Изобретение относится к оборудованию для контактной сварки и может использоваться в аппаратуре управления ма шин точечной, шовной и рельефной сварки. Известны регуляторы цикла сварки, содержащие устройство отсчета времени операций цикла сварки и устройство управления сварочным током Т . Недостатком регулятсфа является отсутствие устройства стабилизации нагрева свариваемого соединения при колебаниях напряжения питающей сети. Наиболее близким к предлаа аемому ябляется регулщ-ор, содержащий устройство управления сварочным током, устройство для oTcieTa времени операций пикла сварки с времязадакхцими ячейкам и источники стабилизированного и неста- билизированного напряжения . Недостатком регулятора является вве дение фазовой отсечки, которая уменьша коэффициент мощности машин, увеличивае потребляемую мощность, и пульсации сва рочного тока, что отрицательно сказывается на качестве сварки ряда металлов и сплавов.. Цель изобретения - повышение энергетических характеристик машин и качества сварки путем стабилизации нагрева свариваемого соединения при колебаниях напряжения питающей сети. Указанная цель достигается тем, что источник стабилизированного напряжения подключен ко входу устройства управления сварочным током, а источник нестабилизированного напряжения выполнен в виде трехфазного выпрямителя и подключен ко входу устройства отсчета времени сварки. Энергия, выделяющаяся в свариваемом соединении пропорциональна времени сварки и квадрату сварочного тока. Поэтому для обеспечения стабилизации выделяющейся энергии время сварки изменяется пропорционально квадрату изменения напряжения сети, учитывая, что пропорционально времени сварки изменяется и теплоотвод от свариваемого соединения, сте- пень изменения в юмёмй увеличивается от двух до трёх.
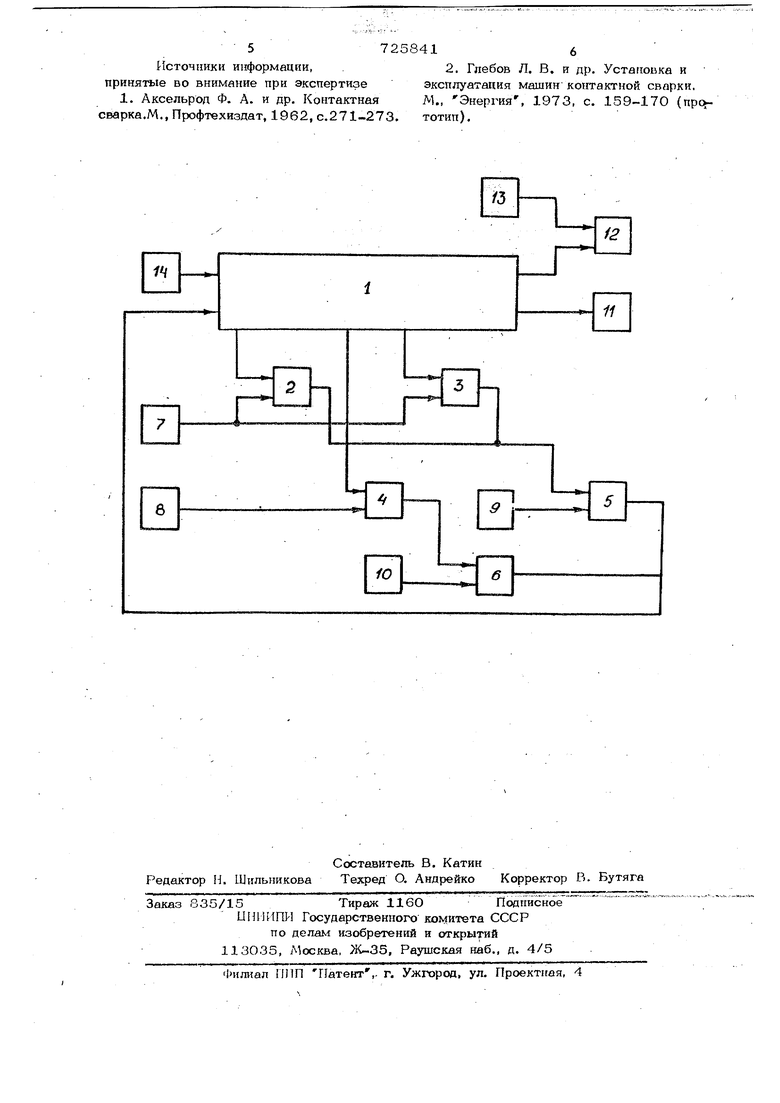
На чертеже представлена структурная схема предлагаемого регулятора, к машине постоянного тока с трехфазном однополупериодным выпрямителем.
Коммутатор 1 операдии через переключатели 2, 3 и 4 управляет работой времязадающих ячеек 5 и б устройства отсчета времени. Время, отсчитыва емое ячейкой, определяется положением соответствующего переключателя и напряжением, подводимым от источников 7 и 8. Для синхронизации моментов переключения ячеек с питающим напряжением слу- . жат источники синхронизируклцих импульсов 9 и 10. Выходные команды поступают от коммутатора операций на усилитель привода сжатия электродов 11 и усилитель включения сварочного тока 12, к которому подаются также -от формирователя 13 импульсы для включения силовых управляемых вентилей. Для запуска регулятора служит пусковое устройство 14. Регулятор работает следующим образом.
По команде от пускового устройства 14 коммутатор 1 операций включает усилитель привода сжатия электродов 11 и через переключатель 3 подает постоянное стабилизированное напряжение от источника 7 на времязадакщую ячейку 5, на которую постоянно поступают от фс мирователя 9 импульсы синхронизации частотой 5О Гц. Ячейка 5 отсчитывает заданное время (сжатия электродов) и переключает коммутатор операций 1. Коммутатор операций через усилитель 12 подает отпирающие импульсы от формирователя 13 на силовые управляемые вентили, т.е. включает сварочный ток и одновременно подает напряжение от источника 8 через переключатель 4 на времязадающую ячейку 6. Источник 8 представляет собой трехфазный однополупериодный выпрямитель, выпрямляющий те же полуволны напряжения сети, что и силовой выпрямитель. Благодаря этому напряжение источника 8 пропорционально напряжению, подводимому к сварочному контуру машины, т.е. сварочно) току при данном сопротивлении контура. В результате этого время отсчитываемое времязадающей ячейкой 6, при данном положении переключателя 4 зависит от нап| ряжения питающей сети. Для уменьшения шага изменения времени импульсы синхронИзадии Подаются на ячейку 6 от генератора 10 частотой ISO Пд. Ячейка настраивается так, что при данном положении переключателя изменение времени сварки обратно пропорционально третьей степени изменения питающего напряжения
Фаза управляющих импульсов формирователя 13 соответствует полнофазному выпрямлению, т.е. максимальному коэффициенту мощности машины и минимальным пульсациям сварочного тока. До момента включения сварочного тока управляющие импульсы сдвинуты вправо от полнофазного состояния и возвращаются к нему за первый период после включения сварочного тока, что уменьшает величину намагничивающего тока через силовой управляемый вентиль, включаемый первым.
Времязадакдцая ячейка 6 отсчитывает время сварки и переключает коммутатор 1 операций, который включает усилитель 12 и запускает отсчет следующего интервала времени (проковка) через переключатель 3 с помощью времязадающей ячейки 5.
Таким образом, регулятор цикла сварки осуществляет отсчет форсированного времени всех операций цикла, кроме времени сварки, которое изменяется обратно пропорционально кубу изменения питающего напряжения.
Применение предлагаемого регулятора целесообразно при использовании жестких режимой : сварки, когда возможна компенсация изменений сварочного тока времени сварки. ,
Формула изобретения
Регулятор цикла контактной сварки, содержащий устройство для управления сварочным током, устройство для отсчета времени операций цикла сварки с времязада1йщими ячейками и источники стабилизированного и нестабилизированного напряжения, о тличающийся тем, что, с целью п жыщения энергетических характеристик мащш и качества сварки путем стабилизации нагрева свариваемого соединения при колебаниях напря/кения питающей сети, источник стабилизированного напряжения подключен ко входу устройства для управления сварочным током, а источник нестабилизированного напряжения выполнен в виде трехфазного выпрямителя и подключен ко входу устройства для отсчета времени сварки.
57258416
Источники информации,2. Глебов Л. В. и др. Установка и
принятые во внимание при экспертизеэксплуатация машин контактной сварки,
1. Аксельрод Ф. А. и др. КонтактнаяМ., Энергия, 1973, с. 159-170 (npq.сварка.М.,Профтехиздат, 1962, С.271-273. тотип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для фазового управления сварочным током контактных машин | 1978 |
|
SU766789A1 |
| Регулятор мощности | 1986 |
|
SU1411109A1 |
| УСТРОЙСТВО ДЛЯ УПРАВЛЕНИЯ ПРОЦЕССОМ ДУГОВОЙ СВАРКИ НЕПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ ЗАЩИТНЫХ ГАЗОВ | 1991 |
|
RU2077415C1 |
| Устройство для управления сварочным током | 1979 |
|
SU889339A1 |
| Устройство для управления несимметричным трехфазным выпрямителем | 1986 |
|
SU1432696A2 |
| Устройство контроля и управления процессом контактной стыковой сварки | 1986 |
|
SU1344545A1 |
| Трехфазный выпрямитель | 1978 |
|
SU721266A2 |
| Способ управления многопостовой системой питания | 1984 |
|
SU1276453A1 |
| Устройство снижения напряжения холостого хода сварочных выпрямителей | 1979 |
|
SU854635A1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2009 |
|
RU2424097C1 |
