки, направленные на решение поставленной задачи, что позволяет сделать вывод о соответствии заявляемых технических решений критерию “изобретательский уровень”.
В конкретном случае исполнения предпочтительно выполнить держатели в виде прямоугольных параллелепипедов, поскольку именно такая форма является наиболее рациональной и обеспечивает совпадение подпирающей плоскости с формой пятна контакта изделий верхнего и нижнего рядов.
Наиболее целесообразно исполнение механизма вывода в виде совокупности пластинчатых цепей, обеспечивающих безударный и надежный вывод изделий из под обжигового канала.
В конкретном случае выполнения заявляемого устройства привод подъемно-опускной платформы выполнен в виде двух шарнирных механизмов, обуславливающих движение платформы и состоящих из Н-образных пластин, верхней сочлененной частью закрепленных снизу платформы на ее противоположных краях, при этом между нижними концами пластин установлены гайки винтовой передачи, посаженные с возможностью поступательного движения на винт, связанный с валом двигателя. Колеса, прикрепленные к нижним концам пластин шарнирных механизмов, позволяют снизить нагрузку на винтовую передачу и, следовательно, продлить срок ее службы. А выполнение винта винтовой передачи с чередованием левой и правой резьбы исключает применение дополнительных устройств, приводящих в действие шарнирные механизмы, что направлено на уменьшение габаритов конструкции.
Изобретение иллюстрируется чертежами, на которых изображены:
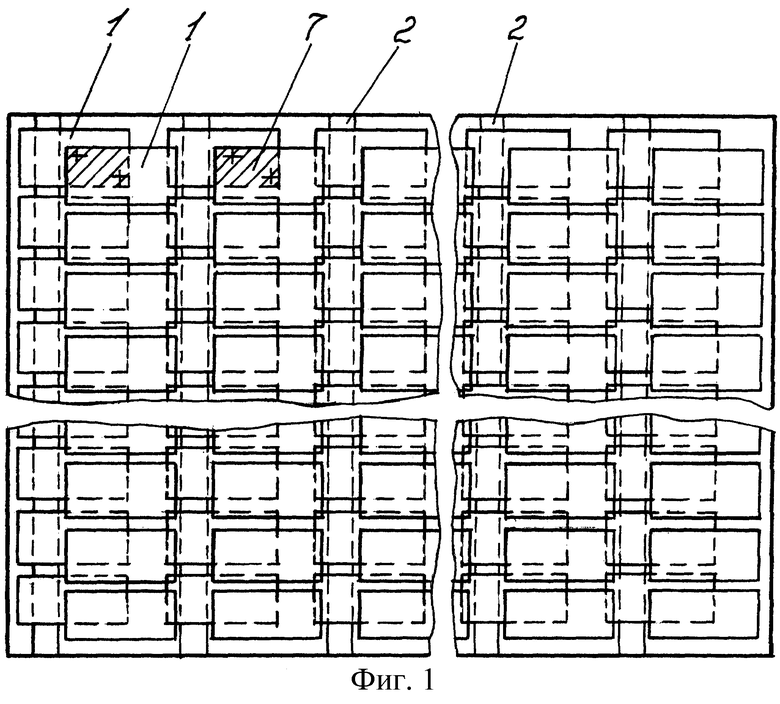
на фиг.1 - схема садки изделий, вид сверху;
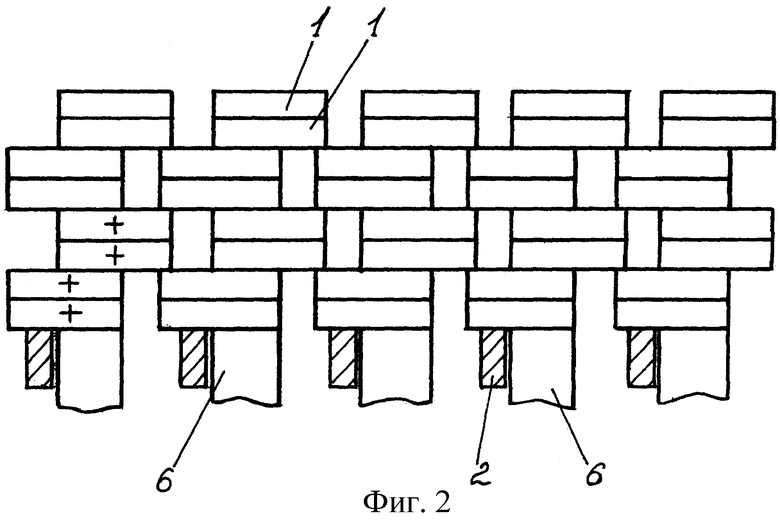
на фиг.2 - схема садки изделий, вид сбоку;
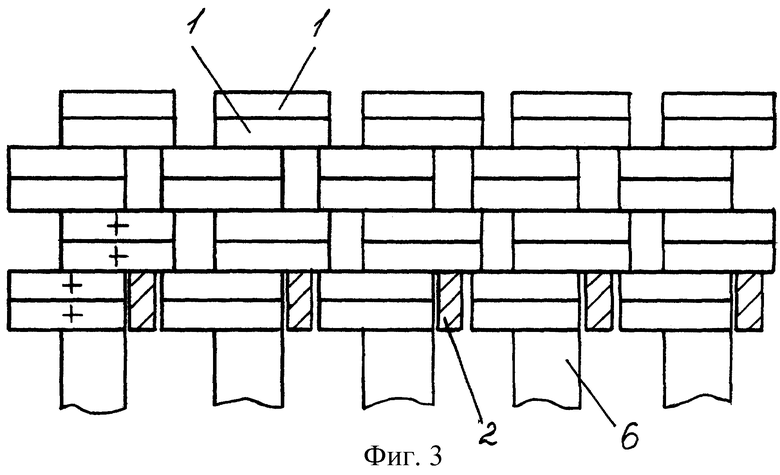
на фиг.3 - то же в момент начала выгрузки нижнего ряда;
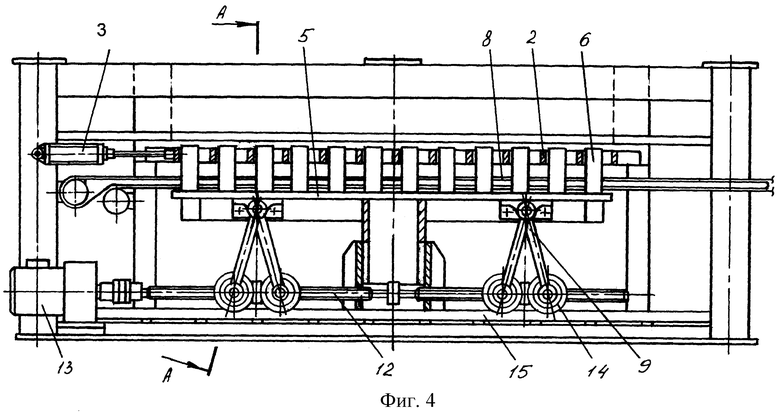
на фиг.4 - устройство выгрузки, общий вид;
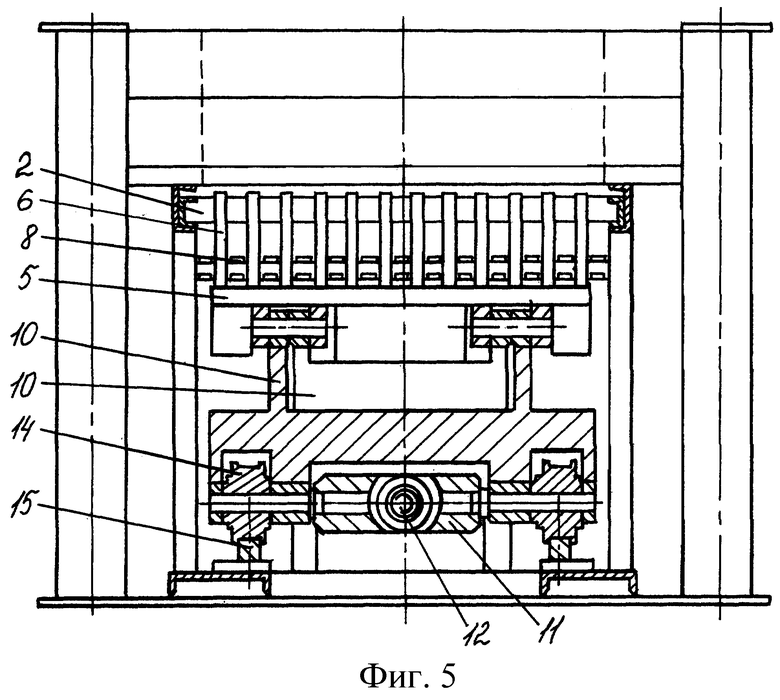
на фиг.3 - разрез А-А на фиг.4.
Сведения, подтверждающие возможность осуществления изобретения
Термообработку керамических изделий в заявляемом способе осуществляют в шахтных печах непрерывного действия с перемещающимся материалом и неподвижными технологическими зонами. Технологический процесс в печах шахтного типа направлен сверху вниз, что позволяет использовать перемещение изделий под действием собственного веса и исключить специальные транспортные средства для перемещения изделий через печь. Кроме того, вертикальная конструкция печи позволяет приблизить источники тепла к обжигаемым изделиям, что приводит к повышению тепловой эффективности процесса и уменьшению времени термообработки. Особенностью печи является особая конфигурация садки, позволяющая осуществлять выгрузку готовых изделий порядно.
Выгрузка готовых изделий в заявляемом способе термообработки керамических изделий в шахтной печи была реализована посредством заявляемого устройства.
Устройство выгрузки керамических изделий 1 содержит (см. фиг.3, 4) механизм фиксации садки, выполненный в виде рамки с внутренними опорными элементами 2, установленной с возможностью возвратно-поступательного перемещения по горизонтали за счет гидравлического привода 3 и с возможностью размещения опорных элементов 2 под каналами 4 между изделиями выгружаемого ряда садки. Под механизмом фиксации садки расположены механизмы снижения и вывода изделий. Механизм снижения выполнен в виде подъемно-опускной платформы 5 с держателями 6. Держатели 6 размещены на платформе с повторением схемы расположения пятен 7 контакта изделий в садке и имеют рабочую поверхность, подпирающую спроецированные центры тяжести изделий 1. Механизм вывода изделий выполнен в виде совокупности параллельных пластинчатых цепей 8, установленных над платформой 5 с возможностью прохождения между ними держателей 6. Привод подъемно-опускной платформы 5 выполнен в виде двух шарнирных механизмов 9, состоящих из Н-образных пластин 10, верхней сочлененной частью закрепленных снизу платформы на ее противоположных краях. Между нижними концами пластин установлены гайки 11 винтовой передачи, посаженные с возможностью поступательного движения на винт 12, связанный с валом двигателя 13. К нижним концам пластин 10 прикреплены колеса 14 с возможностью перемещения по рельсам 15.
Садка изделий представляет собой порядную укладку изделий 1 на постель с образованием параллельных сквозных каналов 4 (см. фиг.1, 2, 3). Садка сформирована со смещением изделий каждого вышерасположенного ряда относительно изделий нижерасположенного ряда. При этом верхнее изделие одной угловой частью уложено на нижнее с образованием пятна 7 контакта, включающего их спроецированные центры тяжести, а другими угловыми частями оперто на угловые части изделий, соседних с задействованным нижним изделием. Схема садки повторяется по высоте и в каждый ряд уложено, по меньшей мере, по два изделия.
Термообработку керамических изделий в шахтной печи производят следующим образом.
Производят загрузку печи изделиями 1, подготовленными для термообработки. Загрузка может производиться как вручную, так и автоматом-садчиком сверху печи с установкой на верхний ряд садки. Теплоноситель подается в садку в горизонтальном направлении несколькими потоками. Его движение происходит по горизонтальным каналам, образованным поверхностями изделий.
Опускание садки осуществляется в пошаговом режиме. Рамка механизма фиксации сдвигается гидроцилиндром в горизонтальном направлении, устанавливая опорные элементы 2 под каналами 4 в садке. При этом держатели 6, установленные на подъемно-опускной платформе 5, подпирают изделия нижерасположенного ряда в месте расположения пятен 7 контакта изделий в садке и удерживают всю садку. После этого включается привод подъемно-опускной платформы и перемещает ее в нижнее положение. При этом вся садка опускается на один ряд вниз, опорные элементы 2 заходят в каналы 4 садки и подпирают изделия вышерасположенного ряда. Держатели 6 опускают изделия нижерасположенного ряда на пластинчатые цепи 8 механизма вывода, и готовые изделия выводятся из печи.
После этого привод подъемно-опускной платформы 5 поднимает ее в верхнее положение, держатели 6 подводятся к изделиям следующего ряда, подпирают их в месте расположения пятна контакта и удерживают всю садку. Рамка механизма фиксации перемещается в прежнее положение, и опорные элементы 2 вновь устанавливаются под каналами 4 в садке. Подъемно-опускная платформа 5 перемещается в нижнее положение, и весь цикл выгрузки готовых изделий повторяется.
Изобретение относится к промышленности строительных материалов. Технический результат - повышение качества изделий. Способ термообработки керамических изделий в шахтной печи включает садку изделий с порядной укладкой на постель с образованием параллельных сквозных каналов, подачу теплоносителя в садку и выгрузку готовых изделий. Садку формируют со смещением изделий каждого последующего ряда, при этом верхнее изделие укладывают на нижнее с образованием пятна контакта, включающего их спроецированные центры тяжести. Схему садки повторяют по высоте и выгрузку готовых изделий осуществляют порядно. Устройство выгрузки керамических изделий содержит механизм фиксации садки, выполненный в виде рамки с внутренними опорными элементами, размещенными под каналами в садке. Механизм снижения выполнен в виде подъемно-опускной платформы с держателями, размещенными на ней с повторением схемы расположения пятен контакта изделий в садке. Механизм вывода изделий выполнен в виде совокупности пластинчатых цепей, установленных над платформой с возможностью прохождения между ними держателей. 2 с. и 6 з.п. ф-лы, 5 ил.
| Печь для обжига изделий стеновой керамики | 1990 |
|
SU1702133A1 |

