Изобретение относится к электроэрозионной обработке металлов и сплавов, в частности к вырезанию сложных контуров деталей из материалов с низкой электррэрозионной обрабатываемостью, например, электротехнических материалов для изготовления магнитопроводов.
Известен способ для электроэрозионного вырезания из заготовок различных деталей непрерывно перемещающимся электродомпроволокой, согласно которому вместе с заготовкой обрабатывают дополнительные технологические пластины, эрозионная обрабатываемость которых ниже обрабатываемости материала заготовки 1.
Однако известный способ имеет низкую производительность. В процессе электроэрозионного разряда продукты отхода при резке осаждаются на стенках прорезаемого канала, вызывая этим нестабильность процесса и обрыва электрода. После повторной заправки электрода вырезание необходимо повторять от исходной точки уже по имеющемуся пазу, но при этом размеры детали изменяются, на обработанной поверхности образуются ступени, которые не устраняются интенсивной прокачкой рабочей жидкости.
Цель изобретения - повышение производительности и качества изготовления в мелкосерийном производстве различных деталей из тонколистовых электротехнических материалов, которые набраны пакетом.
Для этого согласно предлагаемому спсь собу набирают в пакет обрабатываемые заготовки и технологические пластины из материала повышенной электроэрозионной обрабатываемости, т. е. низкой температурой плавления и испарения.
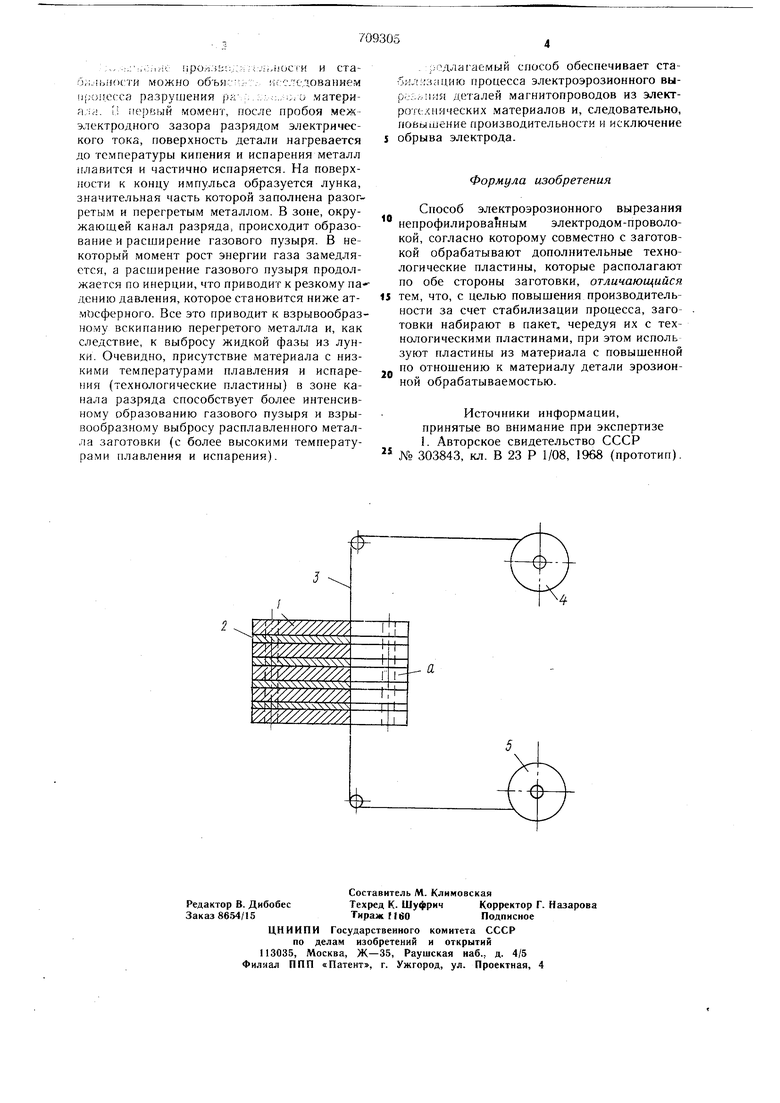
На чертеже дана схема, поясняющая описывае.мый способ.
Обрабатываемые детали I набирают пакетом, между ними устанавливают технологические пластины 2. Набранный пакет скрепляют через отверстия а и устанавливают для обработки на станок. Вырезание осуществляют известным способом: электрод-проволоку 3 пере.мещают протяжным механизмом 4, 5. Обработка предлагаемым способом отличается более интенсивным взрывообразным выбросом продуктов отхода.
:„,:.;,,::;,ие ирох:ЗЬ1:,;:;-а-. и стао;;.льн()сти можно объяс ;-:. исследованием {;оцесса разрушения ра-;,. я;.;:.,и/и материa.i.i. iJ первый момент, после пробоя межэлектродного зазора разрядом электрического тока, поверхность детали нагревается до температуры кипения и испарения металл плавится и частично испаряется. На поверхности к концу импульса образуется лунка, значительная часть которой заполнена разогретым и перегретым металлом. В зоне, окружающей канал разряда, происходит образование и расширение газового пузыря. В некоторый момент рост энергии газа замедляется, а расширение газового пузыря продолжается по инерции, что приводит к резкому падению давления, которое становится ниже атмосферного. Все это приводит к взрывообразному вскипанию перегретого металла и, как следствие, к выбросу жидкой фазы из лунки. Очевидно, присутствие материала с низкими температурами плавления и испарения (технологические пластины) в зоне канала разряда способствует более интенсивному образованию газового пузыря и взрывообразному выбросу расплавленного металла заготовки (с более высокими температурами плавления и испарения).
. :.;пдлагаемый способ обеспечивает стабилизгщию процесса электроэрозионного выp;jS,..iiHH деталей магнитопроводов из электроте.и1яческих материалов и, следовательно, повышение производительности и исключение S обрыва электрода.
Формула изобретения
Способ электроэрозионного вырезания ° непрофилированным электродом-проволокой, согласно которому совместно с заготовкой обрабатывают дополнительные технологические пластины, которые располагают по обе стороны заготовки, отличающийся и тем, что, с целью повышения производительности за счет стабилизации процесса, заготовки набирают в пакет, чередуя их с технологическими пластинами, при этом исполь зуют пластины из материала с повышенной по отношению к материалу детали эрозионной обрабатываемостью.
Источники информации, принятые во внимание при экспертизе 1 Авторское свидетельство СССР 303843, кл. В 23 Р 1/08, 1968 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОВОЛОЧНОЙ ВЫРЕЗНОЙ ОБРАБОТКИ | 2021 |
|
RU2772410C1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ОБРАБОТКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2015 |
|
RU2596567C1 |
| СПОСОБ ЭЛЕКТРОТЕРМИЧЕСКОГО ПОЛУЧЕНИЯ И ОБРАБОТКИ ИЗДЕЛИЙ И ПОКРЫТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2402630C2 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ ОБРАБОТКИ НА ЭЛЕКТРОЭРОЗИОННОМ ВЫРЕЗНОМ СТАНКЕ | 1992 |
|
RU2034684C1 |
| Способ электроэрозионного изготовления вырубных штампов | 1978 |
|
SU774891A1 |
| СПОСОБ УПРОЧНЕНИЯ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1999 |
|
RU2176682C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2012 |
|
RU2522864C2 |
| ГЕНЕРАТОР РАБОЧИХ ИМПУЛЬСОВ ДЛЯ ЭЛЕКТРОЭРОЗИОННОГО КОПИРОВАЛЬНО-ПРОШИВНОГО СТАНКА ДИПОЛ (ГРИ ЭЭКПС) | 2015 |
|
RU2603394C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ШАБЛОНОВ | 2009 |
|
RU2402746C1 |
| Способ электроэрозионной обработки | 1983 |
|
SU1146154A1 |
