Изобретение относится к способам и устройствам для упаковывания и предназначено для упаковывания бесподдонного штабеля штучных предметов.
Цель изобретения в части способа - ускорение и упрощение процесса, повышение качества упаковывания, а также снижение энергозатрат.
Цель изобретения в части устройства - упрощение конструкции, повышение производительности и качества упаковывания.
Способ упаковывания бесподдонного штабеля штучных предметов предусматривает штабелирование штучных предметов с использованием листа полимерной пленки и фирмированием выемок под вильчатый захват на верхней грани штабеля, наложение на штабель пленочной оболочки, фор- мованйе I пленочной оболочка в выемках штабеля, термоусадку пленочной оболочки путем подачи тепла и кантование штабеля на 180°. При этом штабелирование ведут, укладывая на лист полимерной пленки по меньшей мере один слой предметов, после чего загибают концы листа на поверхности слоя предметов и укладывают последующие слои предметов на загнутые концы листа пленки. При термоусадке подачу тепла на верхнюю грань штабеля ведут в направлении от передней грани штабеля вдоль его продольной оси, на боковые грани - в направлении от линии пересечения передней и верхней граней к линии пересечения задней и нижней граней, а на торцовые грани - в направлении от верхней к нижней грани. Перед штабелированием целесообразно в листе пленки выполнить отверстия, располагая их на предполагаемых линиях сгиба листа, образующихся при заворачивании и укладке его концов на слой предметов, а подачу тепла на заднюю торцовую грань штабеля на участке перекрытия листа пленочной оболочкой вблизи отверстий осуществить до окончания выхода воздуха из пленочной оболочки.
Способ упаковывания осуществляют с помощью предлагаемой линии.
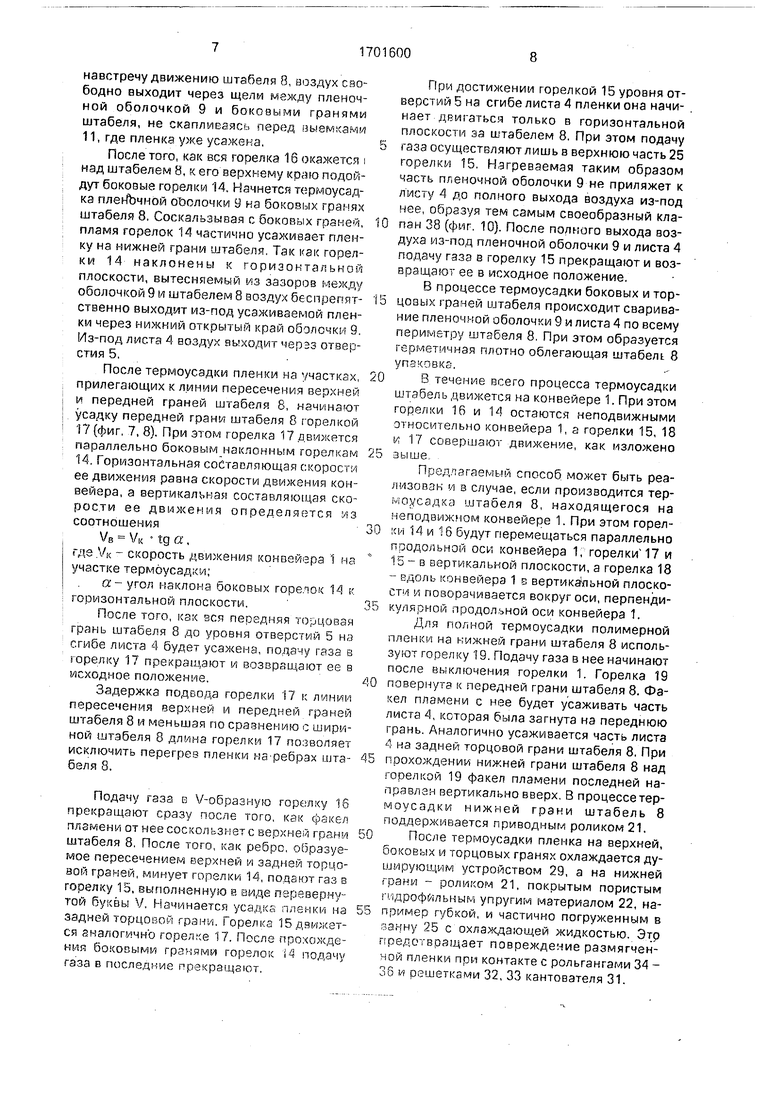
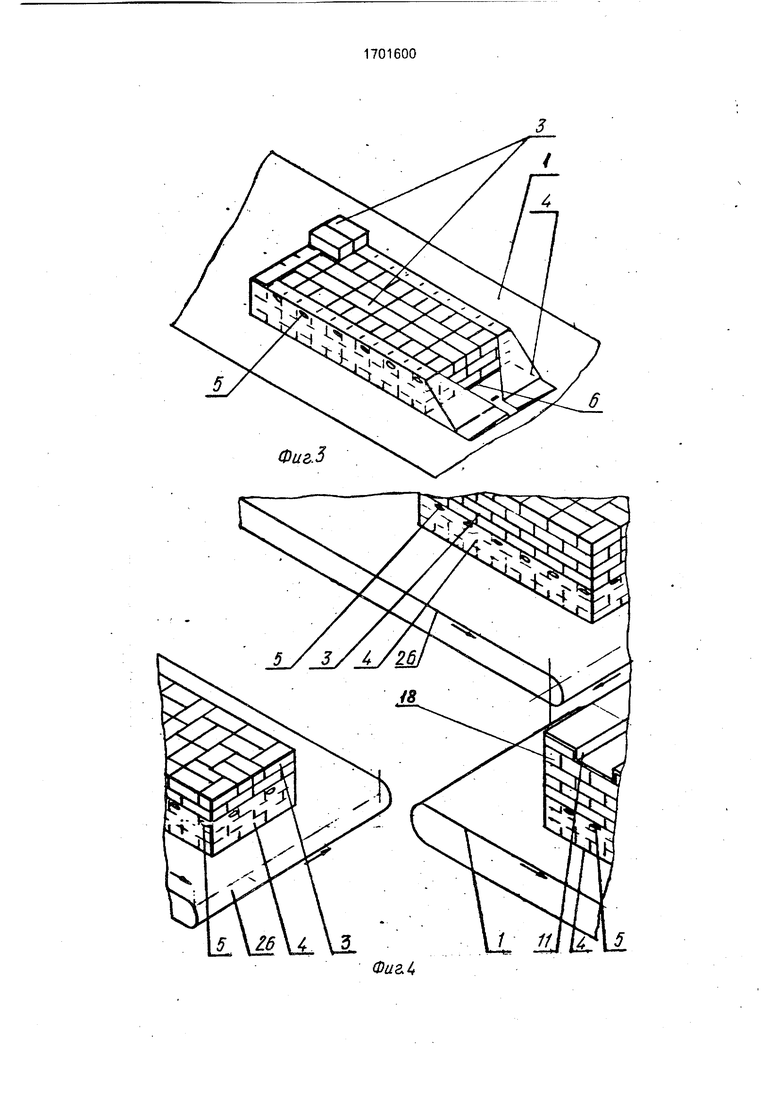
На фиг, 1 изображена линия для упаковывания бесподдоного штабеля штучных предметов, общий вид; на фиг, 2 - операция укладки слоя предметов на лист пленки; на фиг. 3 - операция загибания концов листа; на фиг. 4 - параллельные транспортеры на участке штабелирования; на фиг, 5 - наложение пленочной оболочки на штабель; на фиг. 6 - штабель, покрытый пленочной оболочкой; на фиг. 7 - усаживание пленки в выступах и на верхней грани штабеля; на фиг, 8 - вид А на фиг. 7; на фиг, 9 - узел I на фиг. 6; на фиг. 10 - усаживание пленки на
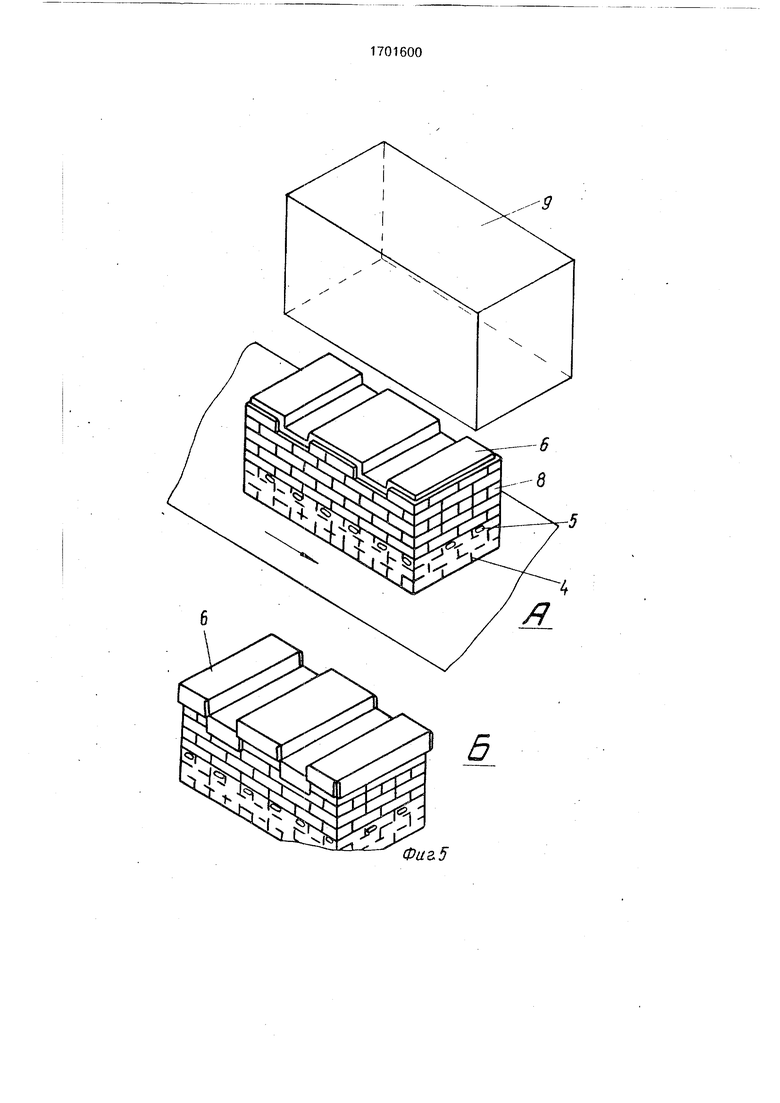
задней торцовой грани штабеля; на фиг. 11 - устройство для кантования штабеля, вид сверху; на фиг. 12 - вид Б-Б на фиг. 10, расположение направленных источников
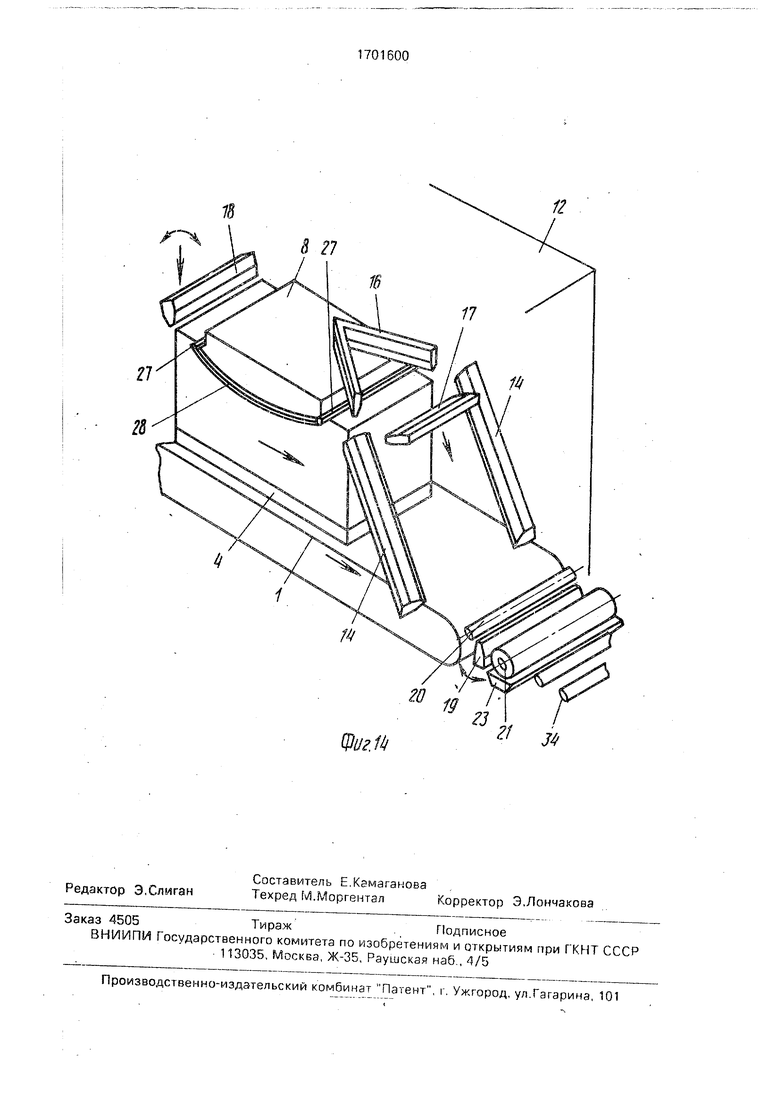
тепла (горелок) относительно штабеля; на фиг. 13 - бесподдонный штабель, упакованный в пленку; на фиг. 14 - процесс термоусадки полимерной пленки на штабеле, имеющем выемки, расположенные по краям
0 верхней грани, схема.
Линия для упаковывания бесподдонного штабеля штучных предметов содержит связанные между собой конвейером 1 участок 2 штабелирования штучных предметов
5 3 на листе 4, имеющем отверстия 5, с установкой прокладок 6, устройство 7 для наложения на штабель 8 пленочной оболочки 9, приспосбление 10 для формования пленочной оболочки 9 в выемках 11 штабеля 8,
0 устройство 12 для термоусадки и устройство 13 для кантования штабеля на 180°.
Устройство 12 термоусадки содержит направленные источники тепла, выполненные в виде газовых горелок. По боковым
5 сторонам конвейера 1 вдоль его продольной оси под углом (20-70°) к горизонтальной плоскости смонтированы две горелки 14, предназначенные для усадки пленки на боковых гранях штабеля 8. Для усаживания
0 пленочной оболочки 9 на задней торцовой
грани штабеля 8 служит горелка 15 V-образ ной формы. Горелка расположена так, что ее
острие направлено вверх, и смонтирована с
возможностью перемещения вдоль наклон5 ных горелок 14 в вертикальной и горизонтальной плоскостях. Для усаживания пленочной оболочки 9 на верхней грани штабеля 8 служит горелка 16 V-образной формы, повернутая острием против направ0 ления перемещения конвейера и расположенная над наклонными горелками 14. Горелка 17 предназначена для усаживания пленочной оболочки 8 на передней торцовой грани штабеля 8. Она смонтирована с
5 возможностью перемещения вдоль наклонных горелок 14 в горизонтальной и вертикальной плоскостях,
Устройство 12 для термоусадки может содержать дополнительный источник тепла
0 - газовую горелку 18 для усадки пленки в выемках 11 штабеля 8, смонтированную с возможностью поворота вокруг горизонтальной оси и перемещения в вертикальном направлении.
5
Целесообразно также у выходного участка конвейера 1 разместить дополнительный источниктепла - газовую горелку 19для усадки пленки на нижней грани штабеля 8, и смонтировать ее с возможностью пов.орота вокруг горизонтальной оси, перпендикулярной оси конвейера 1.
Перед и за дополнительной горелкой 19 в направлении перемещения конвейера 1 могут быть установлены ролики 20 и 21. Ролик 21, расположенный за горелкой 19, выполнен приводным, покрыт гидрофильным пористым упругим материалом 22 и частично размещен в ванне 23 с охлаждающей жидкостью. Привод ролика 21 осуществляется через фрикционную муфту 24.
Устройство 12 для термоусадки может также содержать дополнительный источник тепла 25 для создания локального потока. Его размещают в верхней части V-образно- го источника, предназначенного для усадки пленки на задней торцовой грани штабеля 8 - газовой горелки 15.
Конвейер 1 на участке 2 штабелирования может состоять из двух параллельных транспортеров 26. Транспортеры 26 смонтированы с возможностью перемещения в горизонтальной плоскости для поочередной подачи штабелей 8 к устройству 7 для наложения на них пленочной оболочки 9.
Приспособление 10 для формования пленочной оболочки 9 в выемках 11 штабеля 8 целесообразно выполнять состоящим из съемных, покрытых антифрикционным ма1 териалом планок 27, попарно соединенных пружинами 28.
За приводным роликом 21 над конвейером 1 на высоте, превышающей высоту штабеля 8, установлено душирующее устройство 29 для охлаждения усаженной оболочки 9.
Устройство 13 для кантования штабеля 8 на 180° включает поворотную колонну 30 и кантователь 31, содержащий верхнюю 32 и нижнюю 33 решетки. Решетка 32 повторяет форму верхней грани штабеля 8. На участке кантования и за ним конвейер 1 содержит последовательно расположенные рольганги 34 - 36 для перемещения упакованного штабеля 8. При этом рольганги 35 и 36 смещены в горизонтальной плоскости относительно продольной оси рольганга 34. Продольная ось рольгангов 35 и 36 проходит через ось вращения поворотной колонны 30. Рольганг 35 снабжен короткими роликами 37. Горелка 15 смонтирована с возможностью раздельной подачи газа в верхнюю и нижнюю части горелки для образования на оболочке 9 клапана 38.
Способ с помощью предлагаемого устройства осуществляют следующим образом.
На конвейере 1 на участке 2 штабелирования укладывают лист полимерной пленки 4. имеющий отверстия 5. На его середину
укладывают прокладку 6. На нее с расположением в замок послойно укладывают штучные предметы 3 (фиг. 2), Если предметы 3 находятся в легко повреждаемой индиви- 5 дуальной упаковке, то между их слоями также укладывают прокладки 6 из тонкого картона или бумаги.
После укладки на лист 4 одного или нескольких слоев предметов 3 его края загиба0 ют и укладывают на слой (слои) предметов
3. При этом отверстия 5 оказываются на
линии сгиба листа 4 (фиг. 3). На загнутые
. края листа 4 укладывают последующие слои
предметов 3. При укладке последнего слоя
5 между рядами предметов 3 оставляют про- . межутки, формируя тем самым выемки 11 под вильчатые захваты на поверхности штабеля 8. На этот слой укладывают фигурную прокладку 6 (фиг. 5). Края этой прокладки 6
0 могут быть зафиксированы липкой лентой. Если производительность операции штабелирования недостаточная по сравнению с последующими операциями, то ее проводят на двух параллельных транспортерах 26
5 (фиг. 4).
С участка 2 штабелирования штабель 8 подается к устройству 7 для наложения пленочной оболочки 9. Обычно оболочка 9 представляет собой мешок прямоугольной
0 формы, открытый с одной стороны (фиг. 5). Пленочная оболочка 9 может быть выполнена и составной. В этом случае на штабель 8 накладывают лист пленки свисающий со всех сторон штабеля 8, а поверх него накла5 дывают еще один лист пленки с перекрытием на всю высоту боковых и торцовых граней штабеля 8. Размеры оболочки 9 выбирают такими, чтобы при ее наложении перекрывались отверстия 5 на сгибах листа
0 4. Оболочку 9 можно скреплять липкой лентой или подвязывать ее концы. Плотное облегание штабеля 8 оболочкой 9 будет достигнуто при термоусадке.
В приспособлении 10 в основании их
5 выемок 11 устанавливают планки 27, предварительно сжимая пружины 28 (фиг. 9). Если выемки 11 выполняют по краям верхней грани штабеля 8, то пружины 28 выполняют, как правило, большего размера и разжима0 ют перед установкой планок 27 (фиг. 14). После этого штабель 8, покрытый оболочкой 9, подают в устройство 12 для термоусадки полимерной пленки.
Пламенем горелки 18 поочередно уса5 живают пленку в выемках 11. При приближении штабеля 8 к горелке 16 начинают подачу в нее горючего газа. При этом происходит усадка пленки на верхней грани штабеля 8. За счет того, что горелка 16 выполнена V-образной и повернута острием
навстречу движению штабеля 8, воздух свободно выходит через щели между пленочной оболочкой 9 и боковыми гранями штабеля, не скапливаясь перед выемками 11, где пленка уже усажена,
После того, как вся горелка 16 окажется i над штабелем 8, к его верхнему краю подойдут боковые горелки 14. Начнется термоусадка пленЪчной оболочки 9 на боковых гранях штабеля 8. Соскальзывая с боковых граней, пламя горелок 14 частично усаживает пленку на нижней грани штабеля. Так как горелки 14 наклонены к горизонтальной плоскости, вытесняемый из зазоров между оболочкой 9 и штабелем 8 воздух беспрепят- ственно выходит из-под усаживаемой пленки через нижний открытый край оболочки 9. Из-под листа 4 воздух выходит черэз отверстия 5.
После термоусадки пленки на участках, прилегающих к линии пересечения верхней и передней граней штабеля 8, начинают усадку передней грани штабеля 8 горелкой 17 (фиг, 7, 8). При этом горелка 17 движется параллельно боковым наклонным горелкам 14. Горизонтальная составляющая скорости ее движения равна скорости движения конвейера, а вертикальная составляющая скорости ее движения определяется -лз соотношения
VB VK tg a.
где VK - скорость движения конвейера 1 на участке термоусадки;
а- угол наклона боковых горелок 14 к горизонтальной плоскости.
После того, как вся передняя торцовая грань штабеля 8 до уровня отверстий 5 на сгибе листа 4 будет усажена, подачу газа в юрелку 17 прекращают и возвращают ее в исходное положение.
Задержка подвода горелки 17 к линии пересечения верхней и передней граней штабеля 8 и меньшая по сравнению с шириной штабеля 0 длина горелки 17 позволяет исключить перегрев пленки на-ребрах шта- беля 8.
Подачу гзза в V-обраэнуго горелку 16 прекращают сразу после того, как фзкел пламени от нее соскользнет с верхней грани штабеля 8, После того, как ребро, образуемое пересечением верхней и задней торцовой грачей, минует горелки 14, подают газ в горелку 15, выполненную в виде перевернутой буквы V, Начинается усадка пленки на задней торцовой грани. Горелка 15 движется аналогично горелке 17. После прохождения боковыми гранями горелок И подачу газа в последние прекращают.
При достижении горелкой 15 уровня отверстий 5 на сгибе листа 4 пленки она начинает двигаться только в горизонтальной плоскости за штабелем 8. При этом подачу газа осуществляют лишь в верхнюю часть 25 горелки 15, Нагреваемая таким образом часть пленочной оболочки 9 не приляжет к листу 4 до полного выхода воздуха из-под нее, образуя тем самым своеобразный клапан 38 (фиг. 10). После полного выхода воздуха из-под пленочной оболочки 9 и листа 4 подачу газа в горелку 15 прекращают и возвращают ее в исходное положение.
В процессе термоусадки боковых и торцовых грачей штабеля происходит сваривание пленочной оболочки 9 и листа 4 по всему периметру штабеля 8. При этом образуется герметичная плотно облегающая штабель 8 упаковка.
В течение всего процесса термоусадки штабель движется на конвейере 1. При этом горелки 16 и 14 остаются неподвижными относительно конвейера 1, а горелки 15, 18 А 17 совершают движение, как изложено выше
Предлагаемый способ может быть реализован и в случае, если производится тер- |,а,усадка штабеля 8, находящегося на неподвижном конвейере 1. При этом горелки 14 и 16 будут перемещаться параллельно ПРОДОЛЬНОЙ оси конвейера 1, горелки117 и 15- в вертикальной плоскости, а горелка 18 -- вдоль конвейера 1 в вертикальной плоскости и поворачивается вокруг оси, перпендикулярной продольной оси конвейера 1.
Для полной термоусадки полимерной пленки на нижней грани штабеля 8 используют горелку 19. Подачу газа в нее начинают после выключения горелки 1. Горелка 19 повернута к передней грани штабеля 8. Фзкел пламени с нее будет усаживать часть листа 4, которая была загнута на переднюю грань. Аналогично усаживается часть листа 4 на задней торцовой грани штабеля 8. При прохождении нижней грани штабеля 8 над горелкой 19 факел пламени последней направлен вертикально вверх, В процессе термоусадки нижней грани штабель 8 поддерживается приводным роликом 21.
После термоусадки пленка на верхней, боковых и торцовых гранях охлаждается ду- ширующим устройством 29, а на нижней грани - роликом 21, покрытым пористым гидрофильным упругим материалом 22, например губкой, и частично погруженным в панну 25 с охлаждающей жидкостью. Этр предотвращает повреждение размягченной пленки при контакте с рольгангами 34 - 36 и решетками 32, 33 кантователя 31.
Фрикционная муфта 24 уравнивает ско- рости ролика 21 и конвейера 1 и дополнительно охлаждает ролик 2.
Далее штабель 8 в оболочке 9 по рольгангу 34 подается к кантователю 31, нижняя подъемная решетка 33 которого прижимает упакованный штабель 8 к верхней решетке 32. Закрепленный между решетками 32 и 33 штабель 8 переворачиваете на 180°, после чего кантователь 31 поворачивается вокруг колонны 30 на 90° и упакованный штабель 8 опускается на короткие ролики 37 рольганга 35.
Упакованные штабели 8, представляющие собой бесподдонные пакеты с выемками под в-илы автопогрузчика, накапливаются на рольганге 36, с которого они снимаются автопогрузчиком и склади- рук гея.
Таким образом, предлагаемый Сгюсоб упаковывания бесподдонного штабеля штучных предметов и линия для его осуществления позволяют повысить производительность и качество упаковывания, снизить энергозатраты и упростить процесс упаковывания и конструкцию.
Формула изобретения
1.Способ упаковывания бесподдонного штабеля штучных предметов, включающий штабелирование предметов с использованием листа полимерной пленки и формированием выемок под вильчатый захват на верхней грани штабеля, наложение на штабель пленочной оболочки, формование последней в выемках штабеля, термоусадку пленочной оболочким путем подачи тепла и кантование штабеля на 180°, отличающийся тем, что, с целью ускорения и упрощения процесса, повышения качества упаковывания, а также снижения энергозатрат, при штабелировании на лист полимерной пленки укладывают по меньшей мере один слой предметов, после чего концы листа загибают и укладывают на поверхность слоя предметов, затем укладывают последующие слои предметов на загнутые концы листа пленки, при этом при термоусадке подачу тепла на верхнюю грань штабеля ведут в направлении от передней грани штабеля вдоль его продольной оси, на боковые грани - в направлении от линии пересечения передней и верхней граней к линии пересечения задней и нижней граней, а на торцовые грани - в направлении от верхней к нижней грани.
2.Способ по п, 1,отличающийся тем, что перед штабелированием в листе пленки выполняют отверстия, располагая их на предполагаемых линиях сгиба листа,
образующихся при заворачивании и укладке его концов на слой предметов.
3. Способ по пп. 1 и 2, о т л и ч а ю щ и- й с я тем, что подачу тепла на заднюю тор- 5 цовую грань штабеля на участке перекрытия листа пленочной оболочкой вблизи отверстий осуществляют до окончания выхода воздуха из пленочной оболочки.
0 4, Линия для упаковывания бесподдонного штабеля штучных предметов, содержащая связанные между собой конвейером .участок штабелирования, устройство для наложения на штабель пленочной оболочки,
5 приспособление для формования пленочной оболочки в выемках штабеля, устройство для термоусадки и устройство для кантования штабеля на 180°, отличающаяся тем, что, с целью упрощения конст0 рукции, повышения производительности и качества упаковывания, устройство для термоусадки содержит направленные источники тепла, при этом два из них предназначены для усадки боковых граней
5 штабеля и смонтированы с наклоном к горизонтальной плоскости по боковым сторонам конвейера вдоль его продольной оси, над ними расположен источник V-образной формы для усадки верхней грани штабеля,
0 над конвейером размещен источник для усадки передней торцовой грани штабеля и источник V-образной формы для усадки задней торцовой грани штабеля, острие которого направлено вверх.
5 5. Линия по п. 4, отличающаяся тем, что устройство для термоусадки содержит дополнительный источник тепла для усадки пленки в выемках штабеля.
6.Линия по п. 4, отличающаяся 0 тем, что устройство для термоусадки дополнительно содержит источник тепла для усадки нижней грани штабеля, смонтированный у выходного участка конвейера, и два ролика, расположенных перед и за ука5 занным источником тепла в направлении перемещения конвейера, при этом ролик, расположенный за источником тепла, выполнен приводным, покрыт гидрофильным пористым упругим материалом и частично
0 размещен ь ванне с охлаждающей жидкостью.
7.Линия по п. 4, отличающаяся тем, что устройство для термоусадки содержит дополнительный источник тепла для со5 здания локального потока, размещенный в верхней части V-образного источника, предназначенного для усадки задней торцовой грани штабеля.
8.Линия по п. 4, отличающаяся тем, что конвейер на участке штабелирования состоит из двух параллельных транспортеров, смонтированных с возможностью перемещения в горизонтальной плоскости для поочередной подачи штабелей к устройству для наложения на штабель пленочной оболочки.
9. Линия по п. 4, отличающаяся тем, что приспособление для формования пленочной оболочки в выемках штабеля состоит из сьемных, покрытых антифрикцион- ным материалом планок, попарно соединенных пружинами.


| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ БЕСПОДДОННОГО УПАКОВЫВАНИЯ ПРЕДМЕТОВ | 1991 |
|
RU2067544C1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1982 |
|
SU1068340A1 |
| СПОСОБ УПАКОВКИ БЕСПОДДОННОГО ШТАБЕЛЯ ШТУЧНЫХ ПРЕДМЕТОВ | 1993 |
|
RU2062735C1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1986 |
|
SU1406032A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1988 |
|
SU1551584A1 |
| Способ упаковывания бесподдонного штабеля штучных предметов | 1987 |
|
SU1409522A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Способ упаковывания бесподдонного штабеля и установка для его осуществления | 1988 |
|
SU1551585A1 |
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU722474A3 |
| Способ упаковывания штучных изделий | 1990 |
|
SU1722957A1 |



Изобретение касается техники упаковывания бесподдонного штабеля штучных предметов и может быть использовано в легкой, пищевой и других отраслях промышленности. Цель изобретения - ускорение и упрощение процесса, повышение качества упаковывания и снижение энергозатрат, а также упрощение конструкции, повышение производительности. Штабелирование осуществляют на листе 4 полимерной пленки, в котором могут быть выполнены отверстия. Концы листа 4 загибают и зажимают между слоями предметов. На верхней грани штабе :г. -г-L.- J- j гК тЈсгЯ н .1 ЯгххР:: : rrbirbrfT ля 8 формируют выемки под вильчатый захват автопогрузчика. После накрывания штабеля пленочной оболочкой 9 осуществляют термоусадку направленными источниками тепла, которые представляют собой газовые горелки. Горелка 18 усаживает пленку в выемках штабеля 8, горелка 16-на верхней грани штабеля 8, горелки 14 - на боковых гранях, горелка 17 и горелка, расположенная перед горелкой 18 по направлению движения конвейера 1 соответственно на передней и задней торцовых гранях штабеля 8. Термоусадку пленки на нижней грани штабеля 8 можно проводить с помощью горелки. Душирующееустройство и приводной ролик 21, покрытый гидрофильным по- ристым упругим материалом 22 и частично погруженный в ванну с охлаждающей жидкостью, охлаждают пленку после термоусадки. Пленочная оболочка 9 и лист 4 в процессе термоусадки герметично свариваются и при охлаждении плотно обтягивают штабель 8. Далее штабель кантуют на 180° и отправляют на складирование. 2 с. и 7 з,п. ф-лы, 14 ил. А fj VJ О CN О О .#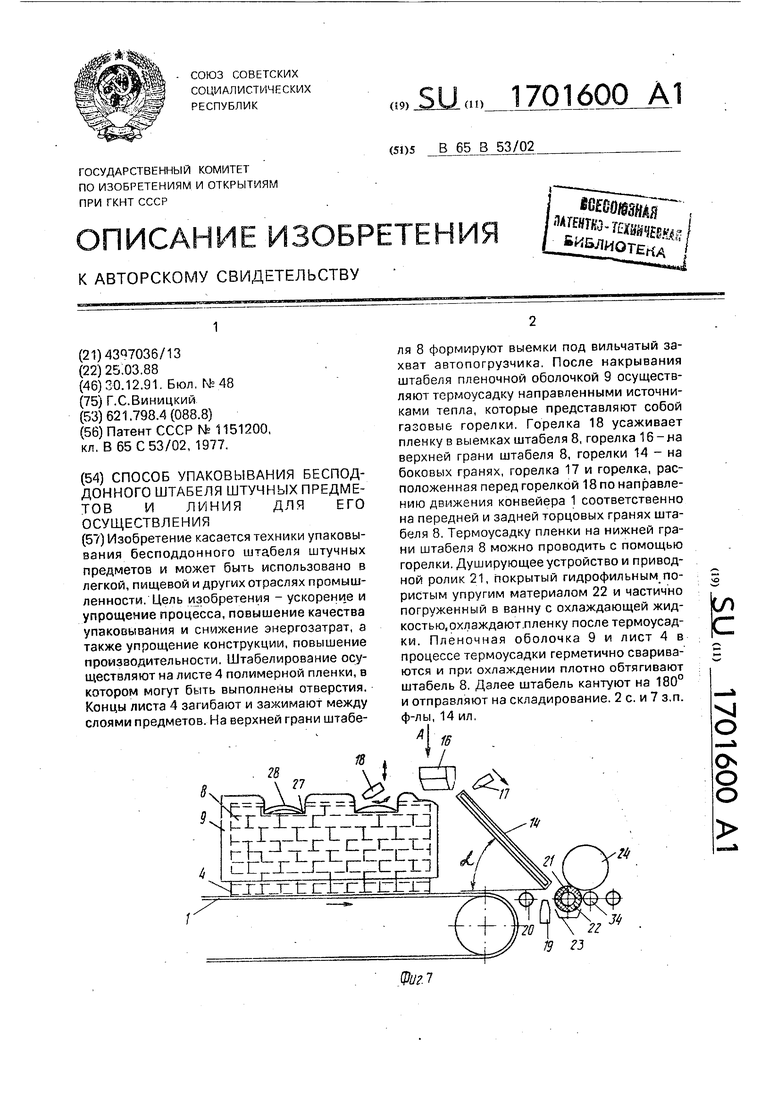
ел. ФигЛ
Фиг 2.
/3 U 35 36
Фиг f
Фиа4
28 27
3Lki46
L j11U .1
ajrj jbibrziiiind
- Чгг ЧлЗтгЗ.:
/
Фиг.6
видА
U
Фм. 8 #.
®uz.Q
гд
31
ft
JMi
JO
36
to ю
Видв
32
Фиг.11
19 Ч 6
7 7 /V /Л
15
14
х
Фив. 12
8
15
14
Я
15
31
56
Фиг. /3
12
Щи г. ft
| Способ упаковки бесподдонного штабеля штучных предметов и установка для его осуществления | 1977 |
|
SU1151200A3 |
| Разборное приспособление для накатки на рельсы сошедших с них колес подвижного состава | 1920 |
|
SU65A1 |
