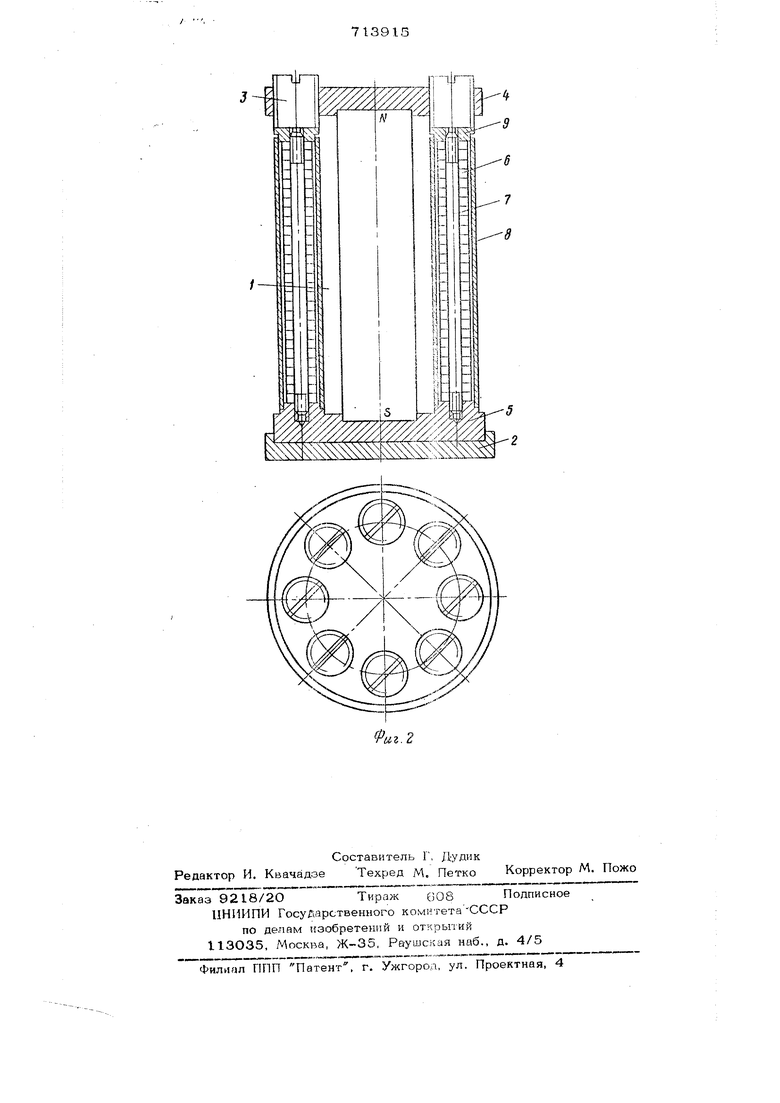
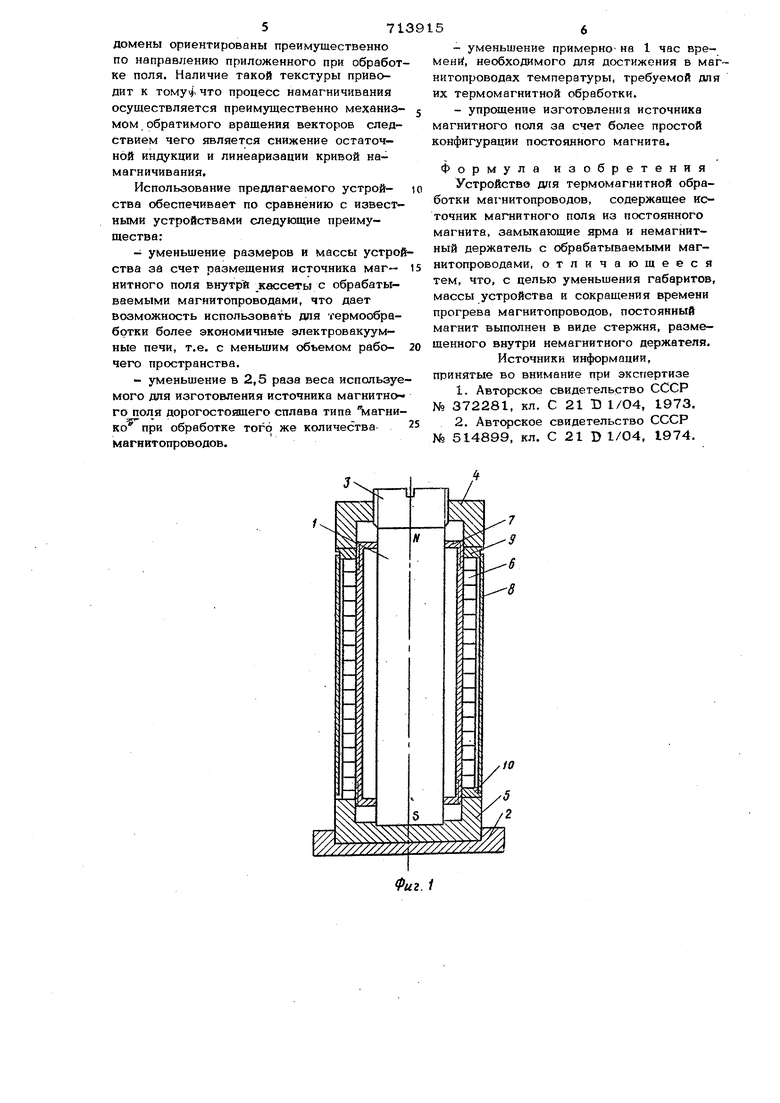
Изобретение относится к металлургии и может быть использовано для термичес кой обработки магнитопроводов. Известно устройство для термомагнитной обработки магнитопроводов из маг нитомягких материалов в поперечном магнитном поле, содержащее источник магнитного поля, замыкающее ярмо и немагнитный держатель для обрабатываемых магнитопроводов. Источник магнитного поля выполнен в виде постоянных Mai нитов изготовленных из сплавов , сохранякяцих свойства магнитнотвердык материалов при температурах термомагнитной обработки, в рабочем за- зоре размещен немагнитный держатель с обрабатываемыми магнитопроводами l. Известное устройство имеет тот недос таток, что источник магнитного поля выполнен из нескольких постоянных магнитов. Это создает возможность влияния магнитного поля одной пары магнитов на магнитные поля в рабочих зазорах других пар магнитов, что снижает магнитные характеристики магнитопроводов, а также имеет крупные габариты и может помеща1ься только в печах с большим объемом рабочего пространства. Известно также устройство для термомагнитной обработки магнитопроводов из магнитомягких материалов в поперечном магнитном поле, содержащее источник магнитного поля из постоянных магнитов, замыкающее ярмо и немагнитные держатели. Источник магнитного поля выполнен в виде диска с отверстиями, в которых размещены держатели с обрабатываемыми магнитопроводами 2j. При проведении гермомагнитной обработки устройство с магнитопроводами помешается в рабочую кпмеру печи, печь нагревается до задчниой температуры, обеспечивающей возможность проведения термомагнитной обработки. Известное устройство имеет следук шие недостатки: знячительные габариты за счет расположения источника магнитного ПОЛЯ вокруг обрабатываемых магнитопроводов, а пространство внутри столбика магнитопроводов используется только для установки стержня, фиксирующего их положение по отношению к источнику магнитного поля, что особенно неблагоприятно при обработке магнитопроводов средних и больших габаритов (d внутр 20,мм). В известном устройстве источник магнитного поля имеет большую массу, в 2,5 ра за расходуется большее количество дорого стоящего сплава типа магнико на его изготовление, а, кроме того, источник магнитного поля имеет сложную конфигурацию, и учитьгоая, что материал постоянных магнитов хрупок и поддается только электроэрроаионной обработке с последукщим шлифованием, т.е. изготовление указанного магнита сложно и требует бол ших материальных ьатрат. Термомагнитная обработка проводится в вакууме, где теплообмен происходит только за счет излучения, а масса собран ного устройства значительна, об рабаты- ваемые магнитопроводы находятся внутри устройства и отделены от нагрев 1телей печи толстыми стенками постоянного магнита, в результате чего значительно увеличивается время прогрева магнитопроводов до заданной температуры и тем самы увеличивается длительность режима термомагнитной обработки. Целью изобретения является уменьшение габаритов, массы и времени прогрева магнитопроводов без снижения их электромагнитных характеристик, а также упрощение изготовления источника магнит ного поля. Указанная цель достигается тем, что известном устройстве для термомагнитной обработки магнитопроводов из магн:итно- мягких материалов в поперечном магнитном поле, содержащем источник магнитного поля из единого постоянного магнит замыкающие ярма и немагнитный держа- тель для обрабатьтаемых магнитопроводов, источник магнитного поля выполнен в виде цилиндрического стержня, размещенного внутри немагнитного держа те ля с обрабатьтаемыми магнитопроводами. На фиг. 1 и 2 изображено предложенное устройство для термомагнитной обработки магнитопроводов. Оно включает постоянный магнит 1, немагнитную подставку 2, винт 3, верхнее ярмо 4 и нижнее ярмо 5, предназначенные для замыкания магнитного потока кассеты для размещения магнитопроводов 6, каждая из которых включает втулку 7 7 5 ожух 8 и стопорные гайки 9 и 10, винт 3, стопорные гайки 9, 10, предназначенные для ликвидации воздушных зазоров, что сводит к минимуму влияния размагничивающего фактора. Постоянный магнит изготовлен из магнитнотвердого сплава типа магнико, нижнее и верхнее ярма, винт, стопорные гайки - из магнитномягкой стали; ртулка, кожух подставка - из немагнитной стали. Устройство работает следующим образом. На втулку 7 с навинченной стопорной гайкой 1О надевается партия кольцевых магнитопроводов 6, подлежащих обработке, затем надевается кожух 8, предохраняющий магнитопроводы от сдавливания при сборке устройства, сверху навинчивается на втулку стопорная гайка 5, также предохраняющая магнитопроводы от сдавливания и создающая минимальный воздушный зазор между столбиком обра батываемых магнитопроводов и стопорными гайками. В кассету с обрабатьшаемь ми магнитопроводами вставляется магнит 1 с присоединенными нижним ярмом 5 и подставкой 2. Сверху присоединяется верхнее ярмо 4 с винтом 3. Вращением винта добиваются минимальных воздушных зазоров между магнитом, верхним ярмом и верхней стопорной гайкой. В кассете можно разместить один столбик магнитопроводов с большим внутренним диаметром, или несколько столбиков магнитопроводов малых диаметров на немагнитных стержнях вокруг источника магнитного поля (постоянного магнита) между стопорными гайками 9, Ю (фиг. 2), Верхнее и нижнее основания цилиндрического магнита являются противоположными полюсами. После сборки устройства магнит, нижнее и верхнее ярма, стопорные гайки и подлежащие обработке магни- топроводы образуют замкнутую цепь с минимальными воздушными зазорами между магнитом, верхним и нижним ярмом, сто-, порными гайками и магнитопроводами. Затем устройство помещает в рабочую камеру печи. В процессе термической обработки по заданному режиму магнитопроводы 6 находятся под воздействием магнитного поля постоянного магнита 1, направление которого перпендикулярно направлению последующего намагничивания магнитопроводов. В результате такой обработки в магнитопроводах создается устойчивая магнитная текстура при которой магнитные 57 домены ориентированы преимущественно по направлению приложенного при обработ ке поля. Наличие такой текстуры приводит к TOMyvj, что процесс намагничивания осуществляется преимущественно механизмом. обратимого вращения векторов следствием чего является снижение остаточной индукции и линеаризации кривой намагничивания. Использование предлагаемого устройства обеспечивает по сравнению с известными устройствами следующие преиму щества: уменьшение размеров и массы устрой ства за счет размещения источника маг- нитного поля внутрТй кассеты с обрабатываемыми магнитопроводами, что дает возможность использовать для термообработки более экономичные электровакуумные печи, т.е. с меньшим объемом рабоЧего пространства. - уменьшение в 2,5 раза веса используе мого для изготовления источника магнитного оля дорогостоящего сплава типа магнипри обработке того же количества магнйтопроводов 15 уменьшение примерно- на 1 час вреMBHrf, необходимого для достижения в маг нитопроводах температуры, требуемой для их термомагнитной обработки. - упрощение изготовления источника магнитного поля за счет более простой конфигурации постоянного магнита. Формула изобретения Устройство 1У1я термомагнитной обработки магнйтопроводов, содержащее источник магнитного поля из постоянного магнита, замыкающие ярма и немагнитный держатель с обрабатываемыми магнитопроводами, отличающееся тем, что, с целью уменьшения габаритов, массы устройства и сокращения времени прогрева магнйтопроводов, постоянный магнит выполнен в виде стержня, размещенного внутри немагнитного держателя. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР O 372281, кл. С 21 D 1/О4, 1973. 2.Авторское свидетельство СССР O 514899, кл. С 21 D 1/04, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для термомагнитной обработки магнитопроводов | 1974 |
|
SU514899A1 |
| УСТРОЙСТВО для ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОПРОВОДОВ | 1973 |
|
SU372281A1 |
| Устройство для термомагнитной обработки магнитов | 1980 |
|
SU908850A1 |
| Устройство для термомагнитной обработки и намагничивания многополюсных постоянных магнитов | 1980 |
|
SU898518A1 |
| Устройство для термомагнитной обработкиМАгНиТОпРОВОдОВ | 1978 |
|
SU802378A1 |
| Устройство для термомагнитной обра-бОТКи пОСТОяННыХ МАгНиТОВ | 1979 |
|
SU794078A1 |
| Устройство для термомагнитнойОбРАбОТКи пОСТОяННыХ МАгНиТОВ | 1979 |
|
SU797083A1 |
| Способ изготовления магнитопровода статора электрической машины | 1985 |
|
SU1277303A1 |
| ВНУТРИТРУБНЫЙ ДЕФЕКТОСКОП | 2010 |
|
RU2439548C1 |
| Магнитоэлектрический датчик момента | 1980 |
|
SU924507A1 |