щие 9, в которых размещены ползуны 10 траверсы 8. Каждый из ползунов 10 выполнен с горизонтальной направляющей 11 для размещения подвижных дополнительных траверс 12. Глубинные вибраторы 7 установлены на основной и дополнительных траверсах 8 и 12 с возможностью перемещения вдоль их продольных осей. На портале 2 размещен также и привод 13 вертикального перемещения траверс с глубинными вибраторами.
Мащина для изготовления железобетонных изделий работает следующим образом.
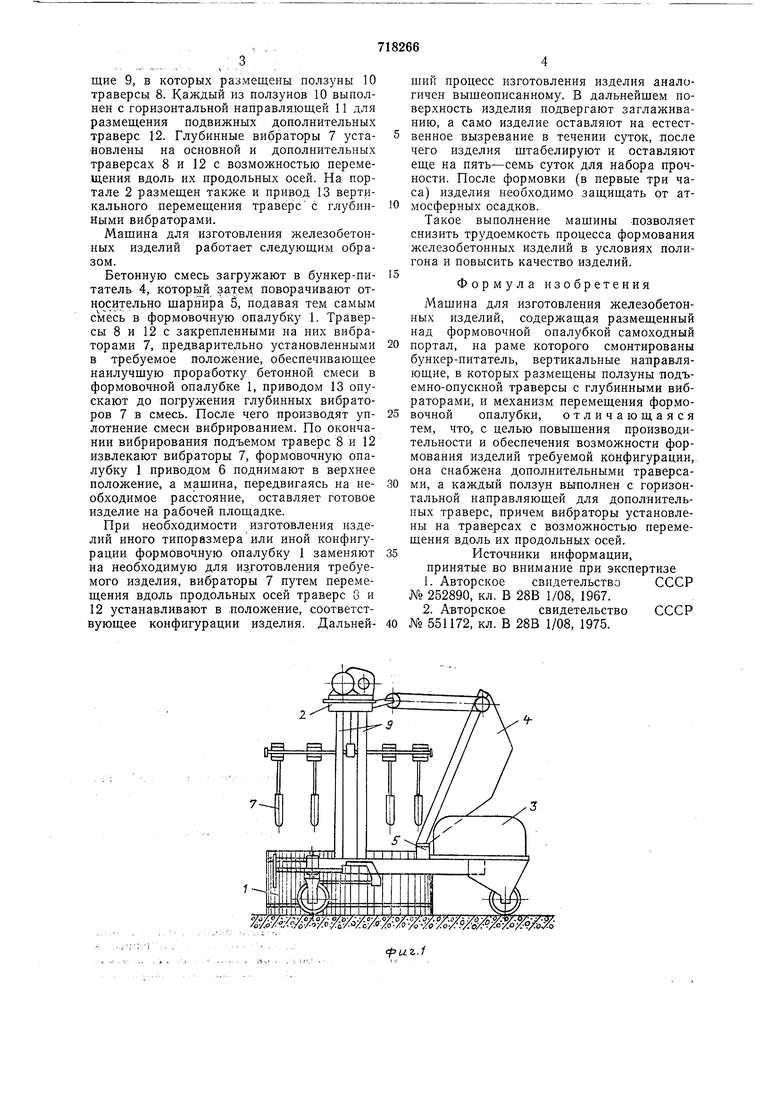
Бетонную смесь загружают в бункер-питатель 4, которьга затем поворачивают относительно щарнира 5, подавая тем самым смесь в формовочную опалубку 1. Траверсы 8 и 12 с закрепленными на них вибраторами 7, предварительно установленными в требуемое п-оложение, обеспечивающее наилучшую проработку бетонной смеси в формовочной опалубке 1, приводом 13 опускают до погружения глубинных вибраторов 7 в смесь. После чего производят уплотнение смеси вибрированием. По окончании вибрирования подъемом траверс 8 и 12 извлекают вибраторы 7, формовочную опалубку 1 приводом 6 поднимают в верхнее положение, а машина, передвигаясь на необходимое расстояние, оставляет готовое изделие на рабочей площадке.
При необходимости изготовления изделий иного типоразмера или иной конфигурации формовочную опалубку 1 заменяют на необходимую для изготовления требуемого изделия, вибраторы 7 путем перемещения вдоль продольных осей траверс 8 и 12 устанавливают в положение, соответствующее конфигурации изделия. Дальнейщий процесс изготовления изделия аналогичен выщеописанному. В дальнейщем поверхность изделия подвергают заглаживанию, а само изделие оставляют на естественное вызревание в течении суток, после чего изделия штабелируют и оставляют еще на пять-семь суток для набора прочности. После формовки (в первые три часа) изделия необходимо защищать от атмосферных осадков.
Такое выполнение мащины позволяет снизить трудоемкость процесса формования железобетонных изделий в условиях полигона и повысить качество изделий.
Формула изобретения
Машина для изготовления железобетонных изделий, содержащая размещенный над формовочной опалубкой самоходный
портал, на раме которого смонтированы бункер-питатель, вертикальные направляющие, в которых размещены ползуны подъемно-опускной траверсы с глубинными вибраторами, и механизм перемещения формовочной опалубки, отличающаяся тем, что, с целью повышения производительности и обеспечения возможности формования изделий требуемой конфигурации, она снабжена дополнительными траверсами, а каждый ползун выполнен с горизонтальной направляющей для дополнительных траверс, причем вибраторы установлены на траверсах с возможностью перемещения вдоль их продольных осей.
Источники информации,
принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 252890, кл. В 28В 1/08, 1967.
2.Авторское свидетельство СССР № 551172, кл. В 28В 1/08, 1975.
у /- х у л А/ :°/-°/:б)
Фиг.г.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления железобетонных изделий | 1978 |
|
SU727454A1 |
| Машина для изготовления железобетонных изделий | 1975 |
|
SU551172A1 |
| Машина для изготовления железобетонных изделий | 1978 |
|
SU718265A2 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ЖЕЛЕЗОБЕТОННОГО ТРУБОПРОВОДА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2064624C1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ БЕТОННОЙ СМЕСИ | 2004 |
|
RU2274545C1 |
| Устройство для изготовления изделий из бетонных смесей | 1987 |
|
SU1435436A1 |
| Способ изготовления железобетонного объемного блока | 2024 |
|
RU2830661C1 |
| Установка для уплотнения бетонных смесей в форме | 1981 |
|
SU1073105A1 |
| Установка для уплотнения бетонных смесей в форме | 1983 |
|
SU1172718A1 |
| Устройство для изготовления изделий из бетонных смесей | 1985 |
|
SU1409453A1 |

