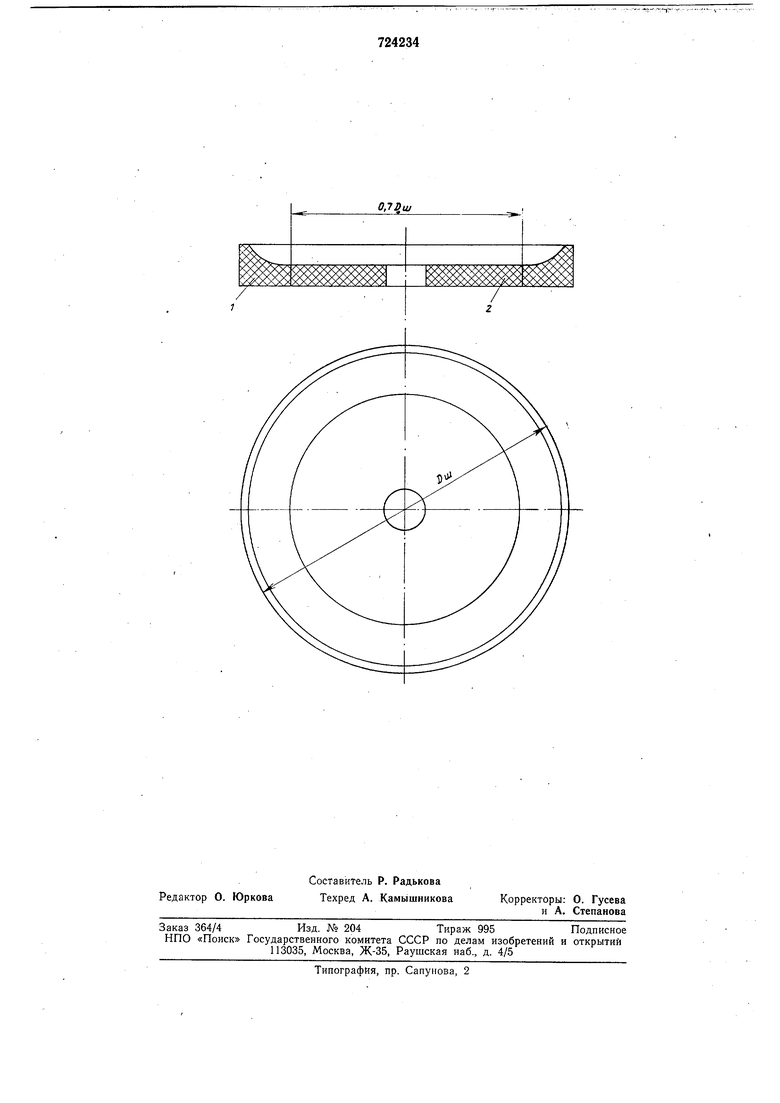
1.Доменный шлак по ГОСТу 3476-60 Жидкое стекло Вода. . 2.Стеклокрупка из стекла № 15 по ТУ 10-74 виде Жидкое стекло Вода Формовку смазочной шайбы производят на гидравлическом прессе при давлении 3-5 кг/мм в специальной пресс-форме. Сначала спрессовывают смесь из доменного шлака с диаметром окружностн 0,7 Ош, где Dm - внешний диаметр шайбы. К полученной заготовке добавляют смесь на основе стекла № 15 и спрессовывают в окончательную шайбу. Объемное распределение составных частей шайбы зависит от длины изделия, отпрессованного до стабилизации процесса прессования. Отпрессованную шайбу сушат в сушильном шкафу при 230-260°С в течение 1 - 2 ч или на воздухе в течение 24 ч. При использовании смазочной шайбы описываемой конструкции и состава оплавление доменного шлака в начальный период прессования происходит в тонком приконтактном слое. Оплавленный доменный шлак равномерно и последовательно поступает в зону деформации и без нарушения сплошности смазываюшего слоя покрывает поверхность прессуемого изделия. При стабилизации процесса прессования начинается оплавление стекла, которое 4 .4 вследствие выравнивания скоростей истечения поверхностных слоев изделия и выдавливаемой металлом стеклосмазки тонким слоем покрывает поверхность изделия. Применение шайбы описываемой конструкции и состава позволит увеличить выход годного на 5-10%, улучшить качество поверхности прессуемых изделий, а такжч снизить усилие, стабилизировать процесс прессования и повысить стойкость матрицы. Формула изобретения 1.Смазочная шайба для прессования изделий, выполненная в виде диска, отличаюш,аяся тем, что, с целью повышения качества прессованных изделий из титановых сплавов, диск выполнен составным из двух концентричных частей, внутренняя из которых изготовлена из доменного шлака с добавками связующего вешества, а наружная - из стеклокрупки с добавками того же связуюшего вешества, при этом диаметр внутренней части диска составляет 0,7 от диаметра наружной его части. 2.Смазочная шайба по п. I, отличающаяся тем, что связующее вещество изготовлено из жидкого стекла и воды. Источники информации, принятые во внимание при экспертизе 1. Прозоров Л. В. Прессование стали и тугоплавких сплавов. М., «Мащиностроение, 1969, с. 127.
| название | год | авторы | номер документа |
|---|---|---|---|
| СМАЗОЧНАЯ ШАЙБА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ И СПОСОБ ПРЕССОВАНИЯ С ПРИМЕНЕНИЕМ ШАЙБЫ | 2015 |
|
RU2602927C1 |
| Состав смазочной шайбы для горячейОбРАбОТКи МАТЕРиАлОВ дАВлЕНиЕМ | 1979 |
|
SU821013A1 |
| Способ изготовления изделий из тугоплавких металлов и сплавов | 1984 |
|
SU1192874A1 |
| Способ выдавливания изделий из высокопрочных сплавов | 1991 |
|
SU1819169A3 |
| СПОСОБ ПРЕССОВАНИЯ ТРУБ | 2000 |
|
RU2184633C2 |
| РАСХОДУЕМЫЙ ЭЛЕКТРОД ВАКУУМНОЙ ДУГОВОЙ ПЕЧИ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2008 |
|
RU2359432C1 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2333061C2 |
| Матрица для прессования тугоплавких металлов | 1977 |
|
SU631231A1 |
| Стеклосмазка для горячей деформации металлов | 1978 |
|
SU681909A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |