Изобретение относится к области автоматизации сварочных процессов, в частности к датчикам положения сварочного электрода относительно стыка.
Известен комбинированный датчик (А.с. №499070, МКИ B23K 9/10), используемый для направления сварочной головки вдоль стыка, содержащий блок ввода магнитного поля в свариваемые детали и блок регистрации магнитного поля над стыком.
Недостатком такого датчика является наличие методической погрешности, обусловленной опережающим положением датчика относительно свариваемого электрода. Измерение отклонения электрода от стыка происходит не в зоне плавления, а на некотором расстоянии от нее, в месте расположения датчика (измеряется отклонение датчика, а не электрода).
Наиболее близким по технической сущности к предлагаемому изобретению является феррозондовый датчик для слежения за стыком (А.с. №941056, МКИ B23K 9/10), содержащий источник питания, блок ввода магнитного поля, блок регистрации магнитного ноля, включающий в себя феррозонд, два фазовых дискриминатора, два избирательных усилителя, задающий генератор, делитель частоты на два, сглаживающий фильтр и фильтр цепи обратной связи. Этот датчик позволяет контролировать положение сварочного электрода без методической погрешности.
Недостатком такого датчика является его низкая защищенность от электромагнитных помех с частотой сварочного тока, поскольку выходной сигнал в блоке регистрации усиливается и детектируется на частоте тока сварки.
Технической задачей предлагаемого изобретения является увеличение помехозащищенности датчика.
Решение задачи достигается тем, что в известном феррозондовом датчике для слежения за стыком свариваемых деталей, содержащем источник питания, блок ввода магнитного поля и блок регистрации магнитного поля, в который входят феррозонд, фазовый дискриминатор, два избирательных усилителя, задающий генератор, делитель частоты на два, сглаживающий фильтр, согласно изобретению в блок регистрации магнитного поля введен модулятор, одним входом связанный с источником питания, другим входом - с задающим генератором, а выходом подключенный к опорному входу фазового дискриминатора через второй избирательный усилитель.
На фигуре изображена блок-схема предлагаемого устройства.
Феррозондовый датчик состоит из источника питания 1 сварочного тока, блока ввода магнитного поля, в который входят два токосъема 2, 3, закрепленные симметрично относительно стыка 4 свариваемых деталей 5, 6 и включенные параллельно в цепь сварочного тока 7 через электрод 8, и блока регистрации магнитного поля.
Блок регистрации магнитного поля состоит из дифференциального феррозонда 9, жестко связанного со сварочной головкой 10 и расположенного над заваренным участком стыка 4 и усилительно-преобразовательного тракта.
Дифференциальный феррозонд 9 содержит обмотку возбуждения 11 сердечников феррозонда, выходную обмотку 12. Обмотка возбуждения 11 подключена к задающему генератору 13 через делитель частоты на два 14. Дифференциальный феррозонд 9 установлен над заваренным участком стыка таким образом, что его ось чувствительности находится в вертикальной плоскости, проходящей через ось электрода 8.
В усилительно-преобразовательный тракт входят последовательно соединенные: избирательный усилитель 15, настроенный в резонанс на частоту (2ω+Ω) (ω - частота возбуждения феррозонда, Ω - частота сварочного тока); фазовый дискриминатор 16, опорное напряжение которого формируется вторым избирательным усилителем 17, связанным с выходом модулятора 18, входы которого соединены с источником сварочного тока 1 частоты Ω и задающим генератором 13 частоты 2ω; сглаживающий фильтр 19.
Феррозондовый датчик работает следующим образом. В процессе сварки сварочный ток, подводимый от источника 1 на электрод 8, разделяется на две составляющие 20 и 21, которые наводят магнитные поля 22 и 23 над свариваемыми деталями 5, 6.
При расположении электрода 8 точно над стыком 4 составляющие 20 и 21 сварочного тока не протекают через заваренный участок стыка 4. В связи с тем, что токосъемы расположены симметрично относительно стыка 4, вертикальные составляющие 24, 25 магнитных полей 22 и 23 равны по величине и противоположно направлены. Магнитное поле над свариваемыми деталями определяется горизонтальными составляющими полей 22 и 23 и полем сварочного тока, создаваемого электродом 8 в горизонтальной плоскости. Следовательно, проекция напряженности суммарного магнитного поля над заваренным участком стыка на ось чувствительности феррозонда 9 равна нулю, и выходной сигнал дифференциального феррозонда отсутствует.
При отклонении электрода 8 от стыка 4 (как показано на фиг.) составляющая 21 сварочного тока протекает через заваренный участок стыка 4 и проекция напряженности ΔH магнитного поля 26 (поле от тока, протекающего по заваренному участку) на ось чувствительности дифференциального феррозонда 9 характеризует величину и направление отклонения электрода 8 от стыка 4. Под действием этой составляющей (ΔH) напряженности магнитного поля в выходной обмотке 12 феррозонда 9 возникает э.д.с., в спектре которой присутствует составляющая с частотой (2ω+Ω), величина и фаза которой несут информацию о величине и направлении отклонения электрода от стыка.
Выходной сигнал дифференциального феррозонда 9 усиливается избирательным усилителем 15, настроенным в резонанс на частоту (2ω+Ω), и преобразуется фазовым дискриминатором 16 в напряжение постоянного тока.
Опорное напряжение фазового дискриминатора с частотой (2ω+Ω) формируется избирательным усилителем 17, осуществляющим частотную селекцию сигнала модулятора 18, производящим операцию перемножения сигналов задающего генератора 13 частоты 2ω и источника сварочного тока 1 частоты Ω.
Пульсации выходного напряжения фазового дискриминатора 16 подавляются сглаживающим фильтром 19.
При отклонении электрода 8 от стыка 4 в противоположную сторону через заваренный участок стыка протекает составляющая 20 сварочного тока и проекция напряженности магнитного поля ΔH на ось чувствительности феррозонда 9 будет иметь противоположное направление. Усилительно-преобразовательный тракт формирует напряжение постоянного тока, пропорциональное отклонению электрода 8 от стыка, но противоположной полярности.
Повышение помехозащищенности предлагаемого устройства достигнуто за счет того, что сведена к минимуму вероятность электромагнитных помех на комбинированной частоте (2ω+Ω).
Сравнительные испытания предлагаемого устройства и прототипа выявили следующее. При сварке с использованием прототипа происходили «сбои» в слежении (уход электрода от стыка) при токах сварки от 500 А. При сварке с использованием предлагаемого устройства «сбои» в слежении не наблюдались при токах до 1200 А.
| название | год | авторы | номер документа |
|---|---|---|---|
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| Комбинированный датчик | 1974 |
|
SU499069A1 |
| Комбинированный датчик | 1974 |
|
SU499070A1 |
| Комбинированный датчик | 1976 |
|
SU607680A1 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| ЦИФРОВОЙ ФЕРРОЗОНДОВЫЙ МАГНИТОМЕТР | 2018 |
|
RU2686519C1 |
| Устройство для измерения слабых геомагнитных полей | 1986 |
|
SU1347063A1 |
| Устройство для слежения за стыком при электронно-лучевой сварке | 1987 |
|
SU1493422A1 |
| УСТРОЙСТВО БЕСКОНТАКТНОГО ИЗМЕРЕНИЯ ТОКА КАТОДНОЙ ЗАЩИТЫ | 2008 |
|
RU2379673C1 |
| Устройство слежения за стыкомСВАРиВАЕМыХ дЕТАлЕй | 1979 |
|
SU810408A1 |
Феррозондовый датчик для слежения за стыком свариваемых деталей относится к области автоматизации сварочных процессов. Феррозондовый датчик содержит источник питания (1) сварочного тока, блок ввода магнитного поля, в который входят два токосъема (2), (3), включенные параллельно в цепь сварочного тока через электрод (8), и блок регистрации магнитного поля, состоящий из дифференциального феррозонда (9), жестко связанного со сварочной головкой (10) и расположенного над заваренным участком стыка и усилительно-преобразовательного тракта, в который входят последовательно соединенные: избирательный усилитель (15), настроенный в резонанс на частоту (2ω+Ω) (ω - частота возбуждения феррозонда, Ω - частота сварочного тока); фазовый дискриминатор (16), опорное напряжение которого формируется вторым избирательным усилителем (17), связанным с выходом модулятора (18), входы которого соединены с источником сварочного тока (1) и задающим генератором (13) частоты 2ω; сглаживающий фильтр (19). В предлагаемом устройстве осуществляется выделение сигнала, пропорционального рассогласованию положений электрода и стыка на частоте (2ω+Ω), что повышает помехозащищенность, а следовательно, и устойчивость слежения за стыком. 1 ил.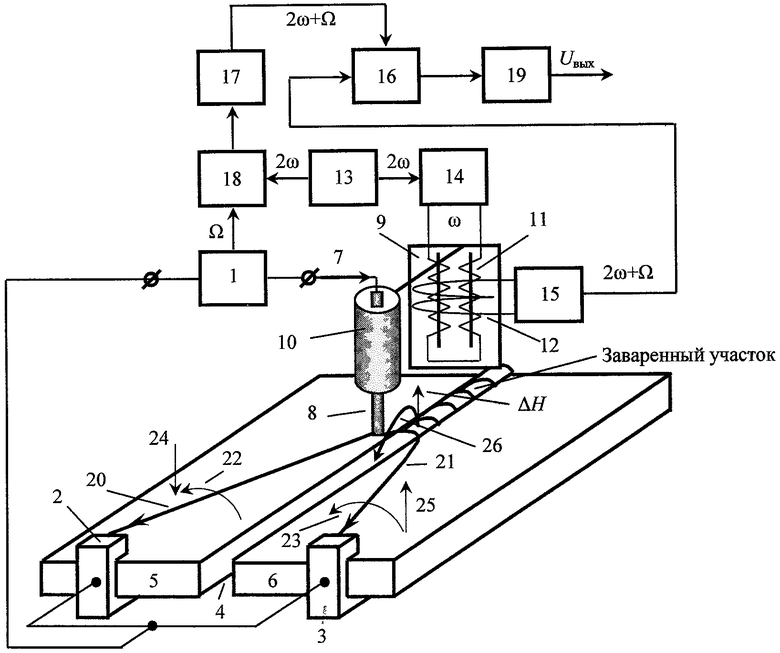
Феррозондовый датчик для слежения за стыком свариваемых деталей, содержащий источник питания, блок ввода магнитного поля и блок регистрации магнитного поля, в который входят феррозонд, фазовый дискриминатор, два избирательных усилителя, задающий генератор, делитель частоты на два, сглаживающий фильтр, отличающийся тем, что в блок регистрации магнитного поля введен модулятор, одним входом связанный с источником питания, вторым входом - с задающим генератором, а выходом подключенный к опорному входу фазового дискриминатора через второй избирательный усилитель.
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| Устройство слежения за стыкомСВАРиВАЕМыХ дЕТАлЕй | 1979 |
|
SU810408A1 |
| Феррозондовый дефектоскоп | 1977 |
|
SU603891A1 |
| Комбинированный датчик | 1974 |
|
SU499070A1 |

