(54) УСТРОЙСТВО ДЛЯ ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНЙТОПРОВОДОВ
Однако известное устройство не допускает обработки в таком сложно ориентированном магнитное поле.
Известно устройство, содержащее два независимых источника магнитного поля, один источник в виде соленоида для охватывания обрабатываемой детали и второй в виде стержневого токопровода, установленного по оси соленоида внутри детали, ярмо, состоящее из основания и перемычки из магнитомягкой стали, применяемое для замыкания магнитного потока детали, и фиксатор в виде немагнитного стержня для установки и центровки детали в устройстве. Наличие двух независимых источников магнитного поля: соленоида-источника магнитного поля, ориентированного поперечно площади кольца, и стержневого токопроводисточника концентрического магнитного поля позволяет в широких пределах варьировать направление и режим изменения магнитного поля при ТМО. Так, при обработке в концентрическом магнитном поле по всему объему детали проходит общий магнитный поток, что позволяет получить детали с одинаковым сопротивлением по всему объему. Однако, известное устройство обеспечивает вариацию магнитного поля только в двух направлениях сферической системы координат в концентрическом и поперечном к плоскости кольца. Устройство не приспособлено для обработки в радиальном магнитном поле, что является существенным его недостатком.
Недостатком данного устройства является невозможность обработки рабочих участков магнитопровода в радиальном направлении.
Целью изобретения является .обеспечение обработки рабочих участков магнитопроводов в радиальном направлении с получением одинаковых магнитных свойств.
Для достижения поставленной цели источник магнитного поля выполнен в виде постоянных магнитов с концентраторами потока, закрепленных с чередованием полюсов по окружности ярма. Фиксаторы выполнены в виде упоров и кольца, закрепленного внутри ярма и имеющего пазы для установки постоянных магнитов, причем упоры жестко зафиксированы относительно пазов.
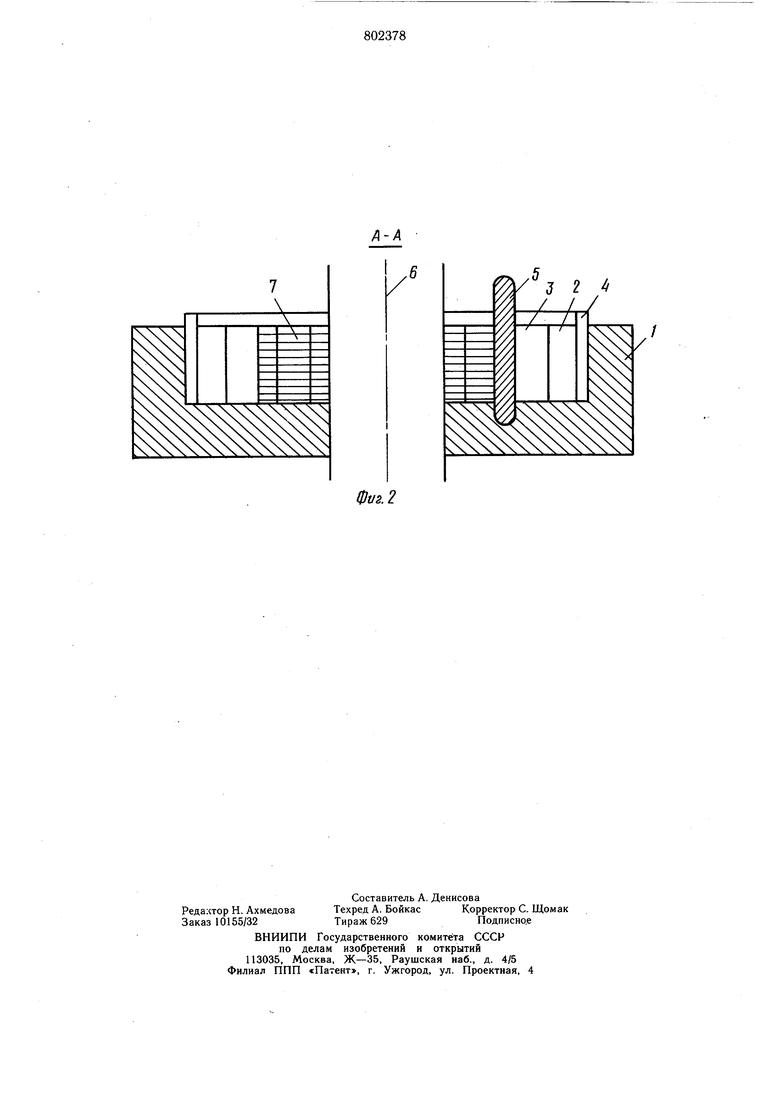
Сущность изобретения поясняется чертежами, где на фиг. 1 изображен поперечный разрез устройства; на фиг. 2 - разрез А-А.
Устройство включает ярмо с основанием 1, изготовленное из магнитомягкого сплава с высокими значениями индукции насыщения и температуры Кюри, например из сплава типа 49КФ, постоянные магниты 2, изготовленные из сплава, например типа ЮНДК с высоким значением температуры Кюри, коН центраторы 3 магнитного поля в виде полюсных наконечников к постоянным магнитам, фиксатор в виде кольца 4 из немагнитной стали типа IXI8H9T для установки магнитов, и в виде упоров 5, предназначенных для центровки обрабатываемых деталей, токопровод 6 из термостойкого низкоомного сплава, например типа БрКМП, на который нанизываются столби1 ом обрабатываемые
детали 7. Фиксаторы обеспечивают центровку деталей относительно токопроводящего стержня, крепление магнитов на ярме, совпадение местоположения концентраторов потока против рабочих участков обрабатываемой детали.
В результате воздействия двух полей,
концентрического и радиального, магнитный поток, создаваемый в любом рабочем участке обрабатываемой детали, замыкается через тело детали и поток соседнего участка, так как соседние постоянные магниты 2 установлены с чередованием полюсов.
Для осуществления ТМО статорные детали 7 устанавливают в устройстве столбиком, нанизывая их поочередно на токопровод б и помещая лепестки между упорами фиксатора 5, при этом за счет установки трех упоров по окружности обеспечивается совпа дение кольцевых пластин поверхностями друг с другом, а за счет выбора местоположения упоров, при котором один упор касается левой стенки лепестка, а другой - стенки другого лепестка, обеспечивается совпадение лепестков всех пластин. Фиксаторы обеспечивают установку рабочих участков, т. е. лепестков пластин против магнитов с концентраторами потока. Устройство с обрабатываемыми деталями помещают в вакуумную печь, например типа СЭВ-22/11,5, снабженную гермовводами для подводки тока, и подсоединяют к ним токопровод устройства. В печи создают требуемый вакуум и осуществляют термообработку. При достижении температуры ТМО включат ток, создающий магнитное поле. Причем, температура ТМО не должна превыщать температуры Кюри использованных в устройстве материалов для ярма с основанием 1 постоянных магнитов 2 и концентраторов 3.
В процессе ТМО под действием температуры и при объединенном действии концентрического и радиального магнитных полей в пластинах создаются магнитные потоки,
направленные вдоль рабочих участков, замыкающихся поочередно с каждым соседним рабочим участком. В результате, в деталях создается магнитная текстура, обеспечивающая анизотропное улучщение
свойств в направлении протекающего в деталях при ТМО магнитного потока, т. е. улучшение магнитных свойств в рабочих участках в радиальном направлении. За счет общего магнитного потока при обработке обеспечивается одинаковость свойств, в часткости магнитного сопротивления у всех соседних рабочих участков, а следовательно, и одинаковость свойств всех рабочих участков обрабатываемой детали.
Формула изобретения
1. Устройство для термомагнитной обработки магнитопроводов, содержащее источник магнитного поля, размещенный по его оси токопровод, замыкающее ярмо н фиксаторы, отличающееся тем, что, с целью обработки рабочих участков магнитопровов в радиальном направлении с получением одинаковых магнитных свойств, источник магнитного поля выполнен в виде постоянных магнитов с концентраторами потока, закрепленных с чередованием полюсов по окружности ярма.
2. Устройство по п. 1, отличающееся тем, что фиксаторы выполнены в виде упоров и кольца, закрепленного внутри ярма и имеющего пазы для установки постоянных магнитов, причем упоры жестко зафиксированы относительно пазов.
Источники информации, принятые во внимание при экспертизе
1 Авторское свидетельство СССР № 455152, кл. С 21 D 1/Q4, 1973.
2. Авторское свидетельство СССР № 310949, кл. С 22 F 3/02, 1971.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термомагнитной обработки деталей | 1971 |
|
SU591518A1 |
| Устройство для термомагнитной обработки магнитопроводов | 1974 |
|
SU514899A1 |
| Устройство для термомагнитной обработки магнитопроводов | 1977 |
|
SU713915A1 |
| Способ термомагнитной обработки никель-кадмиевых ферритов | 1987 |
|
SU1518831A1 |
| Электрический паяльник | 1986 |
|
SU1412894A1 |
| Способ термомагнитной обработки сердечников | 1979 |
|
SU945192A1 |
| УСТРОЙСТВО для ТЕРМОМАГНИТНОЙ ОБРАБОТКИ МАГНИТОПРОВОДОВ | 1973 |
|
SU372281A1 |
| Устройство для термомагнитной обработки постоянных магнитов | 1985 |
|
SU1268623A1 |
| Электрический паяльник | 1987 |
|
SU1480249A1 |
| Магнитоэлектрический датчик момента | 1980 |
|
SU924507A1 |
фуг./
