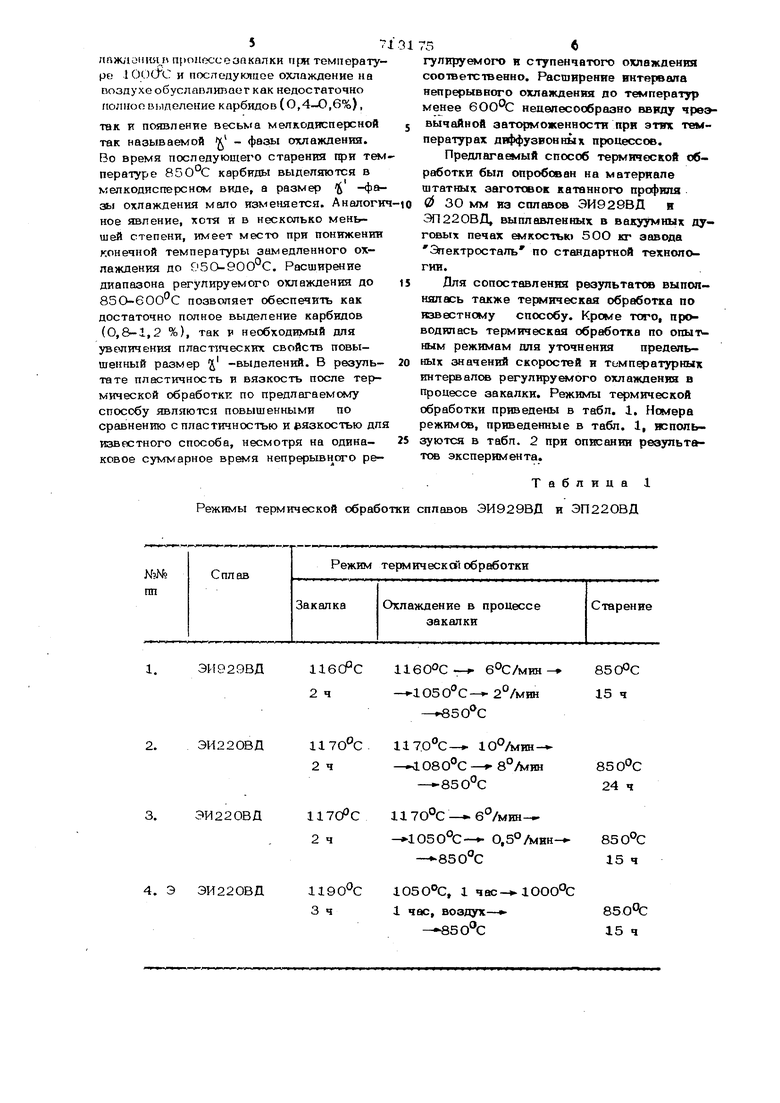
(54) СПОСОБ ТЕРМ СПЛА Изо(бретенИ8 относится к металлургии сплавов, а именно жаропрочных: сплавов на оснсве никеля, и может быть использовано при термической обработке лопаток и других деталей газотурбинных устанозок. Наиболее близким к предлагаемому по технической сущности является способ термической обработки жаропрочных сппввав на никелевой оснсве ЭИ929ВД и ЭП 220ВД со ступенча1Ъ1м охлаждением в процессе закалки , разработанный с цепью псюышения характеристик пластичности и вязкости 1. Способ включает следующие операции нагр до 117О-1190 С, выдержка в те1чение 2-3 ч (закалка), перенос металла в другую печь на температуру 1О5СРс, выдержка в течение. 0,75-1,5 ч, охлаждение с печьюдо в течение 20 мин; вьтдержка 0,75-1,5 ч, охлаждение на воздухе (сту пенчатое охлаждение в процессе закалки); я ЛвЛи-. КОЙ ОБРАБОТКИ Ж А РКШРО Ы ГТГ НА ОСНОВЕ НИКЕЛЯ | -- нагрев до 850°С, выдержка 10-20 ч, охлаждение на воздухе (старение) . Недостатком известного способа является пониженные характеристики пластичности и вязкости. Так, значения ударной вязкости и характеристик .пластичности сплава ЭП220 при комнатной и повышенной тетлпературах после термической обработки по известному способу получались пониженными в ряде случаев до 2 кгсм/см и 8-1О % соответственно. Вце более низкие значения пластических свойств и вязкости имел сплав ЭЙ 929ВД в результате старения в течение 1ООО5OOD ч при 7ОО-75СЯС. После такого старения величины ударной вязкости ряда образцов падали до 1,51,8 кгсм/см , а удлинения и сужения до 6-8 %. Цель изобретения - повысить пластичность и вязкость жаропрочных сплавов на основе никеля. Поставленная цель достет-ается тем, чтч в известном способе термической 3 обработки жаропрочных сплавов на основе никеля, вкпючаюпгем закалку и старение, в процессе закалки производят непрерывное регулируемое охлажленпе, причем скорость охлаждения составляет € -1О°С/мин в интервале от температуры аакалкп до 11ОО 1050°С и 8-О,5с/мк в интервале от 1О5О до 85О-6ОО°С, При проведении термической обработки по предлагаемому способу предусматрива ся выполнение следуютдих операций : нагр до температуры 1150-120(7С выдержка 0,5-4 ч (закалка); непрерывное регулируемое охлаждение со скоростью 6-10 С/мин в интерва ле от температуры закалки до 110ОlOSCPC и со скоростью 8-О,5С/мин в интервале от 1О50 до 85О-6ОО С, охла дение на воздухе (охлаждение в процессе закалки) нагрев до температуры POO-SSO C, выдержка 8-24 ч, охлаждение на воздухе (старение). Повышение пластичности, и вязкости после термической обработки по предлагаемому способу обеспечивается специ})и ческой зернограничной и внутризереннойструктурой жаропрочных сплавов на никелевой основе. Во время охлаждения в процессе закалки в интервале от тav пepaтypы закалки до, 1100-1050С имеет место выделение на границах зерен «j -фазы и дискретньос карбидов тюта Aj, С (где М - элементы Мд ,W , Ni , Со , Сг ). Пре пугущественное гетерогенное выделение - фазы на границах зерен в этой области температур происходи ввиду малой степени перенасыщения твер дого раствора. Зернограничная структура с - выделениями, обволак1тающими карбиды , позволяет контролировать скольжение, препятствует началу межзерённого разрушения и способствует тем самым увеличению вязкости и пластичности. Максимальное повышение характеристик вязкости и пластичности имеет место по данным микроренттеноспектрального исследсеания при-близости коэффициентов заполнения границ зерен карбидами и « -фазой и при достаточно высоком суммарном коэффициенте аернограничного заполнения. Такая струк тура и наблюдается при скорости охлажд ния 6-10 С/мин в интервале от температуры закалки до 11ОО-1050°С. При увеличении скорости непрерывного охлаждения более Ю С/мин заметно уменьшается су тмарный коэффициент зернограП4Hipiiioio заполнения, что обуспом;пшаот выделение па границах ао)ом ка|эбидо1з в неблагоприятной с точки зрения пластичности слоистой мор4Олог-ии в процессе старения или эксплуатации. Мапротин, при уменьи1ении скорости охлаждения мо-нее б-С/мин в STON интервале температур происходит преимутаес1ъенное выделение на границах горен -фазы к чрезмерный ее рост, что Т1меет следствием некоторое с ижение пластичности и прочности. Ступенчатое охлаждение в процессе закалки при проведен1то термической обработки по известному способу с выдержкой в течение 0,75 - 1,5 ч . при температурах 1050 - и 1ООО С не обеспечивает получения оптимальной зернограничной структуры. 13 этом случае большая часть межзеренных прослоек занята карбидами, что и является одной из причин пониженной пластичности и вязкости после такой термической обработки по сравнению с предлагаемым способом. Нижняя температурная граница охлаждения со скоростью 6-1О С/мин в предлагаемом способе выбирается в зависимости от степени легированноети жаропрочного никелевого сплава и должна быть понижена не более чем на 6О-80 С по сравненттеэ с температурой растворимости -фазы. При дальнейшем непрерывном охлаждении со скоростью ,50с/мин имеет место в основном внутризеренное выделение Х -фазы и карбидов. При скорости охлаждения более 8 С/мин в инте вале температур от 1050 -до 850600°С количество выделяющихся карбидов и размер X- фазы заметно понижаются. В результате понижаются пластичность и вязкость, особенно при эксплуатации, вследствие дополнительного выделения мелкодисперсных упрочняющих фаз. При скорости охлаждения менее 0,5-С/мин происходит чрезмерный рост ( -выделений, приводящий к снижению прочности ниже допустимых величин. В то же время заметного увеличения пластичности при такой скорости охлаждения уже не наблюдается. Кроме того, режим охлаждения со скоростью менее О,5-с/мин нежелателен из-за его большой продолжительности. Существенно, что нижний температурный предел непрерывного охлаждения в предлагаемом способе составляет 85О-60СРс в отличие от температуры 1ООО С для известного способ а. Прекращение замедленного ох57лпждоишил проносееопкалки при температуре ЮООС и последующее охлаждение на воздухеобуслапливоог как недостаточно полное выделение карбидов (0,4-0,6%), так и появление весьма мелкодисперсной так называемой i - фазы охлаждения. Во время последующего старения при тем пературе 850°С карбиды выделяются в мелкодисперсном виде, а размер 1 -фазы охлаждения мало изменяется. Аналоги ное явление, хотя и в несколько меньшей степени, имеет место при понижении конечной температуры замедленного охлаждения до 950-90О С. Расширение диапазона регулируемого охлаждения до SSO-eOO C позволяет обеспечить как достаточно полное выделение карбидов (0,8-1,2 %), так V необходимый для увеличения пласт5гческих свойств повышенный размер -выделений. В результате пластичность и вязкость после те(мической обработкк по предлагаемому способу 5шпяются повышенными по сравнению с пластичностью и рязкостью дл известного способа, несмотря на одинаковое суммарное непрерывного реРежимы термической обработки сплавов ЭИ929ВД и ЭП22ОВД 5 гулируемого и ступенчатого охлаждения соотеетственно. Расширение интервала непрерывного охлаждения до температур менее нецелесообразно ввиду чрезвычайной заторможенности при этих температурах диффузионных процессов. Предлагаемый способ термической обработки был опробован на материале штатных заготовок катанного профиля 0 ЗО мм из сплавов ЭИ929ВД и ЭП22ОВД, выплавленных в вакуумных дуговых печах аикостью 50О кг завода Этектросталь по стандартной технологии. 11ля сопоставления результате выполнялась также термическая обработка по известному способу. Кроме того, проводилась термическЕШ обработка по опыт ным режимам для уточнения предельных значений скоростей и температурных интервалов регулируемого охлаждения в Процессе закалки. Режимы термической обработки приведены в табл. 1. Номера режимов, приведенные в табл. 1, используются в табп. 2 при описании результ тов эксперимента. Таблица 1
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 1998 |
|
RU2164262C2 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ КОНСТРУКЦИЙ | 1997 |
|
RU2129166C1 |
| Способ обработки заготовок из жаропрочных дисперсионно-твердеющих сплавов на основе никеля | 1989 |
|
SU1744143A1 |
| СПОСОБ ТЕРМИЧЕСКОЙ ОБРАБОТКИ ПОРОШКОВЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА ОСНОВЕ НИКЕЛЯ | 2010 |
|
RU2433203C1 |
| ЛОПАТКА ГАЗОТУРБИННОЙ УСТАНОВКИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ НИКЕЛЯ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2581339C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДИСКА ТУРБИНЫ, ИНТЕГРИРОВАННОГО С ВАЛОМ | 2024 |
|
RU2829982C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК ДЕТАЛЕЙ, ВЫПОЛНЕННЫХ ИЗ ЖАРОПРОЧНЫХ НИКЕЛЕВЫХ СПЛАВОВ, ПЕРЕД ИХ СОЕДИНЕНИЕМ В ПАЯНО-СВАРНУЮ КОНСТРУКЦИЮ | 2011 |
|
RU2464142C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СЛОЖНОФАСОННЫХ ОТЛИВОК ИЗ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 1997 |
|
RU2118229C1 |
| СПОСОБ ТЕРМОМЕХАНИЧЕСКОЙ ОБРАБОТКИ ЗАГОТОВОК ИЗ ГРАНУЛ ВЫСОКОЛЕГИРОВАННЫХ ЖАРОПРОЧНЫХ СПЛАВОВ НА НИКЕЛЕВОЙ ОСНОВЕ | 2008 |
|
RU2388844C1 |
| Способ термической обработки сплава KX28M6 системы Co-Cr-Mo, получаемого методом селективного лазерного сплавления | 2023 |
|
RU2827615C1 |
И70°С
ЭИ22ОВД 2 ч
И7СЯС
ЭИ22ОВД
2ч
ЭИ220ВД
3ч
10°/мин-. 080°С 8°/мт
-85О°С
1170°С
б /мин-
. 0,5°Л ин850°С
105О С, 1 1 час, воздух-
--в5О°С
см
а а н к
ю а
f35 g « 8
(N
со
97
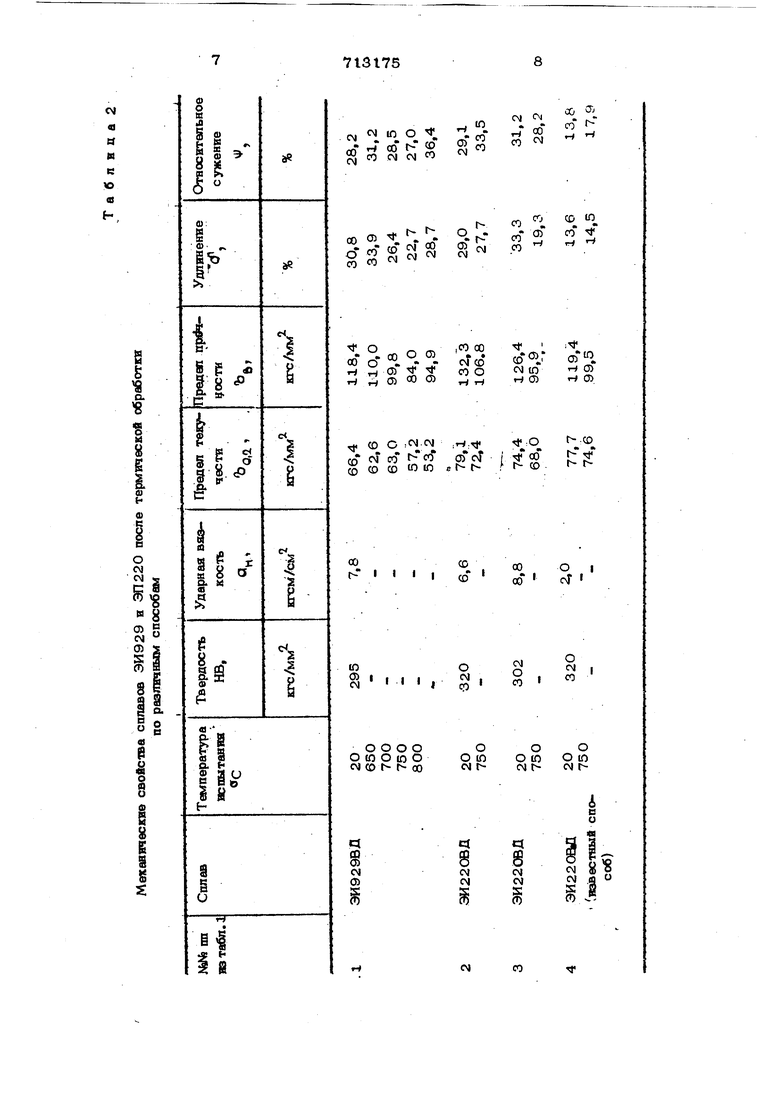
данных табл. 2 следует, что применение предлагаемого способа термической обработки позволяет резко повысить вязкость и пластичность при комнатной и повышенной температурах жаропрочных сппавс на никелевой основе типа ЭИ929ВД и ЭП22ОВД.
Формула изобретения
Способ термической обработки жаропрочных сплавов на основе никеля, вкпюча1317510
юпшй закалку и старение, отличаюш и и с я тем, что, с целью повышения пластичности и вязкости, в процессе закапки производят непрерывное рёгулируи ое 5 охлаждение со скоростью 6-1СЯС/мин в интервале температур HOQ-IOSO C и 8-О,5°С/мин в интервале - 1О5О-6ООс.
Источники ивформадии, принятые во внимание при экспертизе 101. Е. Е. Лдаин, Б. ГЛ. Пивняк. Отчет
ЦКТИ № 122508/0-9315. Л.. 1977.
