(54) КОМБИНИРОВАННЫЙ ДАТЧИК
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный датчик | 1976 |
|
SU607680A1 |
| Комбинированный датчик | 1974 |
|
SU499070A1 |
| Комбинированный датчик | 1974 |
|
SU499069A1 |
| ФЕРРОЗОНДОВЫЙ ДАТЧИК ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457476C2 |
| Феррозондовый датчик азимута | 1982 |
|
SU1025877A1 |
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| Феррозондовый датчик азимута | 1980 |
|
SU964119A2 |
| Феррозондовый датчик азимута | 1979 |
|
SU802535A1 |
| Преобразователь азимута | 1980 |
|
SU947408A1 |
I
Изобретение относится к области автоматизации сварочных процессов, в част кости к датчикам попожения сварочной головки относительно стыка свариваемьис изделий.
По основному авт. св. №б07680;известен комбинированный датчик, содержа щий злект|эомагнит V подключенный к Bbfходу задающего генератора, феррозонд, цепь возбуждения которого подключена К выходу другого задакяцего генератора, а выход посредством избирательного усилителя подключен ко входу фазового дискриминатора, модулятор, входы которого соответственно соединены с обоими задаюшими генераторами, а выход посредством другого избирательного.усилителя с опорным вводом фазового дискриминатора, выход которого в свою очередь подключен к сглаживающему фильтру,. делитель частоты, включенный между первым задакйцим генератором и феррозондом, при этом выход второго задающего генератора подключен к опорному входу фазового дискриминатора и входу модулятора,второй бход которого подключен к первому задакадему генератору, а выход посредством избирательного усилителя к электромагниту..
Однако при наличии превышения кро-. мок свариваемых изделий на выходе известного датчика появляется сигнал ошибки, определяемый величиной превышения кромок и расстоянием h , где hj - расстояние между датчиком и первым свариваемым изделием, ha - расстояние между датчиком и вторым свариваемым изделием.
Целью изобретения является повышение чувствительности датчика.
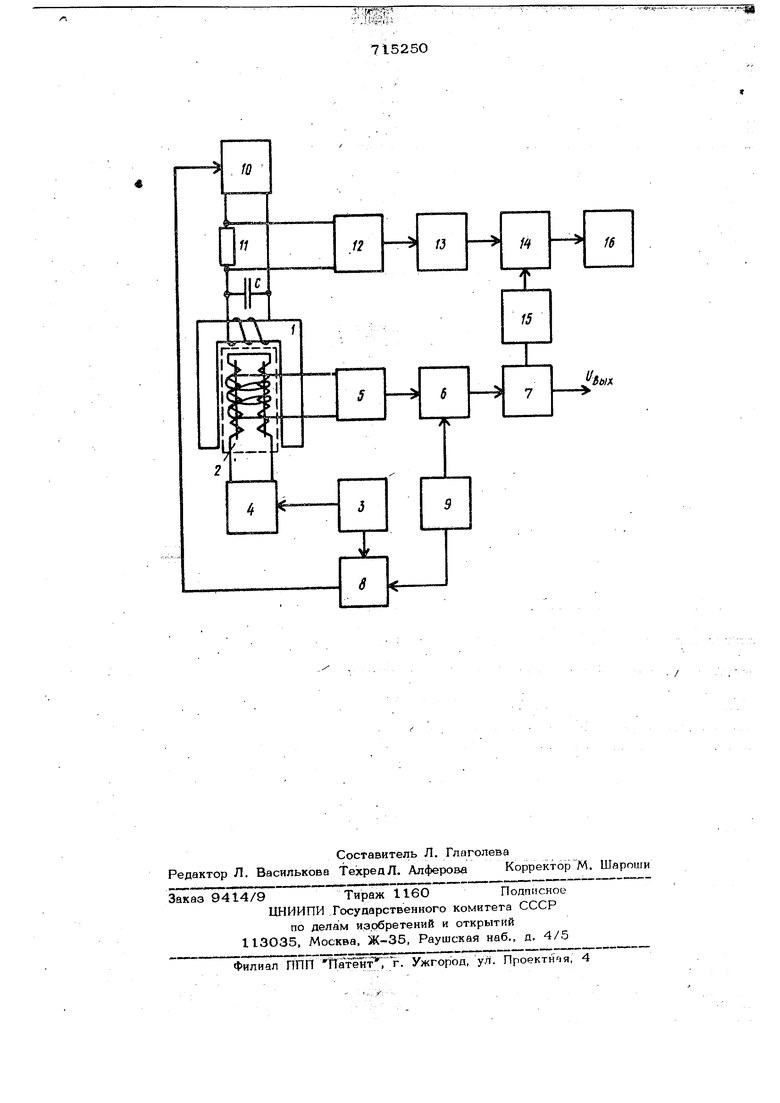
Поставленная цель достигается за счет того, что в предлагаемый комбинированный датчик введена RC -цепочка и цепь из последовательно.соединенных дополнительного избирательного усилителя, выпрямителя, блока сравнения и электропривода вертикального перемещения, при этом вход дополнительного избирательного уси715250лителя подключен через резистор RC-цепочки к электромагниту, а второй вход блока сравнения подключен к опорному источнику постоянного напряжения. На чертеже показана функциональная схема предлагаемого датчика. Комбинированный датчик содержит электромагнит 1, предназначенный для ввода магнитного, потока в свариваемые изделия, феррозонд 2, используемый для преобразования перемещения датчика в электрический сигнал, первый задающий генератор 3, делитель 4 частоты на два, вьрсод которого соединен с целью возбуждения феррозонда, усилительно-преобразовательный тракт, составленный из последовательно соединенных первого избирательного усилителя 5, вход которого под «лючён к феррозонду 2, фазового дискриминатора 6 и сглаживающего фильтра 7, цепь питания электромагнита, состоящую из последовательно соединенных модулятора 8, подключенного своими вхо дами к задающим генераторам 3 и 9, и второго избирательного усилителя 10, выход которого соединен с электромагнит ным 1 посредством последовательно вклю ченного резистора 11RC-цепочки, узел стабилизации расстояния, состоящий из последовательно соединенных дополнитель ного избирательного усилителя 12, подключенного своим входом параллельно ре зистору 11, выпрямителя 13, блока срав нения 14, подключенного своим вторым входом к опорному источнику постоянног напряжения 15, а выходом К электроприводу 16 вертикального перемещения датчика. Опорное напряжение на фазовый дискриминатор 6 подается со второго задающего генератора 9. С помощью электромагнита 1 в свариваемых изделиях наводится переменный магнитный поток частоты St , который рассеивается над стыком изделий. Составляющая напряженности магнитного потока рассеивания, сЪйпйдаклцая б осью чувствительности феррозонда 2, пропорциональна смещению датчика от стыка. Под действием этой составляющей на вь1ходе феррозонда появляется сигнал, который усиливается избирательным усилителем 5, настроенным
в резонанс на боковую частоту 2iVo модулированного сигнала выхода феррозонда. Преобразование усиленного сигнала в напряжение постоянного тока, пропорционального смещению датчика от , осуществляется фазовым дискриминатором 6. Пульсации выходногосигнала
ТОЧНОСТЬ работы бесконтактного комбинированного датчика и, кроме того, позволяет стабилизировать расстояние от датчика до свариваемых изделий.
Формула изобретения
Комбинированный датчик по авт. св. № 607680, отличающийся тем, что, с целью повьппения чувствительности датчика, в него введена R С-цепочка и цепь из последовательно соединенных дополнительного избирательного усилителя, выпрямителя, блока сравнения и электропривода вертикального перемещения при этом вход дополнительного избирательного усилителя подключен через резистор RC -цепочки к электромагниту, а второй вход блока сравнения подключен к источнику постоянного напряжения. подавляются сглаживающим фильтром 7. Второй задающий генератор О формирует сигнал частоты 2и;д +Jt , который подается на опорный вход фазового дискриминатора и на перЬый вход модуляторе 8. На второй вход модулятора 8 подается сигнал частоты 2 ц) с первого задающего генератора . В спектре выходного сигнала модулятора 8 содержится составляющая с разностной частотой .Л , которая выделяется вторым избирательным усилителем 10 и подается через последовательно включенный резистор 11 на обмотку возбуждения электромагнита 1, образующую совместно с RC -цепочкой колебательный контур. Сигнал, пропорцио нальный расстоянию h датчика от свариваемьгх изделий, снимается с резистора 11, усиливается дополнительным избирательным усилителем 12, который настроен в резонанс на чистоту Л. и который вследствие этого, подавляет высщие гармоники основного сигнала, выпрямляется выпрямителем 12 и подается на первый вход блока 14 сравнения. На фторой вход блока сравнения подается сигнал установки с опорного источника 15 постоянного напр51 кения. Электропривод 16 перемещает датчик в соответствии с разностным сигналом, снимаемым с блока 14 сравнения, на такое расстояние Ь , при котором угол сдвига фаз } - 90 . В этом случае второе слагаемое последней формулы равно нулю и ошибка от превышения кромок отсутствует, Предлагаемое изобретение повышает
715250
