мерным, т.е. одинаковой толщины, Откалиброванное полотно нетканого материала подают на транспортер 14 для дальнейшей обработки
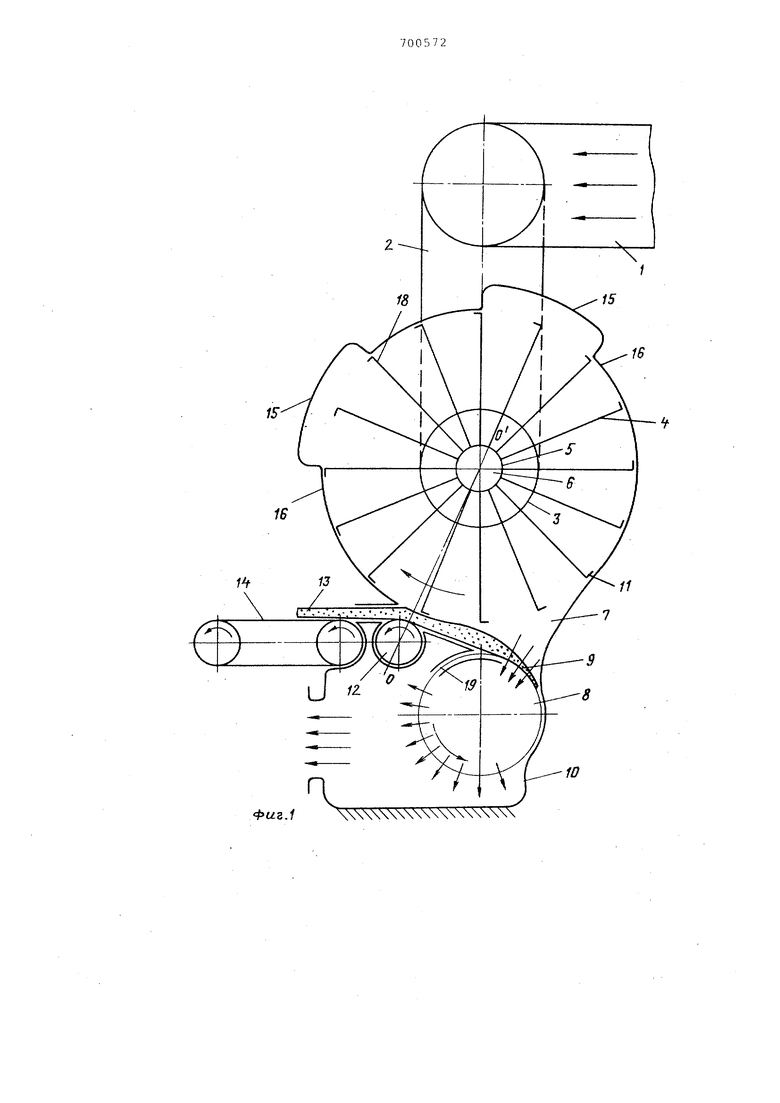
Во время очистки гарнитуры 11 лопаток 4 от волокна центробежные сипа, возникающие у волокна при его вращении вместе с гарнитурой, сбрасывают его с гарнитуры, когда лопатки 4 пр эходят над выемкой 15 корпуса 16 машины. При вращении лопаток колеса . всегда возникает давление воздуха, большее на ведущей стороне 17, а на ведомой стороне 18 давление воздуха падаетЕ Поэтому при прохождении 4 под выемкой 15 возникает дниж€ние воздуха, обратное направлению дЬижения лопатки. Благодаря этому движению волокно, сброшенное цёнтробежньа ш силами с гарнитуры 11 вращающИхся лопаток 4 удаляется из вьдемки 15, Равномерное, расположение лопаток 4 во вращающемся колесе обеспечив ciST и равномерное продольное формировани полотна ,9 на конденсоре 8. В этом случае упрощается калибровка вырабатваемого полотйа 13.
Треугольник скоростей частиц волокновоздушяой смеси расположен в Щахте 7 перед конденсором 8 при формировании полотна 9 Для регулирования измеиеняя плотности вырабаты ваемого полотна предусматривается изменение чисяа оборотов вала 6 вращающегося колеса с лопатками 4 и изменение проходного сечения у конденсора за счет изменения положения зас лонки 19, что и приводит к изменению скорости притекания волокновоздушной смеси в шахту 7 и к перфорированной поверхности конденсора В. Начало отрва сформированного полотна 9 в шахте 7 от наружной перфорированной цилиндрической поверхности конденсора 8 определяется заслонкой 19, прикрывающей с внутренней стороны перфорированный цилиндр конденсора 8,
Для получения различного развеса полотна предусматривают возможность смещения оси вращающегося вала 12 в направлении линии СЮ , для изменения числа оборотов конденсатора 8 предназначен редуктор. Регулирование плоности вырабатываемого полотна осуществляют изменением числа оборотов вала б и проходного сечения у конденсора путем, изменения положения заслонки 19, что приводит к изменению скорости притекания волокновоздушной смеси в шахту 7 и к перфорированной поверхности конденсора -В.
Формула
изобретения
Способ изготовления волокнистого холста для нетканого материала, при котором поток волокновоздушной смеси подают на перфорированную приемную поверхность, формуют холст с припуском на обработку по толщине, который затем удаляют, а воздух отводят, отличающийся тем, что,с {целью повышения ровноты холста, при подаче поток волокновоздушной смеси закручивают перед перфорированной поверхностью.
Источники информации, принятые во внимание при экспертизе
15 Патент Франции,, выданный по заявке 1 2331854/28-12, кл, D 01 G 25/00, 11.0J./5. Фиг.1 ЧЧ
| название | год | авторы | номер документа |
|---|---|---|---|
| Аэродинамическое холстообразующее устройство | 1976 |
|
SU682584A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНЫХ ВОЛОКНИСТЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2595992C1 |
| АЭРОДИНАМИЧЕСКИЙ ХОЛСТООБРАЗОВАТЕЛЬ | 1969 |
|
SU255807A1 |
| БЕСХОЛСТОВЫЙ ПИТАТЕЛЬ ТЕКСТИЛЬНЫХ МАШИН | 2009 |
|
RU2402647C1 |
| Производство нетканого материала из полиэфирных волокон | 2024 |
|
RU2837477C1 |
| Аэродинамический холстообразователь | 1982 |
|
SU1147785A1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА | 2001 |
|
RU2185466C1 |
| КОНДЕНСОР | 1973 |
|
SU376496A1 |
| УСТРОЙСТВО ДЛЯ РЕГЕНЕРАЦИИ ТЕКСТИЛЬНЫХ ОТХОДОВ | 2006 |
|
RU2313626C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ ВОЛОКНИСТОГО ХОЛСТА АЭРОДИНАМИЧЕСКИМ СПОСОБОМ | 1991 |
|
RU2011703C1 |