(54) СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЯ С НЕПРОНИЦАЕМЫМ ТЕРМОПЛАСТИЧНЫМ ПОКРЫТИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУ1тдаСТВЛЕНИЯ
Кроме того, формовочное средство и изделие в нем нагревают до б5-71 С а в качестве облицовочной пленки используют полиэтиленовый материал.
Этот способ может быть осуществле устройством, имеющим приспособление для удержания и перемещения облицовочной пленки, установленное нал формовочным средством с изделием, устройство для нагрева формовочного средства, при этом режущее приспособление размещено на формовочном средстве. На такой конструкции возможно получить изделие, выполненное в виде диска.
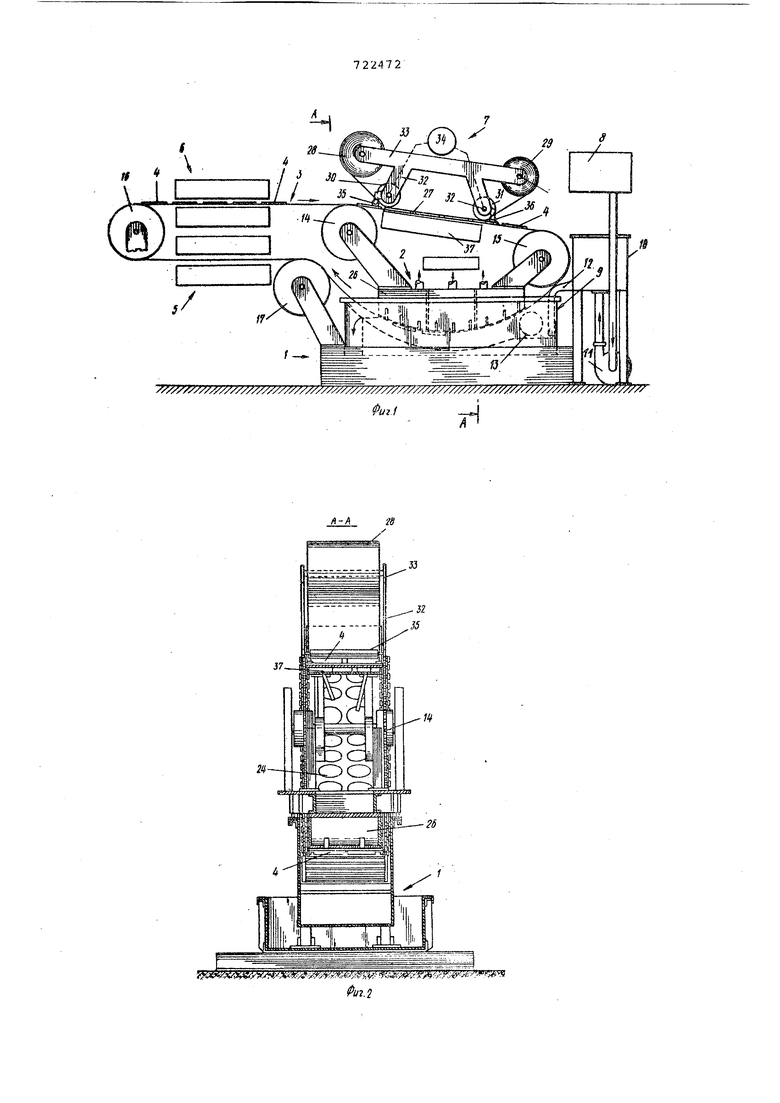
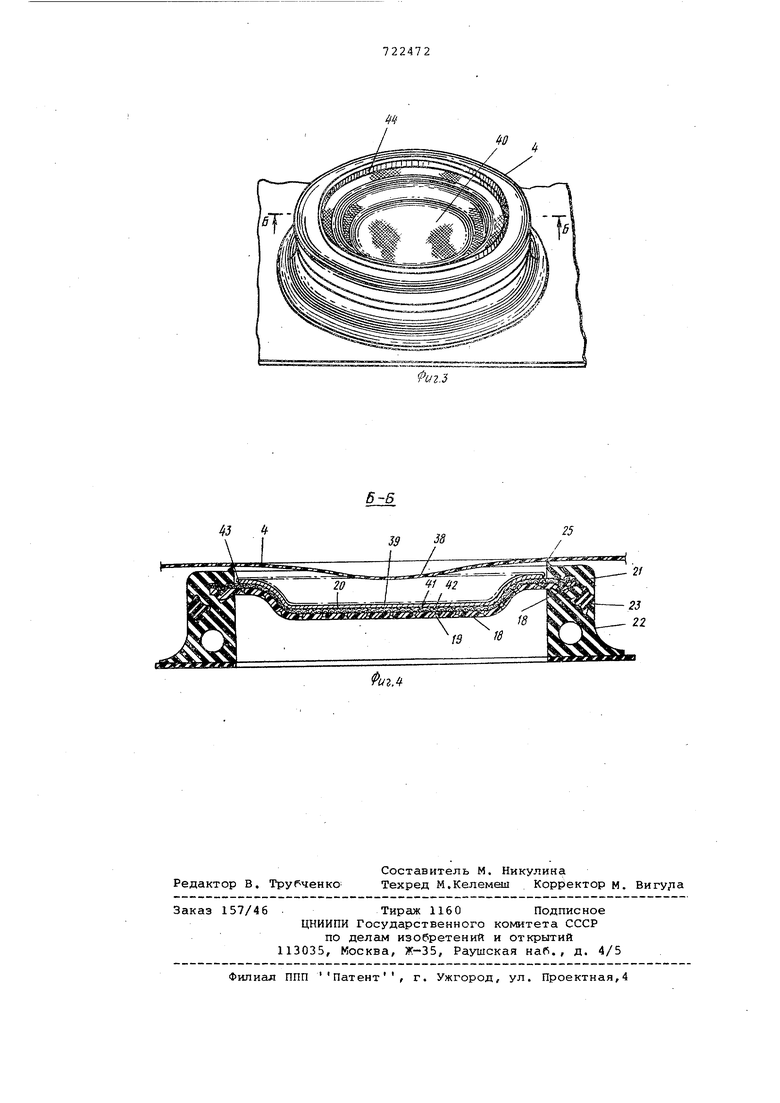
На фиг.1 показано устройство для осуществления способа, вертикальная проекция; на фиг. 2 - сечение по А-А на фиг.1 на фиг.-З формовочное средство устройства/на фиг. 4 - сечение по Б-Б на фиг.З (в Сочетании с пленкой из влагонепроницаемого материсша и формованное изделие из волокнистого материала в форме).
Устройство содержит средство 1 подачи носителем волокнистого материала, которое представляет собой продолговатый кансш, по которому подается исходная для изготовления изделия волокнистая масса, средство всасывания 2, ленточный транспортер 3 соткрытыми формованными средствами 4 , средства 5 и 6 обезвоживания массы и сушки ее, приспособление 7 наложения пленки на открытую поверхность изделий, систему 8 для подачи жидкой волокнистой массы в бак 9, через который она перемещается в формовочные средства 4, напорный бак 10, насос 11, питатель 12, распределительный ролик 13 и группу звездочек 14-17.
Формовочное средство содержит перфорированное жесткое основание 1 с рядом отверстий 19, сетку 20, колцевую опорную часть 21 из гибкого Материала с канавкой 22, стопор 23, при этом опорная часть крепится на ленте транспортера 3, так что она перёкрьшает кольцевое отверстие 24 в ленте с помощью клеящего вещества например эпоксидной смолы. Каждая опорная часть 21 снабжена кольцевой режущей кромкой 25.
Устройство работает след ющим образом.
Исходная для получения изделия масса подается насосом 11 из CHCTeNs 8 в напорный бак 10, а оттуда питателем в бак 9. Лента транспортера 3 с формованными средствами 4 напр ляется под поверхность текущей исхоной массы вдоль дугообразного дна всасывающего ящика бака 9, таким образом сеточная сторона основания формовочного средства 4 открыта для постуапения на нее исходной массы в течение выбранного промежутка времени в зависимости от скорости движения ленты и длины пути движения ленты ниже поверхности исходного материала. По мере движения формовочного средства 4 по каналу сред|ства 1 частичный вакуум в полостях всасывающего ящика 26 бака 9 обеспечивает втягивание жидкой среды из исходной массы через формовочные средства 4,, обеспечивая аккумуляцию волокнистой массы по наружной поверности каждой фор№а по мере подхода этой поверхности под волокнистую массу, после чего формовочные средства 4 с отложенным на них слоем волокнистого материала подвергаются воздействию дальнейшего всасывания, давления и тепла для удаления остаточной влаги на средствах 5 и 6, поле чего изделия в формовочном средстве после сушки подаются в приспособление 7 наложения пленки, непроницаемой для влаги.
Пленка 27 сматывается с рулона 28 на рулон 29 и через ведущий ролик 30 параллельно ленте транспортера 3 движется к ведущему ролику 31 и наматывается на рулон 29. Ролики 30 и 31 установлены на опорных выстпах 32 опорной стойки 33. Пленочный материал располагается -поверх ленты транспортера 3 на расстоянии, которое равно высоте опорной части 21 формовочного средства 4. Опорные стойки 33 расположены так,что по мере выхода формовочных средств 4 с изделиями, они проходят ниже пленки 27, в результате чего пленочный материал взаимодействует с верхней режущей кромкой на опорной части формовочного средства.
Для обеспечения движения пленочного материала параллельно транспортной ленте используют двигатель 34, смонтированный на опорных стойках в приспособлении 7, и пару нажимных валиков ЗВ и 36, установленны у ведущих роликов 30 и 31 на кронштейнах, что обеспечивает прижим пленочного материала к роликам 30 и 31 и не позволяет проскальзывать пленочному материалу и поддерживать небольшое натяжение пленочного материала, например полиэтилена толщиной 0,025-0,050 мги. Под лентой транспортера 3 установлен всасываюпщй ящик 37, идентичный ящику 26 бака 9 который создает непрерывное всасывающее действие на отверстия 24 в ленте транспортера 3, а через них на противоположную поступающему волокнистому материалу сторону формовочного средства, по мере того как средство 4 перемещается между ящиком 37 и движущейся пленкой 27.
Подогретые средства 4 с изделиями нагревают полиэтиленовую пленку до температуры ее размягчения по линии контакта пленки с режущей кромкой 25
ia опорной части 21 средства 4, которьлй создается, когда форма про содит под полиэтиленовой пленкой. Одновременно с моментом, когда режущая кромка 25 на опорной части 21 полностью взаимодействует с полиэтиленовой пленкой, всасываюптий яшик 37 создает всасывающее действие через отверстия 19 в основании 18 средства 4 для обеспечения перепада давления на непроницаемую для влаги пленку 27, в результате чего от полиэтиленовой пленки отрезается часть 38. По мере отрезания этой части по кольцевой режущей кромке 25 часть 38 подается вниз в направлении изделия, отформованного в средстве 4, и накладывается на открытую верхнюю поверхность этого изделия. Остаточное тепло в изделии достаточно для того, чтобы обеспечить тепловое сцепление отрезанной части 38 пленки с цоверхностью изделия, расположенного проти пленки, и, тем самым, создать на верхней поверхности изделия непроницаемое для влаги покрытие.
Отформованное изделие 39 в виде тарелки имеет поверхность в виде диска из гомогенного материала, формованного из волокнистых частиц, которая смежна сетке 40, расположенной на основании 18 средства 4, верхняя поверхность 41 которого параллельна нижней поверхности 42, кольцевую поверхность 43, которая соединяет нижнюю и верхнюю поверхности отформованного изделия. Когда формовочное средство 4 и изделие в нем 39 выходят из средства 6 для сушки, изделие имеет некоторую усадку, в результате которой кольцевая поверхность 43 отходит внутрь в радиальном направлении от кольцевой поверхности 44 опорной части 21 .
Расходящая кромка 25 на опорной части 21 располагается так, чтобы определять внутренний участок, который определяет, в свою очередь, отрезаемую непроницаемую для влаги часть 38 пленки, площадь которой больше, чем площадь верхней поверхности изделия 39. Следовательно, когда отрезанная часть 38 пленки подается вниз на соединение с верхней поверхностью изделия, то она полностью закроет верхнюю поверхност изделия, а кольцевая кромка этой части 38 пленки войдет по периферии сцепление по крайней мере с частью кольцевой поверхности 43 изделия.
Соединение тепловым способом отрезанной части пленки с изделием обепечит термопластичное покрытие из пленки полиэтилена толщиной 0,0250,050 мм, водонепроницаемое по всей поверхности изделия.
После сцепления пленки с открытой поверхностью изделий-из волокнистого
материала оставшиеся части пленочного материала наматывают в рулон 29 для последующего их использования .
Таким образом, предложенный способ изготовления изделий с непроницаемым термопластичным покрытием и устройство для его осуществления позволяют получить изделия с высокими влагостойкими качествами, а также обеспечивают хорошее качество нанесения покрытия.
Формула изобретения
1.Способ изготовления изделий с )1епроницаекым термопластичным покрытием путем нанесения на формованное из древесной массы изделие облицовочной пленки в формовочном средстве с пегЬфорированным основанием, контактирования пленки с изделием с помощью вакуума и обрезания пленки
по линии контакта ее с изделием, отличающийся тем, что, с целью повышения эксплуатационных качеств изделий и улучшения качества нанесения покрытия, обрезание облицовочной пленки по линии контакта ее с изделием производят одновременно с контактированием пленки с изделием в формовочном средстве, при этом формовочное средство и изделие в нем нагревают до температуры размягчения облицовочной пленки, а вакуум создают с противоположной стороны изделия.
S
2.Способ по П.1, о т л и ч а ющ и и с я тем, что формовочное устройство и изделие в нем нагревают до 65-71 С.
3.Способ поп.1,отлича ющ и и с я тем, что в качестве облицовочной пленки используют полиэтиленовый материал.
4.Устройство для осуществления способа по П.1, содержащее подающие
§ формованные изделия и облицовочную пленку механизмы, формовочное средство с перфорированным основанием, режущее приспособление и камеру
для создания вакуума, о т л Ь ч а ю0щ е е с я тем, что оно имеет приспособление для удержания и перемещения облицовочной пленки, установленное над формовочным средством, устройство для нагрева формовочного средства, при этом режущее приспо5собление размещено на формовочном средстве.
Источники информации, принятые во внимание при экспертизе
1.Бернхардт Э. Переработка
0 термопластичных материалов. Госнаучцздат химической литературы. М., 1962, с. 514-523, 561-564.
2.Патент США W 3539422, кл. 156-202, 1970.
/Y///y////y//7/////// /////////////////////////////////////////y////// /////////
Фиг.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2586210C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННЫХ ИЗДЕЛИЙ ИЗ ПОЛИМЕРНОГО БЕТОНА | 1995 |
|
RU2146613C1 |
| ОТВЕРЖДАЕМЫЙ НА МЕСТЕ ОБЛИЦОВОЧНЫЙ МАТЕРИАЛ С ВНЕШНИМ НЕПРОНИЦАЕМЫМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2004 |
|
RU2352852C2 |
| СПОСОБ ФОРМИРОВАНИЯ РИСУНКА НА СИНТЕТИЧЕСКОЙ ДРЕВЕСНОЙ ПЛИТЕ (ВАРИАНТЫ) | 1997 |
|
RU2154573C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФОРМОВАННОГО ВОЛОКНИСТОГО ИЗДЕЛИЯ С ОБЪЕМНЫМ КОНТУРОМ | 2011 |
|
RU2577489C2 |
| ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ, ВКЛЮЧАЮЩЕЕ ФОРМОВАННОЕ ВОЛОКНИСТОЕ ИЗДЕЛИЕ | 2011 |
|
RU2636299C2 |
| СПОСОБ ФОРМОВАНИЯ ВОЛОКНИСТОГО ИЗДЕЛИЯ | 2011 |
|
RU2604851C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПРЕСС-ФОРМОВАННОГО ИЗДЕЛИЯ | 2017 |
|
RU2741432C2 |
| ТИСНЕНОЕ СТРУКТУРИРОВАННОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ПРИМЕНЕНИЯ | 2007 |
|
RU2449881C2 |
| СПОСОБ ВСПЕНИВАНИЯ В ФОРМЕ С ИСПОЛЬЗОВАНИЕМ ВСПЕНИВАЕМОЙ СРЕДЫ И ПОКРЫВАЮЩИХ СЛОЕВ И ПОЛУЧАЕМОЕ В РЕЗУЛЬТАТЕ ЭТОГО ФОРМОВАННОЕ ИЗДЕЛИЕ ИЗ ПЛАСТИКА | 2011 |
|
RU2575032C2 |
Л
ffO
.3
