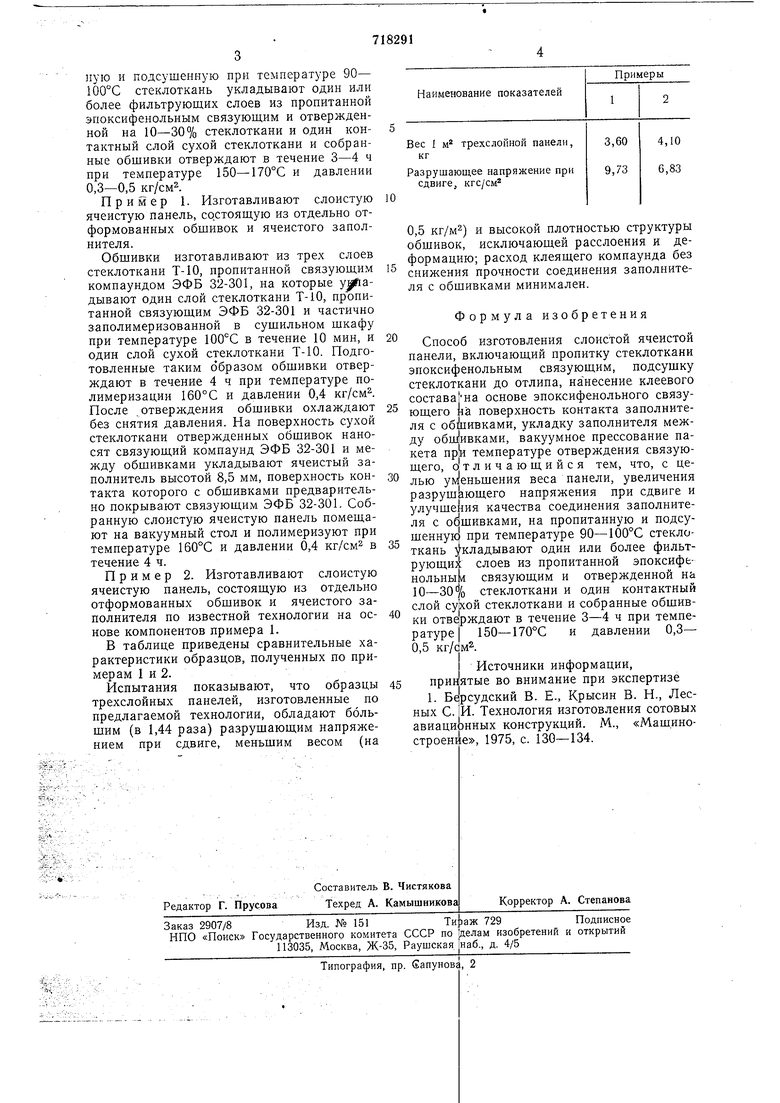
iiyio и подсушенную при температуре 90- 100°С стеклоткань укладывают один или более фильтрующих слоев из пропитанной эпоксифенольным связующим и отвержденной на 10-30% стеклоткани и один контактный слой сухой стеклоткани и собранные общивки отверждают в течение 3-4 ч при температуре 150-170°С и давлении 0,3-0,5 кг/см. Пример 1. Изготавливают слоистую ячеистую панель, состоящую из отдельно отформованных общивок и ячеистого заполнителя. Общивки изготавливают из трех слоев стеклоткани Т-10, пропитанной связующим компаундом ЭФБ 32-301, на которые у адывают один слой стеклоткани Т-10, пропитанной связующим ЭФБ 32-301 и частично заполимеризованной в сущильном щкафу при температуре в течение 10 мин, и один слой сухой стеклоткани Т-10. Подготовленные таким образом общивки отверждают в течение 4 ч при температуре полимеризации 160°С и давлении 0,4 кг/см. После .отверждения обшивки охлаждают без снятия давления. На поверхность сухой стеклоткани отверждепных обшивок наносят связующий компаунд ЭФБ 32-301 и между обшивками укладывают ячеистый заполнитель высотой 8,5 мм, поверхность контакта которого с обшивками предварительно покрывают связующим ЭФБ 32-301. Собранную слоистую ячеистую панель помещают на вакуумный стол и полимеризуют при температуре 160°С и давлении 0,4 кг/см в течение 4 ч. Пример 2. Изготавливают слоистую ячеистую панель, состоящую из отдельно отформованных обшивок и ячеистого заполнителя по известной технологии на основе компонентов примера 1. В таблице приведены сравнительные характеристики образцов, полученных по примерам 1 и 2. Испытания показывают, что образцы трехслойных панелей, изготовленные по предлагаемой технологии, обладают большим (в 1,44 раза) разрушающим напряжением при сдвиге, меньщим весом (на 0,5 кг/м) и высокой плотностью структуры общивок, исключающей расслоения и деформацию; расход клеящего компаунда без снижения прочности соединения заполнителя с обшивками минимален. Формула изобретения Способ изготовления слоистой ячеистой панели, включающий пропитку стеклоткани эпоксифенольным связующим, подсущку стеклоткани до отлипа, нанесение клеевого на основе эпоксифенольного связусоставаla поверхность контакта заполнитеющеголя с об1|цивками, укладку заполнителя между обш ивками, вакуумное прессование пакета при температуре отверждения связующего, отличающийся тем, что, с целью уменьщения веса панели, увеличения разрущ1ющего напряжения при сдвиге и улучще:1ия качества соединения заполнителя с оСщивками, на пропитанную и подсущеннук при температуре 90-100°С стеклоткань укладывают один или более фильтрующих слоев из пропитанной эпоксифенольньш связующим и отвержденной на 10-30 /о стеклоткани и один контактный хой стеклоткани и собранные обшивслой с; рждают в течение 3-4 ч при темпеки отв 150-170°С и давлении 0,3ратуре0,5 кг/ Источники информации, прин1ятые во внимание при экспертизе эсудский В. Е., Крысин В. И., Лес1. Бе И. Технология изготовления сотовых ных С. иных конструкций. М., «Машиноавиацие, 1975, с. 130-134. строен
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистого материала | 1987 |
|
SU1530602A1 |
| Многослойная ячеистая панель | 1979 |
|
SU872680A1 |
| Многослойная ячеистая панель | 1979 |
|
SU829837A1 |
| Слоистая панель | 1980 |
|
SU870635A1 |
| Многослойная ячеистая панель | 1985 |
|
SU1320360A1 |
| Трехслойная панель | 1981 |
|
SU1004563A1 |
| Многослойная ячеистая панель | 1980 |
|
SU968246A1 |
| Многослойная ячеистая панель | 1980 |
|
SU903513A1 |
| Способ изготовления термостойкой сотовой трехслойной конструкции | 2021 |
|
RU2764476C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГ И СПОСОБ ИЗГОТОВЛЕНИЯ ПАНЕЛИ ИЗ ПОЛИМЕРНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2559495C1 |
