Предлагаемое устройство для образования основы валеной обуви отличается от известных тем, что для загрузки в два приема каждой из форм применен соединенный через циклон с чесальной машиной волокнопровод с двумя загрузочными рукавами, монтированный на непрерывно вращающейся карусели, контролирующей при поворачивании работу индивидуальных электродвигателей привода исполнительных механизмов устройства.
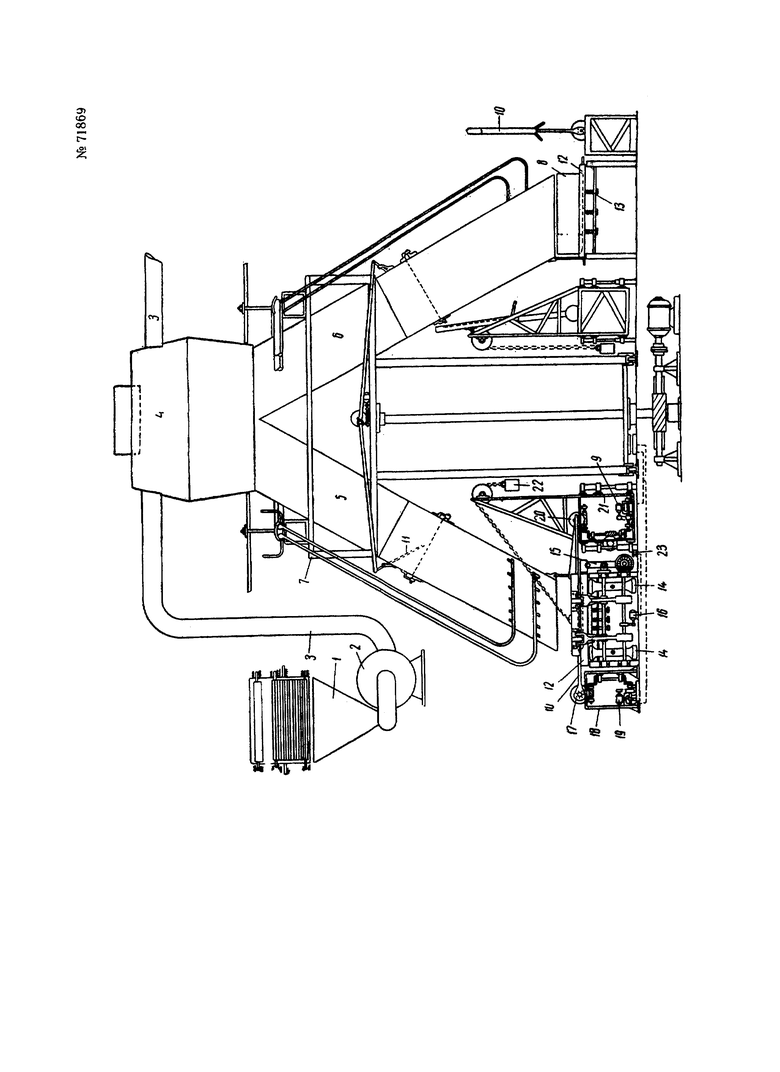
На чертеже изображен вид устройства спереди в примерной форме его выполнения.
Диффузор 1 принимает шерсть непосредственно от чесальных машин. Шерсть через вентилятор 2 направляется по волокноотводу 3 в циклон 4.
Питание форм шерстью из циклона. 4 осуществляется двумя загрузочными рукавами 5 и 6.
Рукава 5 и 6 монтированы на непрерывно вращающейся карусели 7 друг против друга с таким расчетом, чтобы один рукав наполнял форму 8 шерстью в количестве, равном половине основы чулка валеной обуви, а другой рукав дополнял форму после того, как первую половину шерсти накроет и прижмет фильцующая плита 10.
Внутри рукавов 5 и 6 монтируются дроссели 11, распределяющие настил шерсти в формы 8. Дроссели преграждают падение шерсти в места, где настил требуется тоньше, и допускают свободное падение ее в места, где настил требуется толще.
В целях более интенсивного процесса свойлачивания, шерсть во время прохождения по рукаву подогревается и увлажняется паром и по мере надобности опрыскивается валочным раствором.
Фильцующая плита 10 производит непрерывное автоматическое образование основы чулка валеной обуви и ее окончательное уплотнение - свойлачивание.
Нижняя половина 12 формы 5 имеет вид прямоугольной пустотелой плиты с углублением на половину формы основы чулка валеной обуви. Рабочая поверхность формы изготовляется рифленой. Внутрь формы подводится пар. По контуру основы чулка в форме вырезается, паз, через который под действием пружин 13 выдвигается металлический футляр, имеющий форму основы чулка валеной обуви, но по высоте больше высоты настила одной половины основы.
Нижняя половина формы устанавливается на четырех качающихся стойках 14, стянутых попарно между собой связями, и получает поступательно-возвратное движение во время свойлачивания от рычагов 15 через эксцентрики и пару конических шестерен от электродвигателя 16.
Фильцующая плита 10 изготовляется из металла и имеет форму основы чулка валеной обуви. На поверхности ее нанесены мелкие рифли. Внутрь плиты 10 впускается пар. Плита монтируется вместе с червячной шестерней 17 на тумбе 18. Электродвигатель 19 сообщает движение плите 10 в направлении к нижней форме, когда в ней произведен настил шерсти первой половины основы. Плита, накрывая шерсть, придавливает ее к нижней форме. В это время электродвигатель 19 выключается и остается в таком положении до тех пор, пока произойдет настил второй половины основы и пока окончательно уплотнится основа чулка. После этого электродвигатель 19 включается на обратный ход, и плита 10 возвращается с уплотненным чулком к рабочему месту, где чулок снимается. Для облегчения снятия чулка плита 10 имеет разъемный носок.
Верхняя половина формы 8 изготовляется металлической и обогреваемой. Она имеет вид прямоугольной пустотелой плиты с углублением на половину формы основы - чулка валеной обуви. Углубленная рабочая поверхность изготовляется рифленой. Верхняя половина формы монтируется вместе с червячной шестерней 20 на тумбе 21. Червячная шестерня 20 сообщает ей движение в направлении к нижней половине формы. Верхняя половина формы во время опуска поддерживается цепью с грузом 22. Когда верхняя половина формы приходит в горизонтальное положение, происходит спуск всей тумбы 21. Верхняя половина придавливает шерсть и опускает форму 8 вниз, преодолевая действие пружин 13, поддерживающих форму во время заполнения шерстью, и тем самым производит замыкающее действие половины основы - чулка валеной обуви в разъемных формах.
Верхняя половина формы получает возвратно-поступательное движение во время свойлачивания от электродвигателя 9.
Движение верхней половины формы перпендикулярно движению нижней половины формы и происходит тогда, когда тумба, опустившись, включит контакт 23.
Индивидуальные электродвигатели привода исполнительных механизмов устройства контролируются каруселью, осуществляющей управление соответствующими контактами.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления основы валеной обуви | 1938 |
|
SU55813A1 |
| Устройство для изготовления основ валяных сапог | 1939 |
|
SU57388A1 |
| Станок для изготовления основы валеной и фетровой обуви | 1929 |
|
SU20811A1 |
| ПРИСПОСОБЛЕНИЕ ДЛЯ НАСТИЛКИ ВАЛЕНОГО САПОГА | 1931 |
|
SU36021A1 |
| Приспособление для настилки валеного сапога | 1929 |
|
SU24996A1 |
| Мотовило конической формы с переменным периметром | 1934 |
|
SU44024A1 |
| СТАНОК ДЛЯ СТИРКИ ВАЛЕНЫХ САПОГ | 1928 |
|
SU20582A1 |
| Станок для предварительного растяжения валяной обуви перед насадкой ее на составные колодки | 1945 |
|
SU91955A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВАЛЯНОЙ ОБУВИ | 2000 |
|
RU2170786C1 |
| ПРИСПОСОБЛЕНИЕ К ЧЕСАЛЬНЫМ МАШИНАМ ДЛЯ НАСТИЛА ПОЛОК ОСНОВЫ ВАЛЕНОГО САПОГА | 1928 |
|
SU22269A1 |
Устройство для образования основы валеной обуви в разъемных формах, снабженное закладными в форме фильцующими плитами, отличающееся тем, что для загрузки в два приема каждой из форм применен соединенный через циклон с чесальной машиной волокнопровод с двумя загрузочными рукавами, монтированный на непрерывно вращающейся карусели, контролирующей при поворачивании работу индивидуальных электродвигателей привода исполнительных механизмов устройства.
