Изобретение относится к электроэрозионной обработке, в частности к электроэрозионной проволочной вырезной обработке труднообрабатываемых слоисто-волокнистых композитов, к которым относится угле-стеклопластики и может быть использовано для вырезания контуров сложнопрофильных изделий из слоисто-волокнистых пластиков, в частностях угле-, стеклопластиках, преимущественно в листовых любой толщины изделиях, которые применяются в авиаракетостроении, и в машиностроительной промышленности.
Известен способ электроэрозионной обработки диэлектриков (патент RU №2024367, МПК В23Н 1/00, 07.05.1992 г.), заключающийся в воздействии на заготовку СВЧ-полем. Предварительно обрабатываемый участок поверхности заготовки подвергают энергетическому воздействию, локализующему зону диссипации СВЧ-поля, до возникновения локального электрического разряда. Энергетическое воздействие осуществляют ионным пучком в вакууме, пучком ультрафиолетового излучения или теплового излучения.
Способ рассчитан на обработку однородного, изотропного, сплошного материала, обладающего диэлектрическими свойствами, что сложно применимо к анизотропным труднообрабатываемым слоисто-волокнистым композитам, материалам, например к угле-стеклопластикам. Использование его не позволяет в этих материалах получить качественную поверхность ни на лицевой стороне изделия ни внутри отверстия. Способ конструктивно усложнен. Соответственно, и технологически представляет собой сложную систему. Он обеспечивает только точность и управляемость процесса электроэрозионного удаления материала с поверхности детали.
Известен способ обработки композиционного материала, имеющего матрицу из эпоксидной смолы, армированную углесодержащими волокнами (А.А. Углов. Состояние и перспективы лазерной технологии "Физика и химия обработки материалов", 1992, с. 342-343), согласно которому предлагают использовать первую, вторую и третью гармоники излучения твердотельного лазера на алюмоиттриевом гранате с неодимом, работающим в режиме модулированной добротности. Обработку осуществляют в атмосфере азота. Воздействуют на обрабатываемый материал лазерным излучением с длинной волны 265, 530, 1060 Нм или комбинацией этих длин (патент США №5500505, МПК В23К 26/00, 19.03.1996 г., патент РФ №2219029, МПК В23К 26/38, 10.06.2002 г.).
Способы усложнены в конструкторско-технологическом плане. При использовании их при обработке диэлектриков с высокой температурой разрушения и большой разницей температур разрушения, каковыми являются слоистые листовые изделия (те же, имеющие в качестве связующего эпоксидный полимер, типа ВСЭ-12-1, а в качестве наполнителя - углеволокно, расположенное в слоях композита в виде ткани (с разницей температур 220-2800 С - соответственно), для создания сквозных или глухих отверстий в листе, приведут к появлению на поверхности изделия (заготовки), вокруг отверстий прижогов, вскрытие слоя связующего на кромках отверстия и распушение ткани из углеволокна. Способы сложно реализуемы для размерной электроэрозионной прошивки отверстий.
Известен способ электроэрозионного вырезания непрофилированным электродом-проволокой (авторское свидетельство SU №709305 А1, МПК В23Р 1/08, 15.01.1980 г.), согласно которому совместно с заготовкой обрабатывают дополнительные технологические пластины, которые располагают по обе стороны заготовки. Заготовки набирают в пакет, чередуя их с технологическими пластинами, при этом используют пластины из материала с повышенной по отношению к материалу детали эрозионной обрабатываемостью, т.е. низкой температурой плавления и испарения.
Несмотря на то, что данный способ обладает высокой производительностью, благодаря обработке заготовок пакетом его применение ограничено. Способ рассчитан на обработку металлических материалов с ограниченной эрозионной обрабатываемостью и сложно применим к полимерам, и еще сложнее к диэлектрикам в виде композита анизотропного слоисто-волокнистого типа, например, угле-стеклопластикам. Кроме того из-за чрезмерно высокой температуры в зоне резания вызванной, превышающей температуру испарения технологической пластины приводит к вспучиванию и отходу связующего от поверхности заготовки.
Наиболее близким способом того же назначения к заявленному изобретению по совокупности признаков является способ резки полупроводниковых материалов или непроводящих материалов с использованием электроэрозионной проволочной вырезной обработки (патент Тайвань TW103138441A, МПК В23Н 7/02, 05.11.2014 г.), заключающийся в электроэрозионной проволочной вырезной обработке листовой непроводящей или слабо проводящей заготовки, путем наложения на верхнюю и нижнюю поверхность заготовки токопроводящей среды в виде металлических листов. Для создания проводящей среды в зоне резания под действием высокотоковых электрических разрядов короткими импульсами происходит расплавление металлических слоев и высвобождение металлического шлака. Металлический шлак прилипает к поверхности слабо проводящей или непроводящей заготовки. Процесс резания осуществляют в результате совместного расплавления металлического шлака и поверхности непроводящей заготовки в межэлектродном зазоре под действием электрических разрядов при мгновенной высокой температуре. Данный способ принят за прототип.
Признаки прототипа, совпадающие с существенными признаками заявляемого способа, - способ электроэрозионной проволочной вырезной обработки листовой непроводящей или слабо проводящей заготовки; на верхнюю и нижнюю поверхность заготовки накладывают токопроводящую среду в виде металлических листов.
Известный способ, принятый за прототип, имеет следующие недостатки: во-первых, имеет ограниченную производительность ввиду одновременной обработки только одной заготовки; во-вторых, ограничение заявляемых возможностей (материал заготовки - полупроводник, относительно небольшой толщины), что создает большие проблемы при электроэрозионной прошивки диэлектриков, слоисто-волокнистых композитов (например, углепластиков), обладающих анизотропией и содержащих в качестве связующего эпоксидную смолу.
Задачей изобретения является повышение производительности обработки труднообрабатываемых диэлектриков типа углепластика, а также расширение технологических возможностей электроэрозионной проволочной вырезной обработки.
Поставленная задача была решена за счет того, что в известном способе электроэрозионной проволочной вырезной обработки листовой непроводящей или слабо проводящей заготовки путем наложения на верхнюю и нижнюю поверхность заготовки токопроводящей среды в виде металлических листов, согласно изобретению перед обработкой заготовки и токопроводящие листы металла собирают в пакет, чередуя токопроводящие и токо-непроводящие слои.
Признаки заявляемого технического решения, отличительные от прототипа, - перед обработкой заготовки и токопроводящие листы металла собирают в пакет, чередуя токопроводящие и токонепроводящие слои.
Отличительные признаки в совокупности с известными позволят повысить производительности обработки труднообрабатываемых диэлектриков типа углепластика, а также расширить технологические возможности электроэрозионной проволочной вырезной обработки.
Заявителю неизвестно использование в науке и технике отличительных признаков способ электроэрозионной проволочной вырезной обработки с получением указанного технического результата.
Предлагаемый способ иллюстрируется чертежами, представленными на фиг. 1-5.
На фиг. 1 представлена схема обработки пакетированных заготовок предлагаемым способом.
На фиг. 2 - пакетированные заготовки из композита с чередованием токопроводящих и токо-непроводящих слоев.
На фиг. 3 - пакет заготовок из композита с токопроводящими слоями наложенными только с двух сторон.
На фиг. 4 - контрольный лист композита обложенного токопроводящими слоями металла.
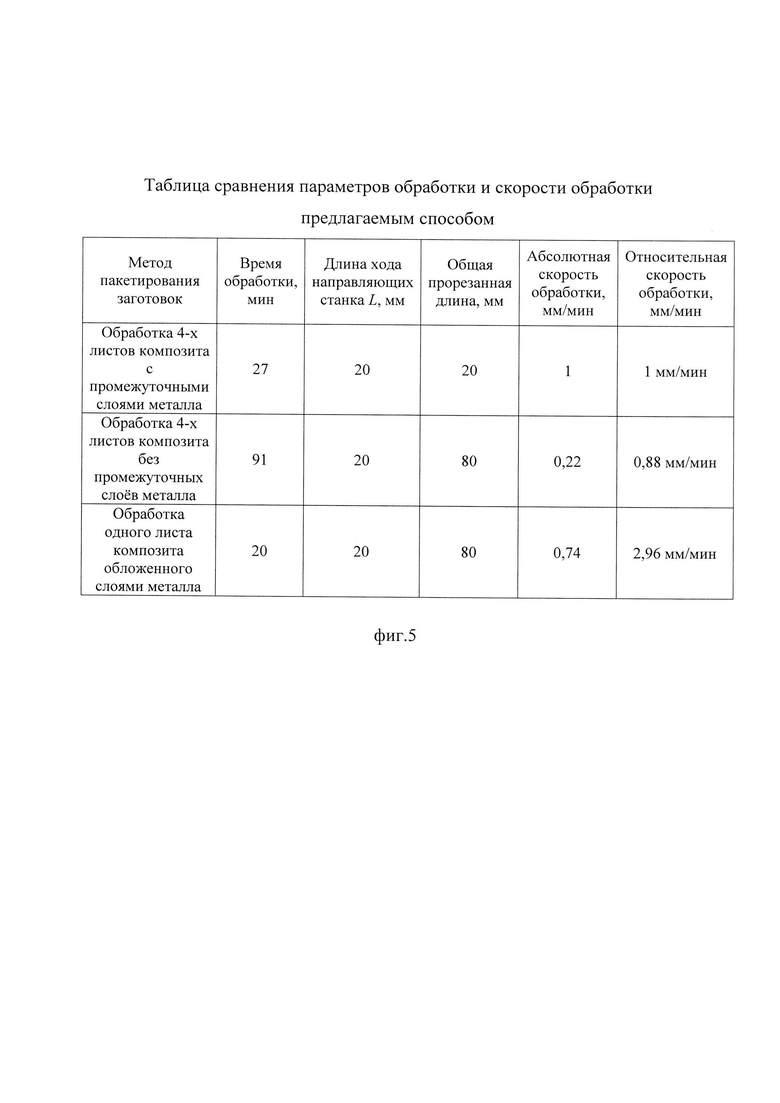
На фиг. 5 представлена таблица сравнения параметров обработки и скорости обработки предлагаемым способом.
Способ осуществляют следующим образом.
В качестве материала обработки используют листовые заготовки 1 из полимерных композитных материалов, углепластика или стеклопластика - труднообрабатываемых диэлектриков. Для выполнения операции вырезания используют стационарное оборудование: электроэрозионный проволочно-вырезной станок Electronica Ecocut или иное, которое способно решить поставленную трудную задачу - путем электроэрозионного вырезания сложнопрофильных контуров в листах слоисто-волокнистого анизотропного материала, к тому же диэлектрика. В качестве электрода-инструмента используют проволоку 2 требуемого диаметра, которая сматывается во время обработки. Перед обработкой пластины из полимерных композитных материалов собираются в пакет (фиг. 1), чередуя токопроводящие и токо-непроводящие слои. В качестве токопроводящих слоев используются тонкие сплошные листы металла 3, интенсивно отводящие тепло от обрабатываемой поверхности (например, кремнистая нержавеющая сталь, алюминий и т.д.), при условии плотного прилегания поверхностей друг к другу. Электроэрозионную проволочную вырезную обработку проводят оптимизируя режимы обработки, чтобы кромки изделия сохранили исходные свойства, а поверхность после обработки была выполнена без войлокования и распушки волокон.
Способ иллюстрируется следующим примером.
Обработке подвергали изделие в виде листа из труднообрабатываемого диэлектрика, представляющего собой слоисто-волокнистый материал -композит ВКУ-39 содержащий в слоях ткань из углеволокна, пропитанную эпоксидной смолой (ВСЭ12-1). Для получения заданных свойств композит выполняли с поверхностями лицевой и тыльной качественной заливкой слоя эпоксидной смолы, надежно изолировав углеволокно от агрессивного внешнего воздействия и распушения. В качестве электрода-инструмента использовали латунную проволоку диаметром 0,25 мм, которая сматывается во время обработки на проволочно-вырезном электроэрозионном станке Electronica Ecocut. Листы композита толщиной Н=4 мм собирали в пакет (фиг. 1). С двух сторон пакета и между слоями композита укладывали слои из нержавеющей стали толщиной h=0,75 мм. Пакет заготовок закрепляли на столе станка. Охлаждающую среду (дистиллированная вода) подводили к зоне обработки под напором из сопел таким образом, чтобы она перемещалась турбулентно в локализованной части, где непосредственно проходит обработка. Обработку проводили при напряжении U=50 В, время включения импульса t=21 мкс, время выключения импульса t=60 мкс. Обработку проводили в поперечном сечении заготовок. Контрольная длина реза L независимо от толщины пакета составляет 20 мм.
Для демонстрации эффективности предлагаемого способа проведены сравнительные эксперименты по оценке производительности. Пакетирование заготовок из композита выполняли тремя разными методами. В первом случае заготовки собирали в пакет по предлагаемому способу таким образом, чтобы обеспечивалось чередование токопроводящих и токо-непроводящих слоев (фиг. 2). Во втором случае токопроводящие слои наложили только с двух сторон пакета заготовок из композита (фиг. 3). В третьем - выполняли обработку одного контрольного листа композита обложенного токопроводящими слоями металла (фиг. 4). Все эксперименты проводились при идентичных режимах и в одинаковых условиях обработки.
Результаты экспериментальной обработки заготовок предлагаемым способом представлены в таблице (фиг. 5).
Данные таблицы свидетельствуют о повышении скорости обработки и как следствии производительности процесса при осуществлении предлагаемого способа обработки.
Таким образом, предлагаемый способ за счет пакетной обработки заготовок с чередованием токопроводящих и токонепроводящих слоев, повышает производительность обработки труднообрабатываемых диэлектриков типа углепластика, а также расширяет технологические возможности электроэрозионной проволочной вырезной обработки.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛОСКИХ СПИРАЛЬНЫХ ПРУЖИН | 2022 |
|
RU2807404C1 |
| КОМПОЗИЦИОННЫЙ СЛОИСТЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2014 |
|
RU2565186C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОИСТЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2008 |
|
RU2385231C1 |
| СПОСОБ ПОЛУЧЕНИЯ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ НА ОСНОВЕ УГЛЕВОЛОКНА И МЕТАЛЛА | 2020 |
|
RU2731699C1 |
| ЭЛЕМЕНТ ОБШИВКИ КАК ЧАСТЬ ФЮЗЕЛЯЖА САМОЛЕТА | 2008 |
|
RU2466905C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ИЗ ФОЛЬГИ | 2008 |
|
RU2381878C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБЧАТОГО КОЛЕСА | 2014 |
|
RU2586936C1 |
| КОНСТРУКЦИЯ РАЗМЕРОСТАБИЛЬНОЙ ПЛАТФОРМЫ ИЗ СЛОИСТОГО ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2018 |
|
RU2674205C1 |
| ТИТАНОПОЛИМЕРНЫЙ СЛОИСТЫЙ МАТЕРИАЛ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2014 |
|
RU2588224C2 |

Изобретение относится к электроэрозионной обработке, в частности к электроэрозионной проволочной вырезной обработке труднообрабатываемых слоисто-волокнистых композитов. Способ включает электроэрозионную проволочно-вырезную обработку листовой непроводящей или слабопроводящей заготовки при наложении на верхнюю и нижнюю поверхности заготовки токопроводящей среды в виде металлических листов. Причем перед обработкой заготовки и токопроводящие металлические листы собирают в пакет, чередуя токопроводящие и токонепроводящие слои. В качестве токопроводящих слоев используют листы из нержавеющей стали или алюминия, обеспечивающие интенсивное отведение тепла от обрабатываемой поверхности заготовки. Техническим результатом является расширение технологических возможностей электроэрозионной проволочной вырезной обработки при повышении производительности электроэрозионной обработки труднообрабатываемых диэлектриков типа углепластика. 5 ил.
Способ электроэрозионной проволочной вырезной обработки листовой непроводящей или слабопроводящей заготовки при наложении на верхнюю и нижнюю поверхности заготовки токопроводящей среды в виде металлических листов, отличающийся тем, что перед обработкой заготовки и токопроводящие листы металла собирают в пакет с чередованием токопроводящих и токонепроводящих слоев, при этом в качестве материала токопроводящих слоев используют нержавеющую сталь или алюминий.
| TW 201617156 A, 16.05.2016 | |||
| CN 103624349 A, 12.03.2014 | |||
| Способ электроэрозионного вырезания | 1978 |
|
SU709305A1 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННОЙ ПРОШИВКИ ОТВЕРСТИЙ | 2019 |
|
RU2730321C1 |
| DE 4102250 A, 30.07.1992. | |||

