Область техники.
Заявляемая группа изобретений относится к химии и технологическим процессам, а более конкретно к термореактивным композициям эпоксидных смол и изготовлению слоистых изделий на их основе, и может быть использована в производстве трехслойных сотовых панелей из полимерных композиционных материалов (ПКМ), в частности, панелей для воздушных судов и других транспортных средств, которые состоят из композитных сот и композитных обшивок. Объектами группы изобретений являются состав связующего для препрега, способ получения такого связующего, препрег на основе заявляемого связующего и способ изготовления сотовой панели с использованием препрега.
Уровень техники.
Сотовые панели нашли широкое применение там, где требуется высокая прочность при небольшом весе. Соты и отверждаемая синтактная паста используются как легкий и прочный заполнитель во многих сотовых конструкциях. Для формования панели обычно используют два поверхностных слоя из ПКМ, называемые обшивками, которые приклеиваются к обеим сторонам легковесного сотового наполнителя.
Обшивка, которая приклеивается к торцам сотового заполнителя может быть изготовлена из широкого спектра волокнистых ПКМ различной природы и структуры армирования. Важным моментом в формовании любой сэндвич панели является то, каким образом обшивка приклеивается к сотовому заполнителю. Обычно используют адгезивные способы соединения обшивки с сотами.
Адгезивы должны прочно прикреплять обшивки к сотам, чтобы надлежащим образом распределять нагрузки от одной поверхности к другой и позволить конструкции выполнять все предусмотренные нагрузки в соответствии с используемыми при расчете прочностными параметрами. Если адгезив оказывается слабым по своим показателям, то это существенно влияет на прочность панели. Адгезив является одной из критических составных частей сэндвич-панели, в которой используется сотовый заполнитель, поскольку соты имеют относительно маленькую площадь контакта в области стыка с обшивкой.
Один из способов применения обшивки из композиционных материалов с сотовым заполнителем включает получение препрега, который состоит из волокнистого наполнителя и неотвержденной смолы. Препрег - это термин из индустрии композиционных материалов, обозначающий ткань, нетканый материал, жгуты или ровинги, которые предварительно пропитаны термореактивной смолой и которые готовы к стадии финального отверждения. Пленка адгезива или добавляется после отверждения препрега для последующего приклеивания к сотам (раздельное формование), или обеспечивается одновременное отверждение препрега и самого адгезива в сборке с сотовым заполнителем (совмещенное формование). Пленка адгезива может применяться как промежуточный слой или как интегральная часть препрега.
Используют различные приемы снижения массы сотовых сэндвич-панелей без снижения прочности конструкции. Один из применяемых способов снижения веса - это исключение отдельного адгезионного слоя. Эта задача решается путем изготовления обшивок из препрегов, которые являются самоклеющимися. Связующее, которое используется в таких самоклеющихся препрегах, должно удовлетворять двум требованиям: обеспечивать высокую прочность обшивки, в то же время, поддерживая достаточное сильное ее склеивание с сотовым заполнителем. Детально самоклеющиеся обшивки описаны в патентах EP 0927737 A1, EP 0819723 A1, US 6440257 B1 и US 6508910 B2.
Для оформления кромок панели и создания местных усилений соты на отдельных участках заполняют перед формованием т.н. синтактной пастой, представляющей собой термореактивную полимерную композицию, наполненную стеклянными микросферами. Процесс этот материалоемкий, многодельный и дорогостоящий.
Затем панели формуются (склеиваются различными методами, автоклавным, термовакуумным или прессовым). Прессовым методом изготавливают, как правило, только плоские панели с использованием предварительно изготовленных обшивок. Панели сложной пространственной формы и конфигурации изготавливают термовакуумным или автоклавным формованием, которые требуют большого расхода одноразовых вспомогательных материалов: разделительных пленок, дренажных слоев, вакуумных диафрагм, герметизирующих жгутов и т.п.
В результате анализа уровня техники в отношении заявляемой группы изобретений обнаружены следующие аналогичные технические решения.
Известен состав связующего для препрега, способ изготовления связующего, препрег и способ изготовления сотовой панели (см. RU 2460745 C2). Состав для получения связующего для препрега содержит эпоксидиановую низкомолекулярную смолу, высокомолекулярную эпоксидную смолу, бис(N,N′-диметилкарбамид)дифенилметан и растворитель - смесь алифатического спирта и ацетона в соотношении 1:2, а также эпоксиноволачную смолу и эпоксидную смолу на основе тетрабромдиана при следующем соотношении компонентов, мас.ч:
эпоксиноволачная смола 15-25
эпоксидная смола на основе тетрабромдиана 16-24
эпоксидиановая смола низкомолекулярная 10-20
высокомолекулярная эпоксидная смола 3-6
бис(N,N′-диметилкарбамид)дифенилметан 3-5
растворитель 0-50
Способ получения связующего для препрегов осуществляется путем смешения компонентов связующего с предварительным диспергированием бис(N,N′-диметилкарбамида) в части низкомолекулярной эпоксидиановой смолы, причем высокомолекулярную эпоксидную смолу сначала сплавляют с оставшейся частью низкомолекулярной эпоксидиановой смолы, эпоксиноволачной смолой, эпоксидиановой смолой на основе тетрабромдиана при температуре 130-150°C, а затем при температуре 50-70°C совмещают с полученной дисперсией с возможным добавлением необходимого количества растворителя.
Препрег получен на основе эпоксидного связующего и волокнистого наполнителя в виде стеклянных, углеродных, органических жгутов лент, тканей и/или сочетаний на их основе, при этом в качестве связующего используют состав по п.1 при следующем соотношении компонентов, мас.%:
Эпоксидное связующее 8-45
Волокнистый наполнитель 5-72
В качестве волокнистого наполнителя используется стеклоткань сатинового плетения 8/3 из высокомодульного алюмагнийсиликатного волокна.
Трехслойную панель изготавливают из среднего слоя полимерсотопласта и обшивок из полимерного композиционного материала, при этом обшивки выполняют из препрега по независимому пункту на препрег. В процессе сборки панели перед формованием отдельные участки и кромки полимерсотопласта заполняются синтактной пастой, которая затем подвергается отверждению в составе панели.
Используемое по данному патенту связующее для препрегов при изготовлении сотовых панелей характеризуется недостаточной теплостойкостью (температура стеклования связующего больше температуры отверждения). Полученные с использованием такого связующего панели невозможно извлечь из пресс-формы в горячем состоянии из-за угрозы деформации панели.
Известен состав связующего для препрегов, способ изготовления связующего и препрег на основе связующего (см. патент RU 2470047 C2).
Связующее включает эпокситрифенольную смолу - триглицидиловый эфир 1,1,3-три(оксифенил)пропан, низкомолекулярную эпоксидиановую смолу и отвердитель. В качестве отвердителя связующее содержит продукт взаимодействия диглицидилового эфира диэтиленгликоля и комплекса трехфтористого бора с бензиламином в отношении 2,5:1 и дополнительно - термопластичный сложный полиэфир с молекулярной массой ~30000 при следующем соотношении компонентов мас.ч.:
Способ получения связующего осуществляется путем смешения компонентов, указанных в пункте 1 формулы патента, причем сначала получают продукт взаимодействия диглицидилового эфира диэтиленгликоля и комплекса трехфтористого бора с бензиламином путем постепенного введения комплекса в нагретую до 50-55°C смолу в соотношении 1:2,5 в течение 1 ч и последующего перемешивания в течение 1 ч, затем вводят полученный продукт в предварительно приготовленный расплав эпоксидных смол в смеси со сложным полиэфиром. В патенте имеется информация об изготовлении и применении препрега на основе указанного связующего.
Данное связующее придает длительную жизнеспособность и технологичность препрегу, однако, невысокое содержание сложного полиэфира не дает хорошего склеивания с сотами. Процесс отверждения такого связующего является высокотемпературным и длительным.
Известно изготовление сотовой панели с закрытыми торцами, применяемой для изготовления различных перегородок, используемых для обшивки салонов самолетов, и представляющей собой материал со слоями обшивки верхним и нижнем и сотовым наполнителем. Верхний и нижний слои выполняют из материала Органит 7ТЛ-Б(0)-2-Ш. Между ним и сотами укладывают клеевую пленку ВК-46, а торцы панели заполняют пастой ВПЗ-1-55 для предотвращения попадания влаги в сотовый наполнитель (см. патент RU 2250830 C2). Недостатком данного способа является использование раздельного формования обшивок и склеивания их с сотовым заполнителем, при этом используемые материалы ограничены Органитом 7ТЛ-Б(0)-2Ш и клеем ВК-46. Такие панели имеют ограниченный круг применения, чрезвычайно дорогостоящи из-за применения вышеуказанных материалов. При этом можно получать только плоские сотовые панели, требующие заделку торцов синтактной пастой типа ВПЗ. Способ изготовления многоцикловый, трудоемкий энерго- и материало-затратный. В целом производство таких панелей нерентабельно, а применение ограничено.
В качестве ближайшего аналога к заявляемой группе изобретений принято техническое решение по патенту RU 2176255 C1. Из указанного патента известны состав связующего для препрегов, способ изготовления связующего, препрег и способ изготовления сотовой панели. Связующее для препрегов включает эпокситрифенольную смолу - триглицидиловый эфир 1,1,3-три(оксифенил)пропан, низкомолекулярную эпоксидиановую смолу, высокомолекулярную эпоксидиановую смолу, отвердители - дициандиамид и бис(N,N′-диметилкарбамид)дифенилметан и при необходимости растворители - смесь алифатического спирта и ацетона.
Связующее получают путем смешения компонентов, причем сначала смешивают отвердители, измельчают из до тонкодисперсного состояния и вводят в низкомолекулярную эпоксидиановую смолу, после чего полученную смесь перетирают и совмещают с предварительно приготовленным расплавом эпоксидных смол с использованием при необходимости растворителя.
Препрег получают на основе эпоксидного связующего и волокнистого наполнителя, при следующем соотношении компонентов препрега, мас.%:
Эпоксидное связующее - 30-42
Волокнистый наполнитель - 58-70.
В качестве волокнистого наполнителя используются стеклянные, углеродные, органические жгуты, ленты, ткани и нити, а также их сочетания.
Раскрывается также получение изделия путем формования препрегов.
Препреги, полученные на основе указанного связующего, обладают хорошей драпируемостью, однако высокая температура и высокая продолжительность отверждения и сравнительно невысокая прочность склеивания с сотами не позволяют использовать его, например, при изготовлении панелей сложной пространственной формы методом прямого прессования.
Задачей данного изобретения является разработка состава связующего и препрегов на его основе, обладающих совокупностью быстроотверждаемого и самоклеющегося свойств, для изготовления методом прямого прессования легких сотовых панелей сложной пространственной формы, имеющих короткий цикл формования.
Технической результат, достигаемый при использовании изобретения заключается в сокращении технологического цикла изготовления сотовых панелей сложной пространственной конфигурации, снижение энергоемкости, трудоемкости и материалоемкости процесса, при одновременном повышении качества получаемых изделий.
Для достижения указанного технического результата предлагается состав для получения связующего для препрегов, включающий высокомолекулярную эпоксидиановую смолу сложную, полиэфирную смолу - сополимер диметилтерефталата с этиленгликолем и диэтиленгликолем, азотсодержащую эпоксидную смолу - продукт конденсации парааминофенола и эпихлоргидрина, дициандиамид в качестве отвердителя, а также 2-метилимидазол при следующем соотношении компонентов в составе в масс.ч.:
Предлагаемый способ получения связующего для препрегов заключается в том, что смешивают компоненты состава связующего по независимому п.1 формулы изобретения, при этом предварительно диспергируют дициандиамид и 2-метилимидазола с частью азотсодержащей эпоксидной смолы при температуре 40-45°C, а высокомолекулярную эпоксидиановую смолу сначала сплавляют с оставшейся частью азотсодержащей эпоксидной смолы и сложной полиэфирной смолою при температуре 115-125°C, и затем, при температуре 45-55°C, совмещают полученный расплав с дисперсией, подготовленной при предварительном диспергировании.
Объектом группы изобретений является также препрег, полученный на основе связующего и волокнистого наполнителя при этом в качестве волокнистого наполнителя использованы стеклянные: жгуты или ленты, или ткани, или нити, или их сочетания, а в качестве связующего использовано связующее на основе состава по независимому п.1 формулы изобретения.
В препреге волокнистый наполнитель и связующее использованы, преимущественно, при следующем соотношении, мас.%:
Связующее - 35-45
Волокнистый наполнитель - 55-65.
В качестве наполнителя в препреге, предпочтительно, используется легковесная конструкционная стеклоткань сатинового плетения на основе полых стеклянных волокон.
Предлагается также способ изготовления сотовой панели в виде пакета из среднего слоя сотового заполнителя и наружных обшивок из препрега, пропитанного связующим. Для изготовления панели используют препрег по независимому п.3 формулы изобретения. Предварительно собранный пакет из верхних и нижних обшивок препрега с размещенным между ними сотовым заполнителем подвергают горячему прессованию при температуре 120-150°C в течение 15-45 минут.
Одновременное использование азотсодержащей эпоксидной смолы (смола УП-610), имеющей повышенную реакционную способность, и ускорителя отверждения эпоксидных смол дициандиамида - 2-метилимидазола позволяет в короткий промежуток времени при сравнительно невысокой температуре получить полимер и композит с высокими физико-механическими свойствами.
Сравнительно невысокая температуры приготовления дисперсии и совмещения ее с расплавом связана с высокой активностью азотсодержащей эпоксидной смолы (УП-610) и 2-метилимидазола.
Осуществление изобретения.
1. Согласно изобретению в качестве компонентов эпоксидного самоклеящегося связующего используются:
- высокомолекулярные эпоксидиановые смолы ЭД-8, ЭД-10 продукты на основе эпихлоргидрина и дифенилолпропана, изготавливаемые по ГОСТ 10587-84 ЗАО «Химэкс Лимитед» и другими химическими компаниями;
- азотсодержащая высокомолекулярная эпоксидная смола, продукт конденсации параминофенола и эпихлоргидрина, под маркой УП-610, изготавливаемая по ТУ 2225-606-11131395-2003 ЗАО «Химэкс Лимитед»;
- сложная полиэфирная смола ТФ-82, продукт на основе диметилтерефталата (ГОСТ 11363-80), этиленгликоля (ГОСТ 19710-74) и диэтиленгликоля (ГОСТ 10136-77), изготавливаемая по ТУ 6-05-1654-84 ОАО НИИПМ (Институт пластмасс);
- дициандиамид, изготавливаемый по ГОСТ 6988-73 ЗАО «Химэкс Лимитед» и другими химическими компаниями;
- 2-метилимидазол - импортный.
2. Приготовление связующего осуществляют в смесителях механического перемешивания с двумя мешалками: быстроходной зубчатой (диспергатор) и тихоходной (рамной). Смеситель должен быть оснащен: рубашкой обогрева и системой вакуумирования, например СПЕМП-2/0,03-ВК-Р70 производства ООО НПП «Диспод».
3. Получение препрега осуществляют из тканей, лент на пропиточных машинах, например, УОЛ-300 производства ОАО САВМА или УПГМ-700 производства ОАО НИАТ.
4. Для изготовления препрега преимущественно используется стеклоткань сатинового плетения 8/3 из полого алюмоборосиликатного волокна марки ЕСП11-18х1х2. Стеклоткань под маркой Т-15П-76 или Т-45П-76 выпускается ПО «Стекловолокно» г. Полоцк.
5. Средний слой трехслойной панели изготавливается из полимерсотопласта средней (60-100 кг/м3) или высокой (120-150 кг/м3) плотности отечественного или зарубежного производства, например, ПСП-1-2,0-96 производства ОНПП «Технология» г. Обнинск.
Формование трехслойных панелей осуществляется в гидравлическом прессе с пресс-формой обогреваемой термальным маслом.
ПРИМЕР
В смесителе с быстроходной зубчатой и тихоходной рамной мешалкой диспергируют дициандиамид и 2-метилимидазол в 1/3 части эпоксидной смолы УП-610 до тонкодисперсного состояния. Процесс производят под вакуумом 0,6±0,1 кгс/см2 и температуре 40-45°C в течение 60±30 мин. Полученный продукт разливают в полиэтиленовые банки с широкой крышкой и хранят при комнатной температуре в течение не более 5-и суток или в холодильной камере до 1 года.
В аналогичный смеситель, загружают эпоксидиановую смолу ЭД-10, оставшуюся часть эпоксидной смолы УП-610, нагревают при перемешивании до 115-125°C, порциями добавляют полиэфирную смолу ТФ-82 и перемешивают в течение 1-2 часов. Полученный расплав охлаждают до температуры 50°C, добавляют полученную ранее дисперсию после чего производят перемешивание компонентов в течение 60±30 мин. при температуре 45-55°C.
Ниже приведены примеры получения связующего с использованием конкретных режимов на стадиях его изготовления.
Пример 1.
В смесителе с быстроходной зубчатой и тихоходной рамной мешалкой диспергируют дициандиамид и 2-метилимидазол в 1/3 части эпоксидной смолы УП-610 до тонкодисперсного состояния. Процесс производят под вакуумом 0,5 кгс/см2 и температуре 40°C в течение 90 мин. Полученный продукт разливают в полиэтиленовые банки с широкой крышкой и хранят при комнатной температуре в течение не более 5-и суток или в холодильной камере до 1 года.
В аналогичный смеситель, загружают эпоксидиановую смолу ЭД-10, оставшуюся часть эпоксидной смолы УП-610, нагревают при перемешивании до 115°C, порциями добавляют полиэфирную смолу ТФ-82 и перемешивают в течение 2 часов. Полученный расплав охлаждают до температуры 50°C, добавляют полученную ранее дисперсию после чего производят перемешивание компонентов в течение 30 мин. при температуре 55°C.
Пример 2
В смесителе с быстроходной зубчатой и тихоходной рамной мешалкой диспергируют дициандиамид и 2-метилимидазол в 1/3 части эпоксидной смолы УП-610 до тонко дисперсного состояния. Процесс производят под вакуумом 0,7 кгс/см2 и температуре 45°C в течение 30 мин. Полученный продукт разливают в полиэтиленовые банки с широкой крышкой и хранят при комнатной температуре в течение не более 5-и суток или в холодильной камере до 1 года.
В аналогичный смеситель, загружают эпоксидиановую смолу ЭД-10, оставшуюся часть эпоксидной смолы УП-610, нагревают при перемешивании до 125°C, порциями добавляют полиэфирную смолу ТФ-82 и перемешивают в течение 1 часа. Полученный расплав охлаждают до температуры 50°C, добавляют полученную ранее дисперсию после чего производят перемешивание компонентов в течение 90 мин. при температуре 45°C.
Пример 3
В смесителе с быстроходной зубчатой и тихоходной рамной мешалкой диспергируют дициандиамид и 2-метилимидазол в 1/3 части эпоксидной смолы УП-610 до тонкодисперсного состояния. Процесс производят под вакуумом 0,6 кгс/см2 и температуре 43°C в течение 65 мин. Полученный продукт разливают в полиэтиленовые банки с широкой крышкой и хранят при комнатной температуре в течение не более 5-и суток или в холодильной камере до 1 года.
В аналогичный смеситель, загружают эпоксидиановую смолу ЭД-10, оставшуюся часть эпоксидной смолы УП-610, нагревают при перемешивании до 120°C, порциями добавляют полиэфирную смолу ТФ-82 и перемешивают в течение 1,5 часа. Полученный расплав охлаждают до температуры 50°C, добавляют полученную ранее дисперсию после чего производят перемешивание компонентов в течение 60 мин. при температуре 50°C.
Полученное по любому из примеров 1-3 связующее охлаждают до комнатной температуры и разливают в плотно закрываемые полипропиленовые ведра. Хранят полученное связующее при комнатной температуре и не более 10 дней или в холодильной камере при температуре не выше -8°C в течение года.
По описанной технологии изготовлены 4 типа связующих с соотношением компонентов, приведенном в таблице 1,
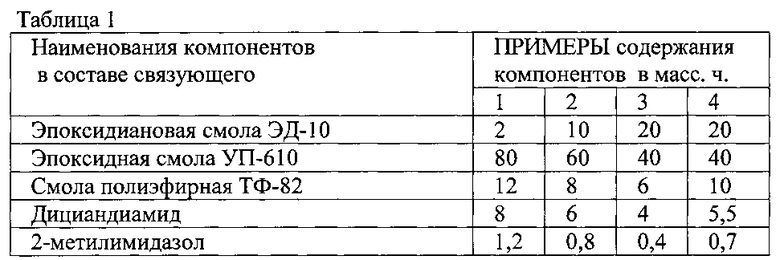
Этим связующим пропитана стеклоткань Т-45П-76 с содержанием связующего 36-39% масс.
Полученным расплавом предлагаемого связующего пропитывают тканый волокнистый наполнитель с использованием установок каландрового типа при температуры не выше 60°C.
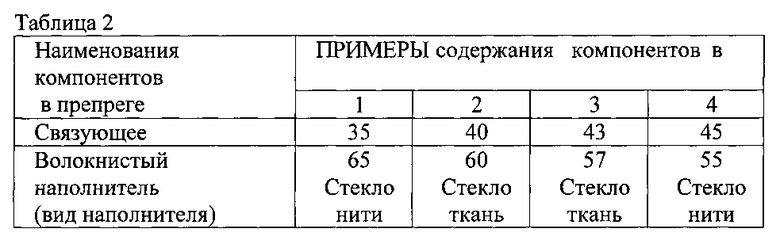
Волокнистый наполнитель и связующее используют в препреге при следующем соотношении, мас. %:
Связующее - 35-45
Волокнистый наполнитель - 55-65
В таблице 2 приведены 4 типа препрега с соотношением компонентов
Полученные препреги сохраняют свои реокинетические свойства, т.е. жизнеспособность к дальнейшей переработке при температуре не выше +25°C не менее 10 дней и при температуре не выше -8°C - не менее 1 года.
Полученные препреги используют при изготовлении сотовых панелей методом прямого горячего прессования. На раскроечном столе выкладывают из препрега нижнюю обшивку, поверх обшивки укладывают сотовый заполнитель, разрезанный на листы заданной высоты, поверх сотового заполнителя укладывается верхняя обшивка.
Собранный таким образом пакет помещается в обогреваемую пресс-форму гидравлического пресса. Подается давление формования из расчета от 2-х до 4-х кгс на см2 формуемой панели. Отверждение под давлением проводится при температуре от 120°C до 150°C в течение от 15 до 45 минут. Не охлаждая готовые панели извлекают из пресс-формы.
Ниже приведены примеры получения сотовой панели с использованием конкретных режимов ее изготовления.
Пример 1.
Собранный на раскроечном столе пакет помещается в обогреваемую пресс-форму гидравлического пресса. Подается давление формования из расчета от 2-х до 4-х кгс на см2 формуемой панели. Отверждение под давлением проводится при температуре 120°C в течение 45 минут. Не охлаждая, готовые панели извлекают из пресс-формы.
Пример 2.
Собранный на раскроечном столе пакет помещается в обогреваемую пресс-форму гидравлического пресса. Подается давление формования из расчета от 2-х до 4-х кгс на см2 формуемой панели. Отверждение под давлением проводится при температуре 130°C в течение 30 минут. Не охлаждая, готовые панели извлекают из пресс-формы.
Пример 3.
Собранный на раскроечном столе пакет помещается в обогреваемую пресс-форму гидравлического пресса. Подается давление формования из расчета от 2-х до 4-х кгс на см2 формуемой панели. Отверждение под давлением проводится при температуре 140°C в течение 20 минут. Не охлаждая, готовые панели извлекают из пресс-формы.
Пример 4.
Собранный на раскроечном столе пакет помещается в обогреваемую пресс-форму гидравлического пресса. Подается давление формования из расчета от 2-х до 4-х кгс на см2 формуемой панели. Отверждение под давлением проводится при температуре 150°C в течение 15 минут. Не охлаждая, готовые панели извлекают из пресс-сформы.
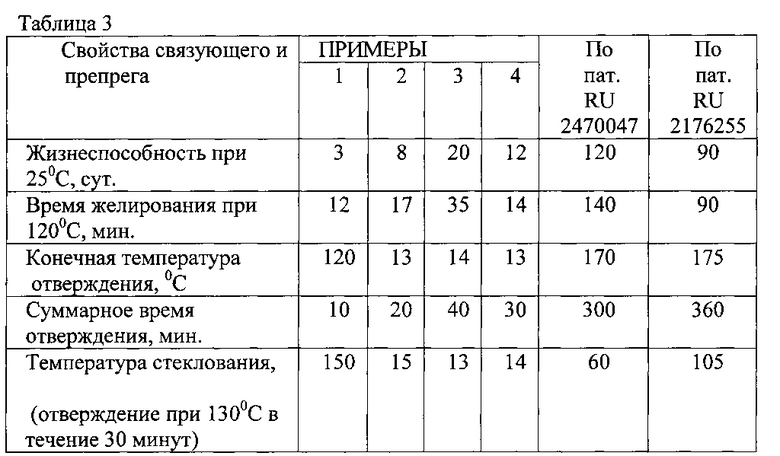
Связующее и препреги по примерам 1-4 (Таблицы 1 и 2), а также образцы связующего и препрега по рецептуре аналога по патенту RU 2470047 и ближайшего аналога по патенту RU 2176255 испытаны по следующим значимым для заявленного способа изготовления сотовой панели по данному изобретению, параметрам:
- время желирования при 120°C в минутах на полимеризационной плитке (по ГОСТ 28593-90);
- жизнеспособность препрега (пригодность к использованию сотовых панелей методом горячего прессования) - методом экстраполяции в Аррениусовых координатах результатов времени желирования при высоких температурах на низкие температуры;
- конечная температура отверждения по кривой ДСК (дифференциальная сканирующая калориметрия);
- суммарное время отверждения - для примеров 1-4 методом ДМА (динамический механический анализ) по достижении температуры стеклования полимера превышающей температуру отверждения (выема панели из пресс-формы) более чем на 10°C, для указанных аналога и ближайшего аналога по рекомендованному в патенте режиму;
- температура стеклования по тангенсу угла механических потерь, определенному методом ДМА для образцов, отвержденных при 130°C в течение 30 минут.
Результаты испытаний приведены в таблице 3.
16
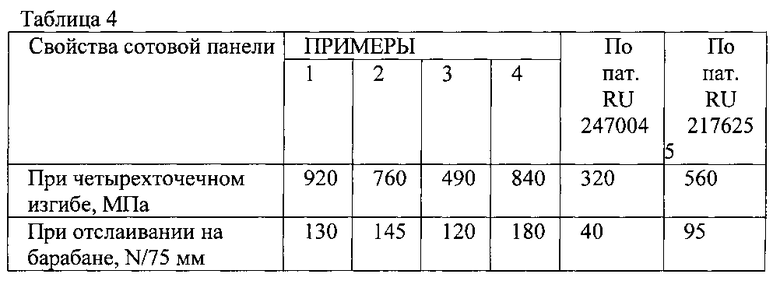
Из полученной пропиткой стеклоткани Т-45П-76 связующими по примерам 1-4, а также по рецептуре указанного аналога по патенту RU 2470047 и ближайшего аналога по патенту RU 2176255 изготовлены сотовые панели с двухслойными обшивками и сотопластом ПСП-1-2, 0-96 высотой 10 мм. Формование производилось в гидравлическом прессе с обогреваемыми плитами при температуре 130°C и давлении 2 кг/см2 с выдержкой в течение 30 минут. Из полученных сотовых панелей вырезаны образцы и испытаны:
- на четырехточечный изгиб по ОСТ 1 90265-78;
- на отслаивание обшивки на барабане по ОСТ 1 90196-75. Результаты испытаний приведены в таблице 4.
Благодаря введению в состав связующего смолы УП-610, обладающей высокой активностью, достигается мягкий и быстрый процесс его отверждения. Использование в качестве ускорителя отверждения дициандиамида - 2-метилимидазола существенно снижает температуру начала полимеризации, сохраняя в то же время латентный характер процесса, и тем самым обеспечивая достаточно хорошую жизнеспособность препрега на основе предложенного связующего. Многофункциональная теплостойкая смола УП-610 в сочетании с дициандиамидом при коротком цикле отверждения обеспечивают температуру стеклования достаточную для извлечения изделия из пресс-формы без предварительного охлаждения.
Благодаря применению повышенного содержания полиэфирной смолы ТФ-82 обеспечивается высокая прочность склеивания обшивок с сотовым заполнителем, а сравнительно невысокая температура ее совмещения со смолой УП-610 не нарушает чувствительной к высоким температурам структуры последней.
Регулированием соотношения легкоплавкой твердой эпоксидиановой смолы ЭД-10 (ЭД-8) и сравнительно тугоплавкой полиэфирной смолы ТФ-82 достигается хорошая «драпируемость» препрега и деформация его при формовании панелей сложной пространственной формы с одновременным оформлением торцов изделия путем смятия сотового заполнителя и монолитизации кромок изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| ТЕРМОПЛАВКОЕ СВЯЗУЮЩЕЕ, СПОСОБ ПОЛУЧЕНИЯ ЕГО, ПРЕПРЕГ И СОТОВАЯ ПАНЕЛЬ, ВЫПОЛНЕННЫЕ НА ЕГО ОСНОВЕ | 2011 |
|
RU2486217C1 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| ЭПОКСИДНОЕ СВЯЗУЮЩЕЕ, ПРЕПРЕГ НА ЕГО ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2017 |
|
RU2655805C1 |
| ПРЕПРЕГ НА ОСНОВЕ КЛЕЕВОГО СВЯЗУЮЩЕГО ПОНИЖЕННОЙ ГОРЮЧЕСТИ И СТЕКЛОПЛАСТИК, УГЛЕПЛАСТИК НА ЕГО ОСНОВЕ | 2018 |
|
RU2676634C1 |
| Эпоксидное связующее, препрег и изделие, выполненное из них | 2022 |
|
RU2797591C1 |
| ЭПОКСИДНАЯ КЛЕЕВАЯ КОМПОЗИЦИЯ, ПРЕПРЕГ НА ЕЕ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2003 |
|
RU2230764C1 |
| ПРЕПРЕГ | 2018 |
|
RU2687926C1 |
| ПОЛИЦИАНУРАТНАЯ КОМПОЗИЦИЯ, ПРЕПРЕГ НА ЕЕ ОСНОВЕ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2013 |
|
RU2535494C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ, ВЫПОЛНЕННОЕ ИЗ НЕГО | 2004 |
|
RU2263690C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470047C2 |
Группа изобретений относится к термореактивным композициям эпоксидных смол для препрегов, изготовлению слоистых изделий на их основе и может быть использована в производстве трехслойных сотовых панелей из полимерных композиционных материалов, в частности панелей для воздушных судов. Состав для получения связующего для препрегов включает, мас.ч.: высокомолекулярную эпоксидиановую смолу (2-20), дициандиамид в качестве отвердителя (4-8), а также 2-метилимидазол (0,4-1,2), азотсодержащую эпоксидную смолу - продукт конденсации парааминофенола и эпихлоргидрина (40-80), сложную полиэфирную смолу - сополимер диметилтерефталата с этиленгликолем и диэтиленгликолем (6-12). При получении связующего предварительно диспергируют дициандиамид и 2-метилимидазол с частью азотсодержащей эпоксидной смолы при температуре 40-45°C. Высокомолекулярную эпоксидиановую смолу сначала сплавляют с оставшейся частью азотсодержащей эпоксидной смолы и сложной полиэфирной смолою при температуре 115-125°C, а затем при температуре 45-55°C. Совмещают полученный расплав с дисперсией, подготовленной при предварительном диспергировании. Препрег, полученный на основе связующего, включает 55-65 мас.% волокнистого наполнителя и 35-45 мас.% связующего. Сотовую панель изготавливают в виде пакета из среднего слоя сотового заполнителя и наружных обшивок из указанного препрега. 4 н. и 2 з.п. ф-лы, 4 табл., 4 пр.
1. Состав для получения связующего для препрегов, включающий высокомолекулярную эпоксидиановую смолу, дициандиамид в качестве отвердителя, отличающийся тем, что он дополнительно содержит азотсодержащую эпоксидную смолу - продукт конденсации парааминофенола и эпихлоргидрина, сложную полиэфирную смолу - сополимер диметилтерефталата с этиленгликолем и диэтиленгликолем, а также 2-метилимидазол при следующем соотношении компонентов, мас.ч.:
2. Способ получения связующего для препрегов путем смешения компонентов связующего, отличающийся тем, что смешивают компоненты состава связующего по п.1, при этом предварительно диспергируют дициандиамид и 2-метилимидазола с частью азотсодержащей эпоксидной смолы при температуре 40-45°C, а высокомолекулярную эпоксидиановую смолу сначала сплавляют с оставшейся частью азотсодержащей эпоксидной смолы и сложной полиэфирной смолою при температуре 115-125°C, и затем при температуре 45-55°C совмещают полученный расплав с дисперсией, подготовленной при предварительном диспергировании.
3. Препрег, полученный на основе связующего и волокнистого наполнителя, отличающийся тем, что в качестве волокнистого наполнителя использованы стеклянные: жгуты или ленты, или ткани, или нити, или их сочетания, а в качестве связующего использовано связующее на основе состава по п.1.
4. Препрег по п.3, отличающийся тем, что волокнистый наполнитель и связующее использованы при следующем соотношении, мас.%:
5. Препрег по п.3, отличающийся тем, что в качестве наполнителя использована легковесная конструкционная стеклоткань сатинового плетения на основе полых стеклянных волокон.
6. Способ изготовления сотовой панели в виде пакета из среднего слоя сотового заполнителя и наружных обшивок из препрега, пропитанного связующим, отличающийся тем, что используют препрег по п.3, а предварительно собранный пакет из верхних и нижних слоев препрега с размещенным между ними сотовым заполнителем подвергают горячему прессованию при температуре 120-150°C в течение 15-45 минут.
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, СПОСОБ ПОЛУЧЕНИЯ СВЯЗУЮЩЕГО ДЛЯ ПРЕПРЕГОВ, ПРЕПРЕГ И ИЗДЕЛИЕ | 2000 |
|
RU2176255C1 |
| СВЯЗУЮЩЕЕ ДЛЯ ПРЕПРЕГОВ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2011 |
|
RU2470047C2 |
| СОСТАВ И СПОСОБ ИЗГОТОВЛЕНИЯ СВЯЗУЮЩЕГО, ПРЕПРЕГА И СОТОВОЙ ПАНЕЛИ | 2010 |
|
RU2460745C2 |
| ЭПОКСИДНЫЕ СМОЛЫ, УПРОЧНЕННЫЕ АМФИФИЛЬНЫМИ БЛОК-СОПОЛИМЕРАМИ, И ЭЛЕКТРОИЗОЛЯЦИОННЫЕ ЛАМИНАТЫ, ВЫПОЛНЕННЫЕ С НИМИ | 2005 |
|
RU2395545C2 |
| US 20110189432 A1 04.08.2011; | |||
| Устройство для рентгеновского контроля сварных швов металлоконструкций | 1988 |
|
SU1731553A1 |
| EP 1995271 A1 26.11.2008; | |||
| EP 2055728 A1 06.05.2009 | |||

