1
Изобретение относится к области автоматизации сварочных процессов, а конкретно к датчикам положения сварочной головки относительно стыка.
Известны комбинированные датчики, используемые для направления сварочной головки вдоль стыка, содержащие блок ввода магнитного потока в свариваемые изделия и блок регистрации магнитного нотока над стыком.
Известен комбинированный датчик, у которого блок регистрации магнитного потока составлен из дифференциального феррозонда, избирательного усилителя, фазовых дискриминаторов, задающего генератора, удвоителя частоты, сглаживающего фильтра и фильтра цепи обратной связи.
Недостатком известного комбинированного датчика являются номехи, наводимые в феррозонде магнитным полем сварочного тока и ограничивающие точность датчика. Кроме того, они могут вывести усилительный тракт блока регистрации магнитного потока за пределы зоны линейности, что ведет к потере полезной информации о смещении датчика от оси стыка свариваемых изделий.
Для уменьщения помех, наводимых в феррозонде магнитным полем сварочного тока, в предлагаемом датчике в блок регистрации магнитного потока введен сумматор, подключенный одним входом к выходу фильтра цепи обратной связи, а выходом - к феррозонду, при этом второй вход сумматора предусмотрен для подключения к источнику сварочного
тока.
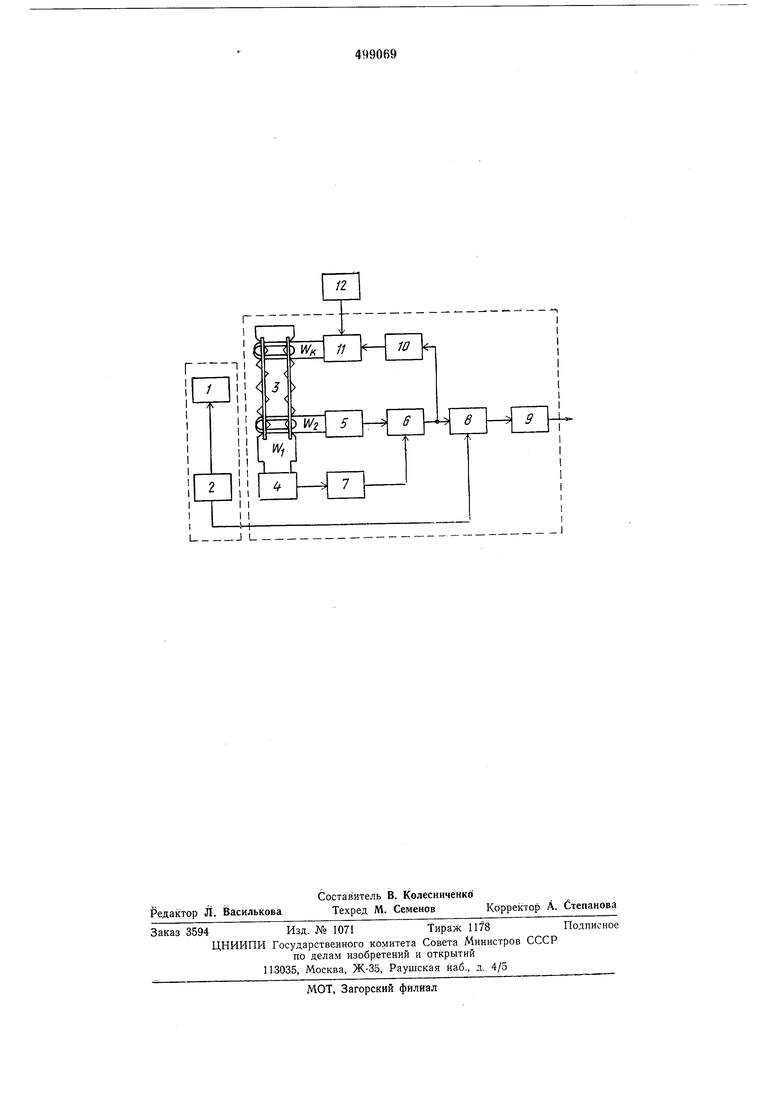
На чертеже показана функциональиая схема предлагаемого датчика.
Комбинированный датчик содерлсит блок ввода магнитного нотока в свариваемые издеЛИЯ и блок регистрации магнитного потока. Блок ввода магнитного нотока составлен из электромагнита 1 и генератора 2 низкой частоты, нитающего электромагнит 1. Блок регистрации магнитного потока составлен из
дифференциального феррозонда 3, предназначенного для преобразования перемещения датчика относительно стыка в электрический сигнал, усилительно-преобразовательного тракта этого сигнала и цени обратной связи. Дифференциальный феррозонд 3 содержит два пермаллоевых сердечника и обмотки: wi - обмотка возбуждения, соа - выходная обмотка, со к - комненсационная обмотка. Обмотка возбуждения подключена к задающему генератору 4. Усилительно-преобразовательный тракт составлен из последовательно соединенных избирательного усилителя 5, фазового дискриминатора 6, получающего опорное напряжение от удвоителя 7 частоты, подключенного к задающему генератору 4, фазового
дискриминатора 8, получающего опорное напряжение от генератора 2 низкой частоты, и сглаживающего фильтра 9. Цепь обратной связи составлена из последовательно соединенных фильтра 10 цепи обратной связи, подключенного к выходу фазового дискриминатора 6, и сумматора 11, выход которого подключен к компенсационной обмотке феррозонда 3. Сумматор 11 имеет второй вход для подключения к источнику 12 сварочного тока.
С помощью блока ввода магнитного потока в свариваемых изделиях возбуждается переменный магнитный поток частоты Q, который рассеивается над стыком изделий. Составляющая напряженности магнитного потока рассеивания, совпадающая с осью чувствительности дифференциального феррозонда 3, пропорциональна смещению датчика от оси стыка. Под действием этой составляющей в выходной обмотке феррозонда наводится э.д.с. второй гармоники вида
е2 /сл; {2соо-Q) Cos (2(йо-И) t-
- (2соо-f Q) Cos (2соо + и) , где: X - смещение датчика от оси стыка, К.- коэффициент пропорциональности, юо - частота возбуждения феррозонда.
Выходной сигнал дифференциального феррозонда усиливается избирательным усилителем 5, настроенным в резонанс на частоте 2(йо и имеющим полосу пропускания, захватывающую боковые частоты 2()ой и 2(uo-f Q. Усиленный сигнал последовательно преобразуется фазовыми дискриминаторами 6 и 8 в напряжение постоянного тока, пропорциональное смещению датчика от оси стыка. Пульсации в выходном напряжении подавляются сглаживающим фильтром 9.
Кроме переменного магнитного поля, возбуждаемого блоком ввода магнитного потока, на феррозонд 3 воздействует внешнее магнитное поле, главными компонентами которого являются постоянное магнитное поле Земли и магнитное поле сварочного тока. Дифференциальный феррозонд 3 реагирует лищь на составляющую напряженности внешнего магнитного поля, совпадающую с осью чувствительности феррозонда, при этом составляющая напряженности магнитного поля сварочного тока пропорциональна току сварки. Составляющая
напряженности внешнего поля вдоль оси датчика намного превышает амплитуду переменной составляющей напряженности потока рассеивания над стыком. Большое напряжение
второй гармоники на входе избирательного усилителя 5, пропорциональное напряженности внешнего магнитного поля, может вызвать перегрузку этого усилителя. Для избежания этого предусмотрена автоматическая компенсация в объеме феррозонда внешнего магнитного поля, что достигается пропусканием через компенсационную обмотку феррозонда тока компенсации, который формируется в сумматоре 11, как сумма токов, поступающих на
него с фильтра 10 цепи обратной связи и источника 12 сварочного тока. Составляющая тока компенсации, поступающая на сумматор
11с фильтра 10 цепи обратной связи, приводит к компенсации постоянного внешнего магнитного поля. Для компенсации магнитного поля сварочного тока на сумматор 11 подается часть тока сварки, снимаемая с источника
12сварочного тока.
Испытания комбинированного датчика, проведенные при сварке магнитных материалов постоянным и пульсирующим током, показали, что предлагаемая схема датчика позволяет на порядок снизить помехи, наводимые в феррозонде током сварки.
Формула изобретения
Комбинированный датчик, содержащий блок ввода магнитного потока и блок регистрации магнитного потока, составленный из дифференциального феррозонда, избирательного усилителя, фазовых дискриминаторов, задающего генератора, удвоителя частоты, сглаживающего фильтра и фильтра цепи обратной связи, отличающийся тем, что, с целью уменьшения помех, наводимых в феррозонде магнитным полем сварочного тока, в блок регистрации магнитного потока введен сумматор, подключенный одним входом к выходу фильтра цепи обратной связи, а выходом - к феррозонду, второй вход сумматора предназначен для подключения его к источнику сварочного тока.
| название | год | авторы | номер документа |
|---|---|---|---|
| Комбинированный датчик | 1974 |
|
SU499070A1 |
| Феррозондовый датчик для слежения за стыком свариваемых деталей | 1980 |
|
SU941056A1 |
| ФЕРРОЗОНДОВЫЙ ДАТЧИК ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457476C2 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| Комбинированный датчик | 1976 |
|
SU607680A1 |
| Комбинированный датчик | 1973 |
|
SU478698A1 |
| Преобразователь азимута инклинометра | 1981 |
|
SU1002547A1 |
| Феррозондовый преобразователь азимута | 1981 |
|
SU956773A1 |
| Устройство для измерения слабых геомагнитных полей | 1986 |
|
SU1347063A1 |
| Преобразователь азимута для телеизмерительной системы | 1982 |
|
SU1059157A1 |