щий фильтр и фильтр цепи обратной связи, блок ввода магнитного ноля вынолнен в виде двух токосъемов, расноложенных симметрично относительно стыка, при этом указанные токосъемы включены параллельно между собой и к одной из клемм источника питания, а феррозонд установлен непосредственно на сварочной головке.
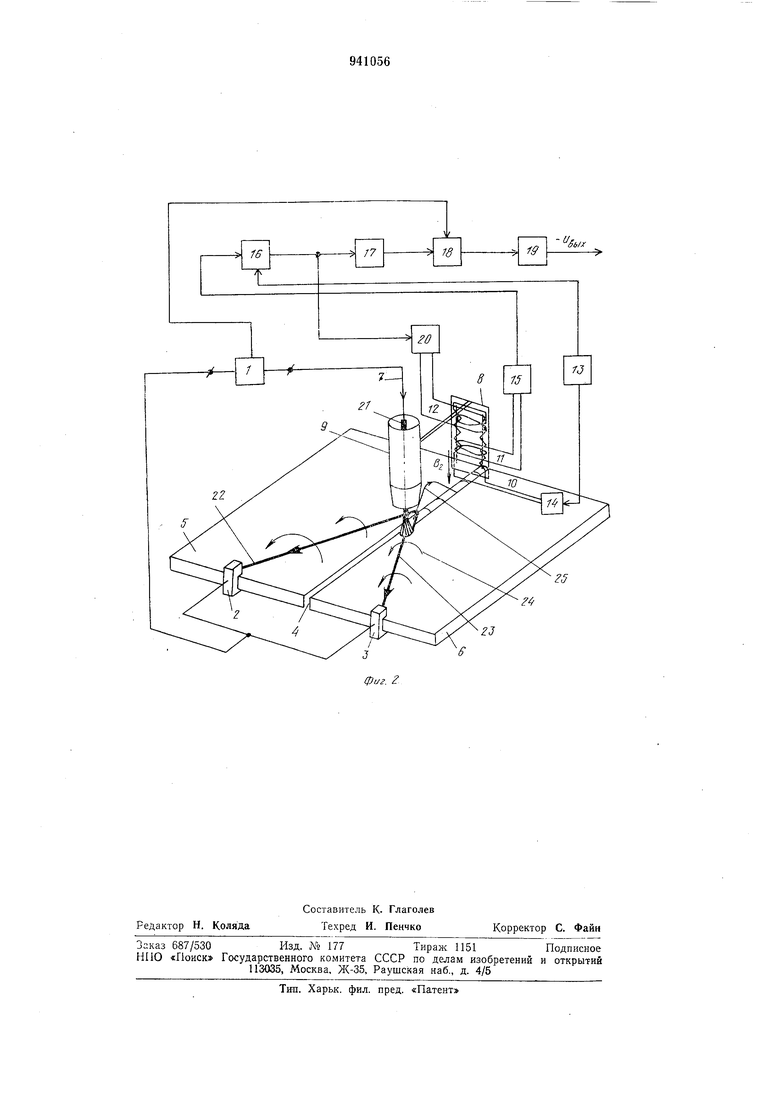
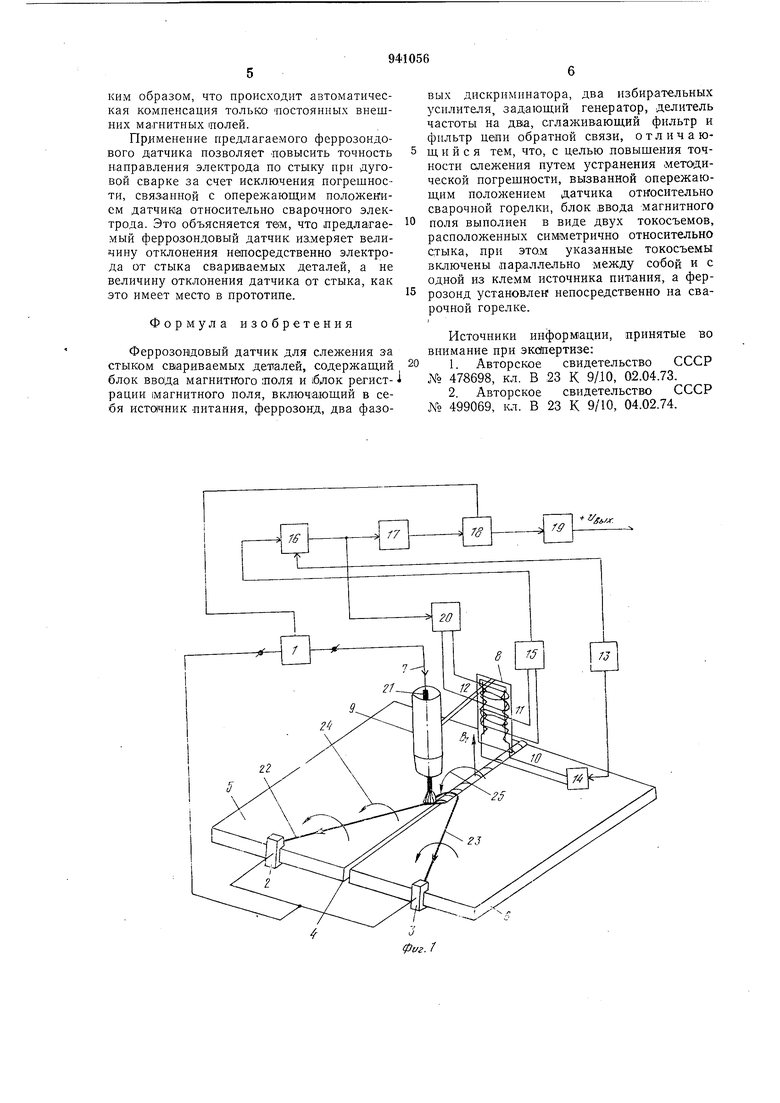
На фиг. 1 и 2 изображена блок-схема предлагаемого устройства для двух случаев отклонения электрода со стыка, соответственно, вправо и влево.
Феррозондовый датчик содержит источник ,1 сварочного тока, блок ввода магнитного ноля и блок регистр|ации магнитного поля. Блок ввода магнитного поля выполнен в виде двух токосъемов 2 и 3, закрепленных симметрично относительно дугового промежутка и стыка 4 на свариваемых деталях 5 я б и включенных параллельно в пепь сварочного тока 7. Блок регистрации магнитного ноля составлен из дифференциального феррозонда 8, жестко установленного на сварочной головке 9 над заваренным участком стыка 4, усилительно-преобразовательного тракта и цепи обратной связи. Дифференци альный феррозонд 8 содержит два пермаллоевых сердечника, обмотку возбуждения 10, выходную обмотку 11, компенсационную обмотку 12. Обмотка возбуждения 10 подключена к задающему генер1атору 13 через делитель 14 частоты на два. Усилительно-преобразовательный тракт содержит последовательио соединенные избирательный усилитель 15, настроенный в резонанс на частоту 2шо задающего генератора 13 и имеющий полосу нропускания, захватывающую боковые частоты 2(oo-f S и 2сдо-Q (И - частоTia сварочного тома-7), фазовый дискриминатор 16, получающий опорное напряжение от задающего генератора 13, избирательный усилитель 17, настроенный в резонанс на частоту Q, ф|азовый дискриминатор 18, опорный вход которого соединен с источником 1 сварочного тока, и сглаживающий фильтр 19. Цепь обратной связи составлена из фильтра 20 обратной связи, В1 :люченного между выходом фазового дискриминатора 16 и компенсационной об-моткой феррозонда 8.
В процессе сварки происходит раЗ|Деление сварочного тока 7, подводимого от источника 1 сваро;чного TOKia на электрод 21, на две составляющие 22 и 23, которые наводят магнитные поля 24 и 25 над свариваемыми деталями 5 и 6.
При расположении электрода 21 точно над стыком 4 составляющие 22 и 23 сварочного тока не протекают через эаваренпый зччасток стьша 4. Феррозонд 8 установлен иад заваренным участком стыка таким образом, что он реагирует на магнитное лоле тока, протекающего через заваренпый участок стьша 4 и не реагирует на
магнитиые поля тока в электроде 21 и свариваемых деталях 5 и 6. Для этого ось чувствительности феррозонда 8 ореитирована в плоскости, проходящей через электрод 18 параллельно стыку 4. Следовательно, проекция индукции магнитного поля от сварочного тока иад заваренным участком стыка на ось чувствительности феррозонда 8 равна нулю при совмещении электрода со стыком 4 и выходной электрический сигнал дифференциального феррозонда 8 отсутствует.
При отклонении электрода 21 от стыка 4 (см. фиг. 1) составляющая 23 сварочного тока протекает через заваренный участок стыка 4 н проекция индукции магнитнопо поля 25 на ось чувствительности дифференциального феррозонда 8 характеризует величину и направление отклонения электрода 25 от стыка 4. Под действием этой Проекции индукции в выходной об мотке феррозонда 8 наводится ЭДС второй гармоники вида:
/2 л:.()со5(2шо-Q)-
-{2u)o-fQ)cos(2coo+Q)/,
где X - смещение электрода от стыка;
k - коэффициент пропорциональнос.р,
Выходной сигнал дифференциального феррозонда 8 усиливается н преобразуется избирательными усилителями 12 и 14 и фазовыми дискриминаторами 15 и 18 в напряжение ПОСТОЯННОГО тока, пропорциональное смещению электрода 21 от стыка 4 свариваемых деталей 5 и 6. Пзльсации в выходном напряжении подавляются сглаживающим фильтром 19.
При отклонении электрода 21 от стыка 4 в противоположную сторону (см. фиг. 2) через заваренный участок стьжа протекает составляющая 22 сварочного тока и проекция индукции магнитного поля 24 на ось
чувствительности феррозонда 8 имеет противоположное направление. В этом случае в выходной обмотке феррозонда 8 наведется ЭДС второй (гармоники вида:
Гз X . й(2ао-Q)cos(2coo-)/-
--(2coo+Q)cos(2a)o+)/.
Усилительно-преобразовательный тракт формирует напряжение постоянного тока,
пропорциональное смещению электрода 2 от стыка 4, но противоположной полярности.
Цепь обратной связи феррозондового датчика осуществляет автоматическую ко,мпенсацню внещних магнитных полей в объеме феррозонда 8, что достигается пропусканием через компенсационную обмотку феррозонда 8 тока компенсации, поступающего с фильтра 20 обратной связи, частотная Х1арактеристнка которого выбрана таКИМ образом, что происходит автоматическая компенсация только постоянных внешних магнитных 1полей.
Применение предлагаемого феррозондового датчика позволяет .повысить точность направления электрода по стыку ири дуговой сварке за счет исклюления погрешности, связанной с опережающим положением датчик1а относительно сварочного электрода. Это объясняется тем, что предлагаемый феррозондоБЫй датчик намеряет величину отклонения непосредственно электрода от стыка свари;ваемых деталей а не величину отклонения датчика от стыка как это имеет место в прототипе.
Формула изобретения
Феррозондовый датчик для слежения эа стыком свариваемых деталей, содержащий блок ввода магнитного ;поля и блок регист-1 рации магнитного поля, включающий в себя ИСТ01ЧНИК .питания, феррозонд, два фазовых дискриминатора, два избирательных усилителя, задающий генератор, делитель частоты на дна, сглажив.ающий фильтр и фильтр цепи обратной связи, отличающийся тем, что, с целью повышения точности слежения путем устранения мето дической погрешности, вызванной опережающим полол ением датчика относительно сварочной горелки, блок ввода магнитного поля выполнен в виде двух токосъемов, расположенных симметрично относительно стыка, при это;м указанные токосъемы включены параллельно между собой и с одной из клемм источника питания, а феррозонд установлен непосредственно на сварочной горелке.
Источники информации, принятые во внимание при эксйертизе:
1.Авторское свидетельство СССР Afb 478698, кл. В 23 К 9/.10, 02.04.73.
2.Авторское свидетельство СССР № 499069, 1СЛ. В 23 К 9/10, 04.02.74.

| название | год | авторы | номер документа |
|---|---|---|---|
| ФЕРРОЗОНДОВЫЙ ДАТЧИК ДЛЯ СЛЕЖЕНИЯ ЗА СТЫКОМ СВАРИВАЕМЫХ ДЕТАЛЕЙ | 2010 |
|
RU2457476C2 |
| Комбинированный датчик | 1974 |
|
SU499069A1 |
| Способ измерения величины отклонения электрода от стыка | 1980 |
|
SU941057A1 |
| Комбинированный датчик | 1977 |
|
SU715250A2 |
| Комбинированный датчик | 1976 |
|
SU607680A1 |
| Комбинированный датчик | 1974 |
|
SU499070A1 |
| Устройство слежения за стыкомСВАРиВАЕМыХ дЕТАлЕй | 1979 |
|
SU810408A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОННО-ЛУЧЕВОЙ СВАРКИ | 2013 |
|
RU2547367C2 |
| Комбинированный датчик | 1973 |
|
SU478698A1 |
| Цифровой феррозондовый магнитометр | 1982 |
|
SU1114997A1 |