1
Изобретение относнтся к облаети производства многослойных материалов, преимущественно с иолосчатымн нокрытиями из драгоценных металлов, которые нспользуются в электронной, электротехнической и других отраслях нромышленности.
Известен снособ получения материалов с полосчатыми покрытиями, согласно которому на подложке устанавливают одну или несколько.полос материала покрытия на некотором расстоянии друг от друга и производят их совместную прокатку 1.
Недостаток этого способа заключается в большой трудоемкости ири изготовлении многослойных материалов с покрытиями, исходная толщина которых соизмерима с шириной, так как резка металла на мерную ширину, а также подготовка контактной поверхности узких полос сопряжена со значительными трудностями. Использование в качестве исходного материала покрытия проволоки или другого сортового металла усложняет его фиксацию относительно иодложки, существенно затрудняет подготовку контактной поверхности, что приводит к ухудшению качества соединения исходных компонентов. По мере изменения в процессе прокатки массы проволоки, намотанной на барабан, меняются условия натяжения, что отрицательно сказывается на процессе
плакирования осооеино пластичных материалов, имеюи1,их незначительную площадь сечения.
Целью изобретепия является создание способа, обсспечнвающего стабилизацию патяжения, улучшение фиксации плакирующего материала и улучшеиие качества соединения при изготовлении материалов с полосчатыми покрытиями.
Пель достигается тем, что с плакированием иеред сов местной деформацией в валках ироизводят волочение заготовок материала иокрытия.
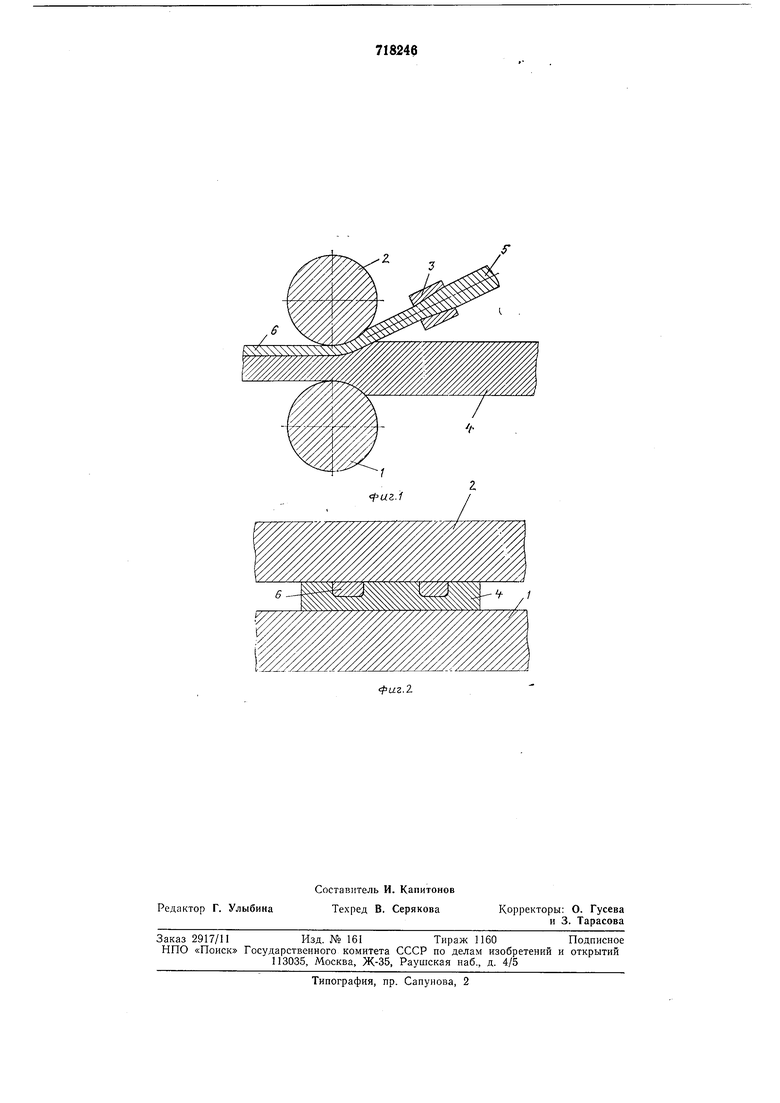
На фиг. 1 показано сеченне очага деформации; на фиг. 2 - сечение нолученного многослойного материала с полосчатыми покрытиями.
Технология осуществления способа изготовления многослойных материалов заключается в следующем. Перед валками 1, 2 устанавливают фильеры 3. Материал подложки 4 подвергают зачистке вращающимися проволочными щетками для подготовки контактной поверхиости. В качестве заготовки плакирующего покрытия берут, папример, проволоку 5 и производят волочение в фильере 3, после чего заготовку материала покрытия иаправляют под валок 2 вместе с материалом подложки 4. В результате внедрения материала 5 в подложку 4 образуется полосчатое покрытие 6.
Выполнение операции волочения материала покрытия непосредственно перед входом металлов в валки позволит разрушить окисные пленки, так как между деформированием в фильере и совместной прокаткой в валках имеется интервал времени, недостаточный для образования новых окисных пленок, препятствующих соединению, и измеряемый долями секунд. Таким образом, операция подготовки контактной поверхности происходит непосредственно в процессе плакирования, что снижает трудоемкость изготовления материала. В результате волочения происходит разогрев материала покрытия, что также способствует улучшению качества многослойного материала с полосчатым покрытием, увеличению прочности сцепления компонентов. Кроме того, процесс волочения обеспечивает необходимое стабильное натяжение плакируюш,его покрытия и его жесткую фиксацию относительно материала подложки.
Описываемый способ изготовления многослойных материалов с полосчатыми покрытиями может быть осуществлен на оборудовании, предназначенном для производства биметаллов методом совместной прокатки.
Пример осуществления способа.
Методом холодной прокатки был получен биметалл с полосчатым покрытием (две плакирующих дорожки) из серебра Ср 999,9 на подложке из меди Моб. Контактную поверхность меди зачищают врапдающейся стальной проволочной щеткой. В качестве заготовки материала покрытия выбрана проволока диаметром 1,30 мм. Прокатку производят на стане кварто, имеющем диаметр рабочих валков ПО мм, со
скоростью 3-4 м/мин. Подложку из меди берут толщиной 2,0 мм и шириной 60 мм. Непосредственно перед валками устанавливают две фильеры диаметром 1,25 мм, где производят волочение проволоки с обжатием 8%. В процессе прокатки одновременно с подачей медной подложки в прокатные валки задают заготовку из предварительно сформированной в фильере проволоки
из серебра. Толщина меди после плакирования с обжатием 65%, промежуточного отжига при 400°С и последующей раскатки составляет 0,6 мм, толщина покрытия из серебра - 0,20 мм при щирине слоя 2,3 мм.
Расстояние между двумя плакирующими полосками стабильно по длине материала и составляет 16,0 мм.
Была проведена проверка качества соединения компонентов биметалла путем знакопеременного изгиба, которая разрущения слоев не выявила.
Формула изобретения
Способ получения многослойных материалов с полосчатыми покрытиями, включающий подготовку контактных поверхностей, установку заготовок плакирующего материала на подложке на расстоянии одна относительно другой параллельно линии прокатки и их совместную деформацию в валках, отличающийся тем, что, с целью стабилизации натяжения, улучшения фиксации плакирующего материала и качества
соединения, перед совместной деформацией в валках производят волочение материала покрытия.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 487744, кл. В 23Р 3/06, 1975 (прототип).

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ получения многослойных материалов | 1978 |
|
SU719851A1 |
| Способ изготовления многослойных материалов | 1975 |
|
SU558772A1 |
| Способ получения многослойных материалов | 1976 |
|
SU593887A1 |
| Способ получения многослойных материалов | 1974 |
|
SU496152A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562191C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЕЛАТУННОЙ МНОГОСЛОЙНОЙ КОМПОЗИЦИИ | 2006 |
|
RU2347655C2 |
| Способ получения ленточного материала с полосчатым плакированием | 1983 |
|
SU1199538A1 |
| Способ получения композиционных материалов | 1975 |
|
SU526486A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БИМЕТАЛЛИЧЕСКОГО ПРОКАТА ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2014 |
|
RU2562193C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЛАКИРОВАННОГО ЛИСТА | 2019 |
|
RU2709302C1 |