По основному авт.св. №70010 известен способ обработка металлов, сплавов и иных токопроводящих материалов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в качестве электродов цепи электрического (разрядного) контура, который настроен так, что он работает в области искрового разряда (в области нестационарного электрического разряда). Под действием возникающих электродинамических сил частицы металла при контактном или бесконтактном замыкании электродов (инструмента и изделия) вырываются из тела изделия, благодаря чему и осуществляется обработка последнего.
Известно также устройство для автоматического регулирования расстояния между электродом-инструментом, в котором соленоид, через обмотку которого пропускается ток, поступающий для питания разрядного контура, воздействует непосредственно на шпиндель, несущий электрод-инструмент.
Предлагаемое устройство отличается от известного тем, что, с целью повышения чувствительности и усиления втягивающего усилия, воздействующего на электрод соленоида, в последний введен дополнительный, соосный с подвижным сердечником, неподвижный сердечник, допускающий регулирование воздушного промежутка между обоими сердечниками.
Это позволяет уменьшить размеры соленоида при увеличении его чувствительности и втягивающего усилия на всем диапазоне применяемых режимов.
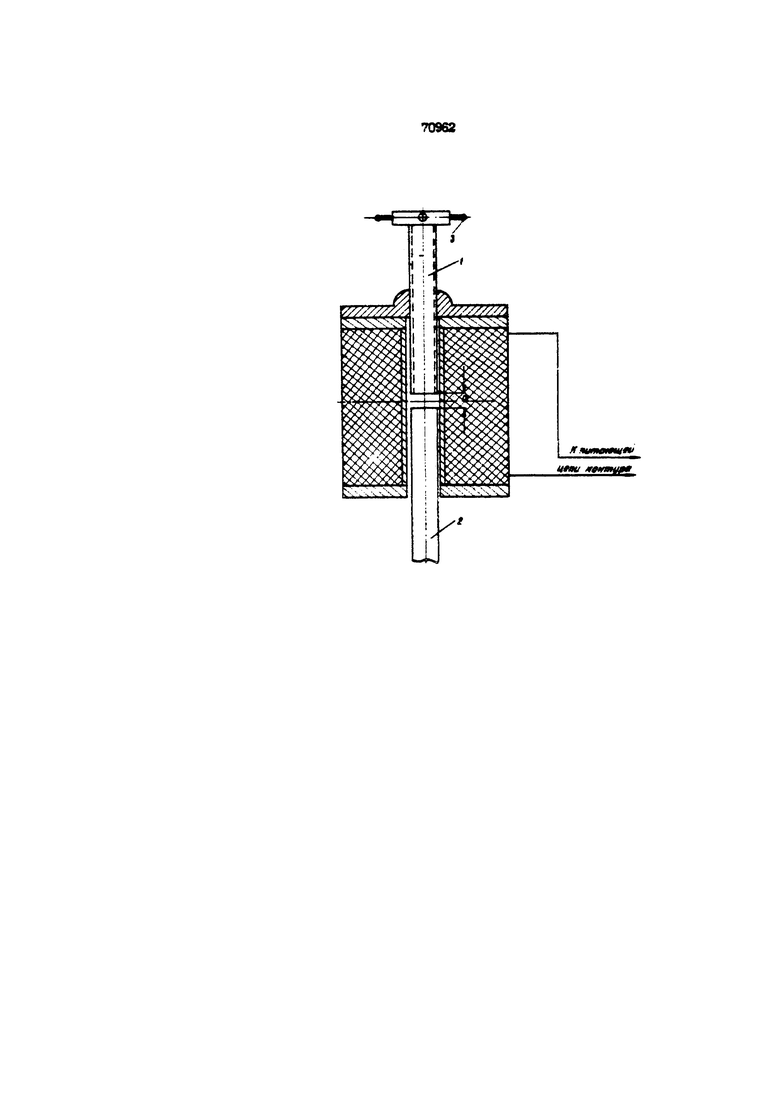
На чертеже показан соленоид, продольный разрез.
Соленоид снабжен сердечником 1 из мягкого железа, вставляемым с верхнего торца. Сердечник может перемещаться внутри соленоида до установления любого зазора а с верхним торцом сердечника-шпинделя 2. В зависимости от устанавливаемого зазора а регулируется втягивающее усилие, передаваемое на сердечник-шпиндель 2. Перемещение верхнего сердечника 1 осуществляется периодически, по мере опускания шпинделя, вручную поворотом регулировочной гайки 3, либо непрерывно (при необходимости установления постоянного зазора между сердечниками) и автоматически, путем связывания тем или иным способом поступательного движения шпинделя с вращательным движением регулировочной гайки.
В последнем случае подача верхнего сердечника должна соответствовать для сохранения постоянного зазора подаче сердечника-шпинделя. Верхний сердечник увеличивает втягивающее усилие соленоида за счет уменьшения магнитного сопротивления. Будучи в каждый данный момент закрепленным, сердечник 1, стремясь притянуть к себе сердечник-шпиндель 2, обуславливает увеличение передаваемого на него усилия. Магнитный регулятор показал хорошие результаты при испытании особенно на мягких режимах. Благодаря магнитному регулятору увеличился рабочий ход шпинделя при той же высоте соленоида, упростилась система управления станком (плавное регулирование, вместо ступенчатого), уменьшилась инерционность системы и увеличилась производительность при прошивке глубоких отверстий на средних и, особенно, на мягких режимах.
Устройство для автоматического регулирования расстояния между электродом-инструментом и электродом-изделием для осуществления способа по авт.св. №70010, отличающееся тем, что, с целью повышения чувствительности и усиления втягивающего усилия, воздействующего на электрод соленоида, в последний введен дополнительный, соосный с подвижным сердечником, неподвижный сердечник, допускающий регулирование воздушного промежутка между обоими сердечниками.
