I
Изобретение относится к машиностроению, к слесарному инструменту для разборки запрессованных деталей узлов и предназначено в основном для использования при изготовлении, обслуживании и ремонте теплообменников.
Известна выколотка для удаления развальцованных дефектных труб, содержащая оправку с посадочным диаметром под трубу, с помощью которой операция удаления выполняется после высверливания развальцованных концов труб и разрушения оставшейся стенки трубы 1.
Однако при выбивке дефектной трубы выколотка внедряется в трубу, происходит раздача ее выступающего конца, в результате чего последующие удары по выколотке приводят к еще большему закреплению трубы, к повреждению отверстия решетки и низкой производительности.
Целью изобретения является повышение производительности работы.
Указанная цель достигается тем, что оправка выполнена из двух частей, одна из которых - ступенчатая - имеет последовательно расположенные цилиндрический учас
ток под внутренний диаметр трубы, конический участок и второй цилиндрический участок с диаметром, большим диаметра первого участка, а другая часть с наружным диаметром, равным посадочному диаметру
под трубу, имеет глухое цилиндрическое отверстие с заходным коническим участком, эквидистантным коническому участку первой части, которое взаимодействует с цилиндрическим участком большего диаметра первой части оправки.
Сущность изобретения поясняется чертежом.
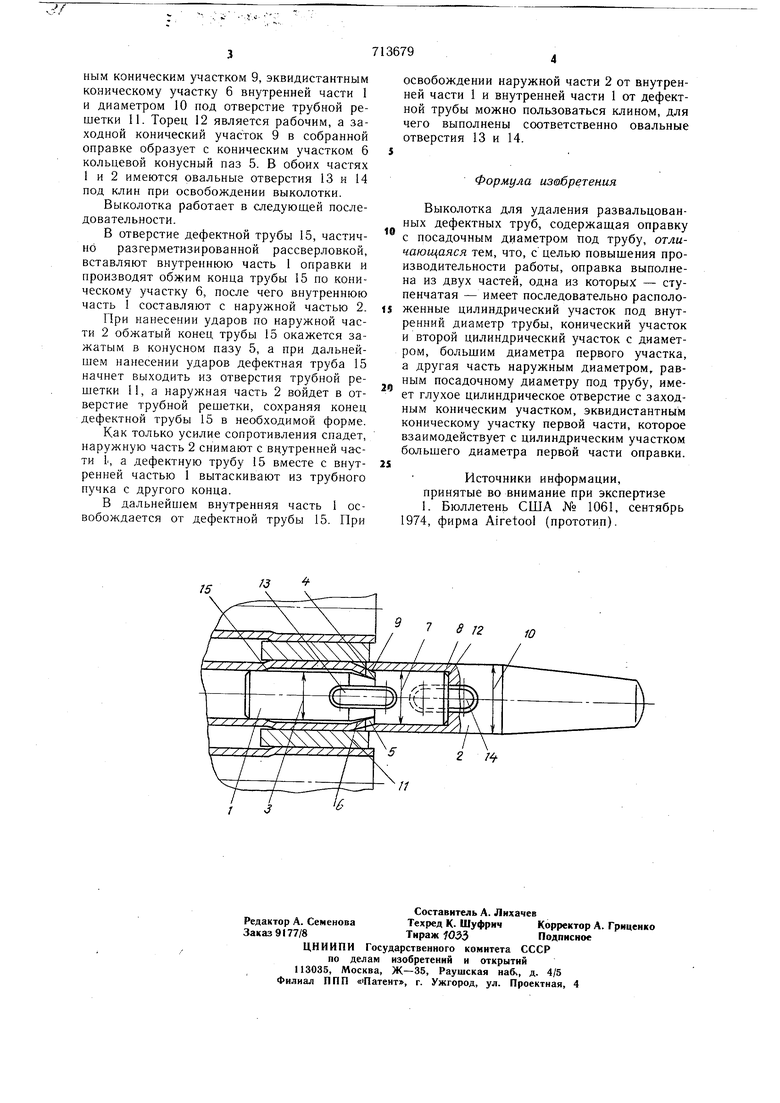
Выколотка представляет собой оправку, составленную из внутренней части 1 и наружной части 2, с посадочным диаметром 3
и рабочим торцом 4, на котором выполнен кольцевой конусный паз 5.
На внутренней части 1 на посадочном диаметре 3 выполнен конический участок 6, участок по диаметру 7 является одновременно рабочим и для сборки с наружной частью 2.
Наружная часть 2 выколотки выполнена в виде втулки со сборочным отверстием 8 (под диаметр 7 внутренней части 1), заходным коническим участком 9, эквидистантным коническому участку 6 внутренней части 1 и диаметром 10 под отверстие трубной решетки 11. Торец 12 является рабочим, а заходной конический участок 9 в собранной оправке образует с коническим участком б кольцевой конусный паз 5. В обоих частях 1 и 2 имеются овальные отверстия 13 и 14 под клин при освобождении выколотки.
Выколотка работает в следующей последовательности.
В отверстие дефектной трубы 15, частично разгерметизированной рассверловкой, вставляют внутреннюю часть 1 оправки и производят обжим конца трубы 15 по коническому участку 6, после чего внутреннюю часть 1 составляют с наружной частью 2.
При нанесении ударов по наружной части 2 обжатый конец трубы 15 окажется зажатым в конусном пазу 5, а при дальнейшем нанесении ударов дефектная труба 15 начнет выходить из отверстия трубной решетки И, а наружная часть 2 войдет в отверстие трубной решетки, сохраняя конец дефектной трубы 15 в необходимой форме.
Как только усилие сопротивления спадет, наружную часть 2 снимают с внутренней части l, а дефектную трубу 15 вместе с внутренней частью 1 вытаскивают из трубного пучка с другого конца.
В дальнейшем внутренняя часть 1 освобождается от дефектной трубы 15. При
освобождении наружной части 2 от внутренней части 1 и внутренней части 1 от дефектной трубы можно пользоваться клином, для чего выполнены соответственно овальные отверстия 13 и 14.
Формула изобретения
Выколотка для удаления развальцованных дефектных труб, содержащая оправку с посадочным диаметром под трубу, отличающаяся тем, что, с целью повышения производительности работы, оправка выполнена из двух частей, одна из которых - ступенчатая - имеет последовательно расположенные цилиндрический участок под внутренний диаметр трубы, конический участок и второй цилиндрический участок с диаметром, большим диаметра первого участка, а другая часть наружным диаметром, равным посадочному диаметру под трубу, имеет глухое цилиндрическое отверстие с заходным коническим участком, эквидистантным коническому участку первой части, которое взаимодействует с цилиндрическим участком большего диаметра первой части оправки.
Источники информации, принятые во внимание при экспертизе 1. Бюллетень США № 1061, сентябрь 1974, фирма Airetool (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2252370C1 |
| ОТОПИТЕЛЬНЫЙ РАДИАТОР-КОНВЕКТОР И СПОСОБ КРЕПЛЕНИЯ ТРУБЫ РЕГИСТРА В ОТВЕРСТИИ ЕГО ТРУБЧАТОГО КОЛЛЕКТОРА | 2003 |
|
RU2385442C2 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2094148C1 |
| СПОСОБ ЗАКРЕПЛЕНИЯ ТРУБ В ТРУБНЫХ РЕШЕТКАХ ТЕПЛООБМЕННЫХ АППАРАТОВ И ИНСТРУМЕНТ ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2021 |
|
RU2776894C1 |
| Способ изготовления сетки рифлей на внутренней поверхности цилиндрической оболочки и устройство для его осуществления | 2017 |
|
RU2654410C1 |
| АМОРТИЗАТОР СИСТЕМЫ ВИБРОЗАЩИТЫ ИНЕРЦИАЛЬНОЙ НАВИГАЦИОННОЙ СИСТЕМЫ | 2021 |
|
RU2774216C1 |
| Устройство для высадки концевых утолщений на трубах | 1983 |
|
SU1094663A1 |
| Теплообменник | 2019 |
|
RU2725068C1 |
| Способ соединения трубы с трубной доской | 1981 |
|
SU1098725A1 |
| Способ развальцовки труб и инструмент для его осуществления | 1990 |
|
SU1738439A1 |
/5
Л
