В основном авт. св. №70010 описан способ обработки металлов, сплавов и иных токопроводящих материалов, отличительной особенностью которого является включение инструмента и обрабатываемого изделия в качестве электродов цепи электрического разрядного контура, который настроен так, что он работает в области искрового разряда (нестационарного электрического разряда).
Под действием возникающих электродинамических сил частицы металла изделия при контактном или бесконтактном замыкании электродов (инструмента и изделия) вырываются из тела изделия, благодаря чему и осуществляется обработка последнего.
Известно, что при обработке металлов по авт. св. №70010 форма и размер получаемых в металлических изделиях отверстий определяются формой и размерами поперечного сечения электрода-инструмента.
С целью изменения размеров канала искрового разряда и регулирования этим размеров получаемого отверстия предлагается при изготовлении отверстий или пазов в тонких токопроводящих изделиях применять устройство, в котором между электродом-изделием и электродом-инструментом помещен соленоид, предназначенный для фокусировки искрового разряда путем воздействия создаваемым им электромагнитным полем на этот разряд.
В предлагаемом устройстве фокусировка искрового разряда монет быть осуществлена, например, импульсным магнитным полем, синхронизированным с искрой.
Подобная фокусировка позволяет получать в токопроводящих изделиях отверстия и пазы, форма и размеры которых не соответствуют форме и размерам электрода.
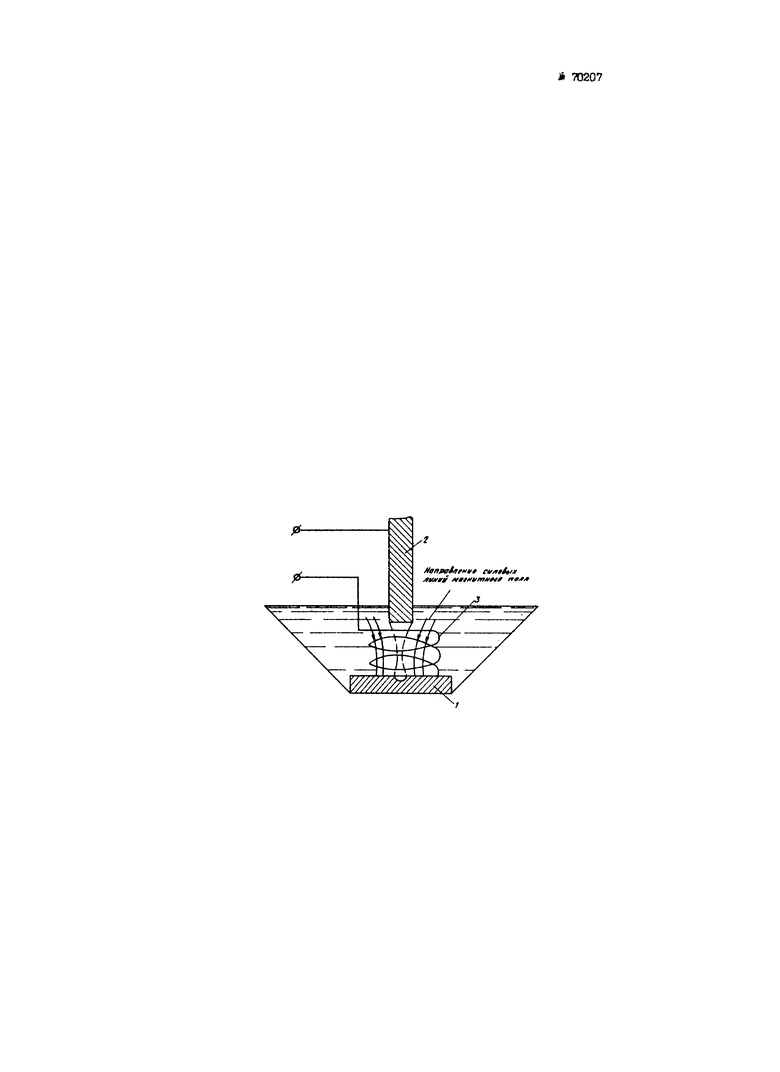
Схема устройства приведена на чертеже.
Между электродом-изделием 1 и электродом-инструментом 2 помещен соленоид 3.
Следует отметить, что малая величина искрового промежутка и отсутствие возможности фокусировки искры наружным магнитным или электрическим полем, по мере углубления электрода-инструмента в обрабатываемое изделие, дают возможность применять предложение лишь с целью обработки тонких металлических изделий.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1944 |
|
SU70204A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ | 1946 |
|
SU69444A1 |
| Электрод-инструмент для обработки металлов | 1946 |
|
SU71004A2 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1947 |
|
SU70209A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1946 |
|
SU70274A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ДРУГИХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1946 |
|
SU70208A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1947 |
|
SU73393A1 |
| УСТРОЙСТВО ДЛЯ ОБРАБОТКИ МЕТАЛЛОВ, СПЛАВОВ И ИНЫХ ТОКОПРОВОДЯЩИХ МАТЕРИАЛОВ | 1949 |
|
SU85463A1 |
| СПОСОБ ОБРАБОТКИ МЕТАЛЛОВ | 1945 |
|
SU70205A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ РАССТОЯНИЯ МЕЖДУ ЭЛЕКТРОДОМ-ИНСТРУМЕНТОМ И ЭЛЕКТРОДОМ-ИЗДЕЛИЕМ | 1946 |
|
SU70962A1 |
Устройство для обработки металлов сплавов и иных токопроводящих материалов по авт. св. №70010 при изготовлении отверстий или пазов в токопроводящих изделиях, отличающееся тем, что, с целью изменения размеров канала искрового разряда и регулирования этим размеров получаемого отверстия, между электродом-изделием и электродом-инструментом помещен соленоид, предназначенный путем воздействия создаваемым им электромагнитным полем на искровой разряд для фокусирования последнего.
