(54) РЕЗЬБОВОЕ СОЕДИНЕНИЕ С НАТЯГОМ
| название | год | авторы | номер документа |
|---|---|---|---|
| ВИБРОИЗОЛЯТОР БОЛЬШОЙ ГРУЗОПОДЪЕМНОСТИ УСОВЕРШЕНСТВОВАННЫЙ (ВБГУ) И СПОСОБ ЕГО СБОРКИ | 2012 |
|
RU2540359C2 |
| КРЕПЕЖНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2485363C1 |
| Стопорное резьбовое соединение, в том числе для групповых соединений | 2024 |
|
RU2820745C1 |
| ТВЕРДОМЕР | 2014 |
|
RU2550375C1 |
| Резьбовое соединение деталей | 1979 |
|
SU830025A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743320C1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2021 |
|
RU2755107C1 |
| Датчик давления | 1990 |
|
SU1795313A1 |
| Крепежный элемент стопорного резьбового соединения и стопорное резьбовое соединение с его использованием | 2020 |
|
RU2743635C1 |
| Способ затяжки резьбовых соединений и устройство для его осуществления | 1984 |
|
SU1268979A1 |
1
Изобретение относится к машиностроению и может быть использовано в напряженных, высоконагруженных резьбовых соединениях с натягом.
Известно напряженное резьбовое соединение, содержащее пакет деталей, резьбовой стержень, гайку и устройство для создания натяга, выполненное в виде встроенного гидроцилиндра с поршнем, взаимодействующим со стержнем через дополнительную гайку 1.
Недостатки этого устройства заключаются в его значительной сложности, трудоемкости, большой металлоемкости и габаритах, а также в необходимости подключения к гидросистеме.
Известно также напряженное резьбовое соединение, содержащее стягиваемый пакет деталей, резьбовой стержень, сопряженные торцами по коническим поверхностям гайку и шайбу и также нагревательный элемент, взаимодейстЁующий со стержнем 2.
Такое устройство является наиболее близким техническим решением к изобретению.
Недостатки этого известного устройства обусловлены тем, что при удлинении резьбового стержня путем его нагрева требуется затрата значительного количества энергии и времени на нагрев, так как значительное количество тепла рассеивается из-за большой поверхности теплоотдачи резьбового стержня, особенно при большо.м диаметре резьбы и большой длине резьбового стержня. Кроме того, в резьбовом стержне вдоль его оси выполняют центральное отверстие для установки нагревателей или для подачи теплоносителя. Это отверстие ослабляет сечение резьбового стержня, т. е. уменьшает прочность резьбового соединения.
Цель изобретения - повышение эффективности и производительности монтажа путем изменения размеров шайбы.
Поставленная цель достигается тем, что торцовая коническая поверхность гайки со стороны меньшего основания конуса выполнена дальше от его вершины, чем опорный торец шайбы на величину, превышающую величину требуемого для получения заданного, превьииаюшую натяг удлинения резьбового стержня, при этом угол конусности сопряженных поверхностей гайки и шайбы превышает двойной угол зрения, а шайба
выполнена из материала с большим чем у гайки температурным коэффициентом объемного расширения, а также тем, что одна из сопряженных поверхностей гайки выполнена с канавками.
При этом нагревательный элемент может быть выполнен в виде электрических сопротивлений, установленных в предусмотренных в шайбе отверстиях в виде внешнего кольцевого индуктора или внешней обоймы для горячего теплоносителя, а сопряженные конические поверхности гайки и шайбы могут быть выполнены с канавками, уменьшающими контактную теплопередачу на стержень и гайку.
Получение зазора между поверхностями сопряжения гайки и шайбы путем нагрева шайбы позволяет улучшить прочностные характеристики резьбового стержня (так как в резьбовом стержне не требуется выполнять центральное отверстие) и повысить производительность труда при монтаже резьбового соединения за счет сокращения времени нагрева шайбы по сравнению с временем нагрева резьбового стержня.
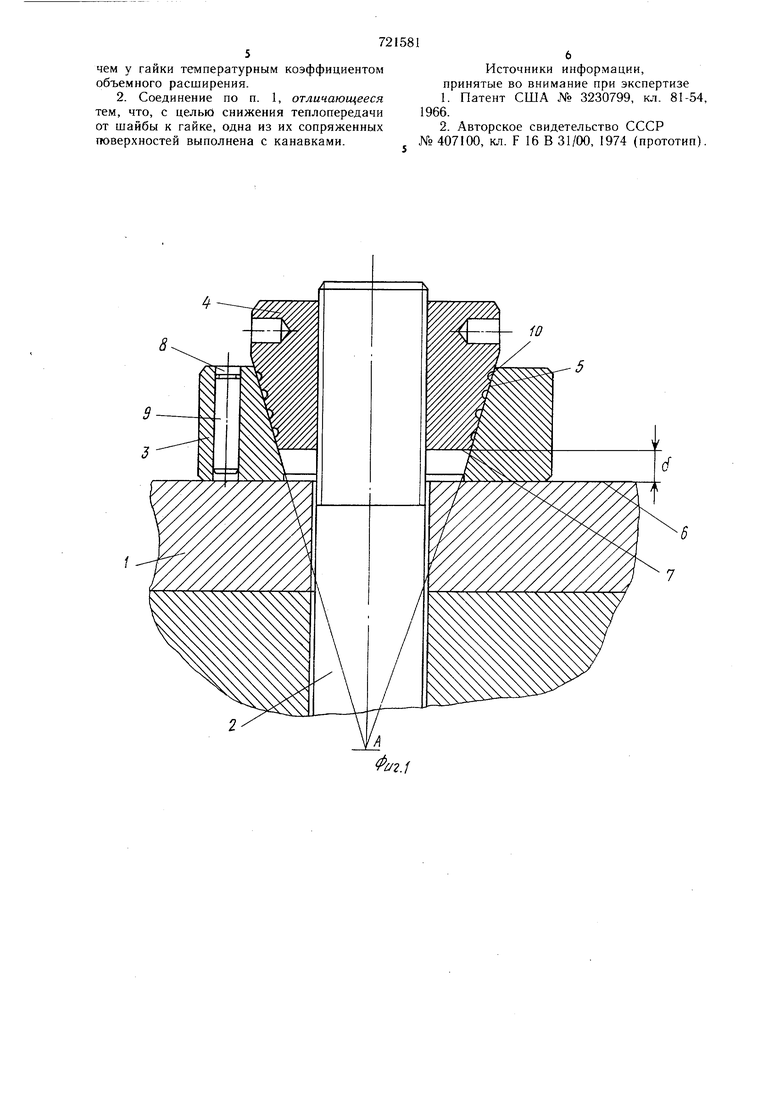
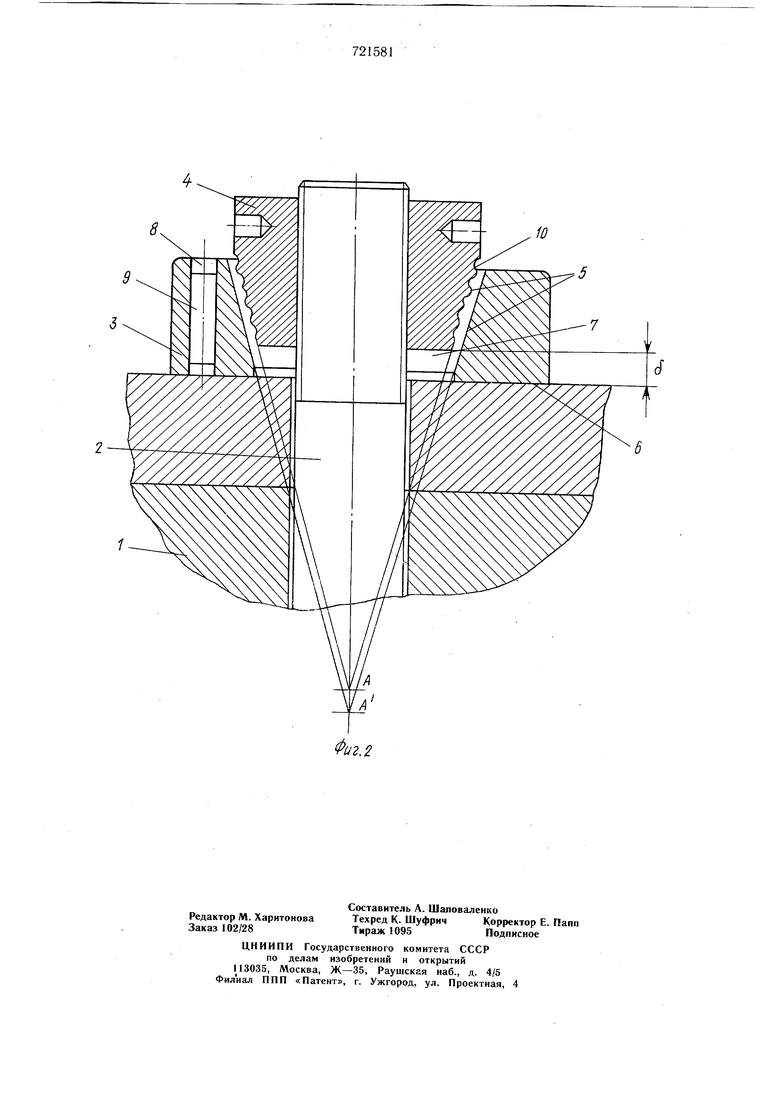
На фиг. 1 изображен обш,ий вид описываемого резьбового соединения в разрезе, когда гайка завинчена на резьбовой стержень без натяга, до упора в коническую поверхность шайбы; на фиг. 2 - резьбовое соединение после нагрева шайбы.
На стягиваемом пакете 1 собраны резьбовой стержень 2, шайба 3, которая сопрягается с гайкой 4 по конической поверхности 5 и опирается на пакет 1 опорным торцом 6. Торец 7 гайки 4 выполнен дальше от вершины А| конуса сопряжения на величину б, чем опорный торец 6 шайбы 3. Нагревательные элементы 8 смонтированы в выполненных в шайбе 3 отверстиях 9. На конической поверхности 5 гайки 4 выполнены канавки 10, которые уменьшают плош,адь контакта гайки 4 с шайбой 3.
Натяг в резьбовом соединении создается следующим образом.
На стягиваемый пакет 1 с установленным резьбовым стержнем 2 устанавливают шайбу 3. Затем на резьбовой стержень 2 навинчивают гайку 4 без натяга, до упора в шайбу 3 по конической поверхности 5. Между опорным торцом б и торцом 7 гайки 4 имеется зазор 6, так как торец гайки 4 выполнен дальше на величину б от вершины А конуса поверхности сопряжения 5, чем опорный торец 6 гайки 3. При этом ;)азор б больше или равен величине требуеvioro удлинения резьбового стержня 2.
Затем шайбу 3 нагревают, например, .: помощью нагревательных элементов 8, .ставленных в отверстие 9 шайбы 3. В релультате нагрева шайбы 3 и гайки 4 размеI ы их увеличатся, в том числе и диаметры конических поверхностей. Так как шайба 3 выполнена из материала с большим коэффициентом теплового расширения, чем у материала гайки, то в результате нагрева по конической поверхности 5 между гайкой 4 и шайбой появляется зазор, который позJ воляет довинтить гайку на требуемую величину удлинения резьбового стержня. После этого нагреватели 8 отключают. Охладившись до первоначальной температуры, гайка 4 и шайба 3 занимают одна относительно другой первоначальное положение, т. е. гайка 4 переместится на величину теплового удлинения и растягивает на эту же величину резьбовой стержень 2, создав в резьбовом соединении натяг, соответствующий удлинению резьбового стержня 2.
5 Демонтаж резьбового соединения осуществляется путем нагрева шайбы 3 до тех пор, пока за счет неодинакового температурного расширения гайки 4 и шайбы 3 между ними не появится зазор. После этого гайка 4 легко переходит с резьбового стержня 2. Для того, чтобы у.меньшить теплоотдачу шайбы по конической поверхности сопряжения 5, на поверхности гайки 4 можно выполнить спиральные канавки 10, которые уменьщают площадь контакта шайбы 3 с i гайкой 4. В результате этого шайба 3 нагревается быстрее, а гайка- 4 нагревается на меньшую температуру, поэтому уменьшается время монтажа и демонтажа резьбового соединения.
Шайбу 3 можно нагревать и внешним нагревателем, например, индукционным способом с кольцевым индуктором, пламенем газовой горелки, , паром и т. д.
Предлагаемое устройство для создания 5 натяга в напряженном резьбовом соединении позволяет повысить эффективность нагрева, снизить время нагрева и затрачиваемую на него мощность и повысить производительность труда на монтаже.
Формула изобретения
. Резьбовое соединение с натягом, создаваемым нагревом одного из элементов, содержащее стягиваемый пакет, резьбовой стержень, гайку и шайбу, сопряженные между собой по конической поверхности, отличающееся тем, что, с целью повышения эффективности и производительности монтажа путем изменения размеров шайбы, торцовая поверхность гайки со стороны меньшего основания конуса выполнена дальше от его вершины, чем опорный торец шайбы на величину, превышающую величину требуемого для получения заданного натяга удлинения резьбового стержня, при этом угол конусности сопряженных поверхностей гайки и щайбы превыщает двойной угол трения, а шайба выполнена из матери-ала с большим
чем у гайки температурным коэффициентом объемного расширения.
Источники информации, принятые во внимание при экспертизе
№ 407100, кл. F 16 В 31/00, 1974 (прототип).
