1
Изобретение относится -к устройствам импульсного фазового управления вентильными преобразователями и может быть использовано преимущественно в устройствах с биполярными 5 вентилями, в частности, в аппаратуре управления током однофазных машин для контактной сварки.
Известно устройство синхронного фазового управления сварочным током, 10 обеспечивакнцее регулирование тока в сторону его уменьшения при увеличении угла сдвига управлягацих импульсов, подаваенмх на биполярные силовые вентили .15
Недостатком известного устройства является низкая производительность за счет предварительной настройки режима на коэффициент мощности при переменных нагрузках.20
Наиболее близким техническим решением к данному изобретению является устройство фазового управления сварочным током однофазных машин,содержащее узел синхронизации, узел эа-25 держки с времязадающей емкостью, формирователь управля адих импульсов, подключенный к выходу узла отсчета временных интервалов позиций сварочного цикла 2 .30
Недостаток известного устройства низкая производительность за счет отсутствия автоматической настройки устройства на заданный коэффициент мощности.
Цель изобретения - повьшение производительности процесса сварки за счет введения автоматической настройки устройства на згщанный козффициент мощности.
Цель достигается тем, что узел задержки снабжен автоматическим коммутатором и двумя делителями напряжения и разделительными диодами, при этом средние точки делителей подключены через разделительные диоды к времязадающей емкости и к коммутирующим выходам коммутатора.
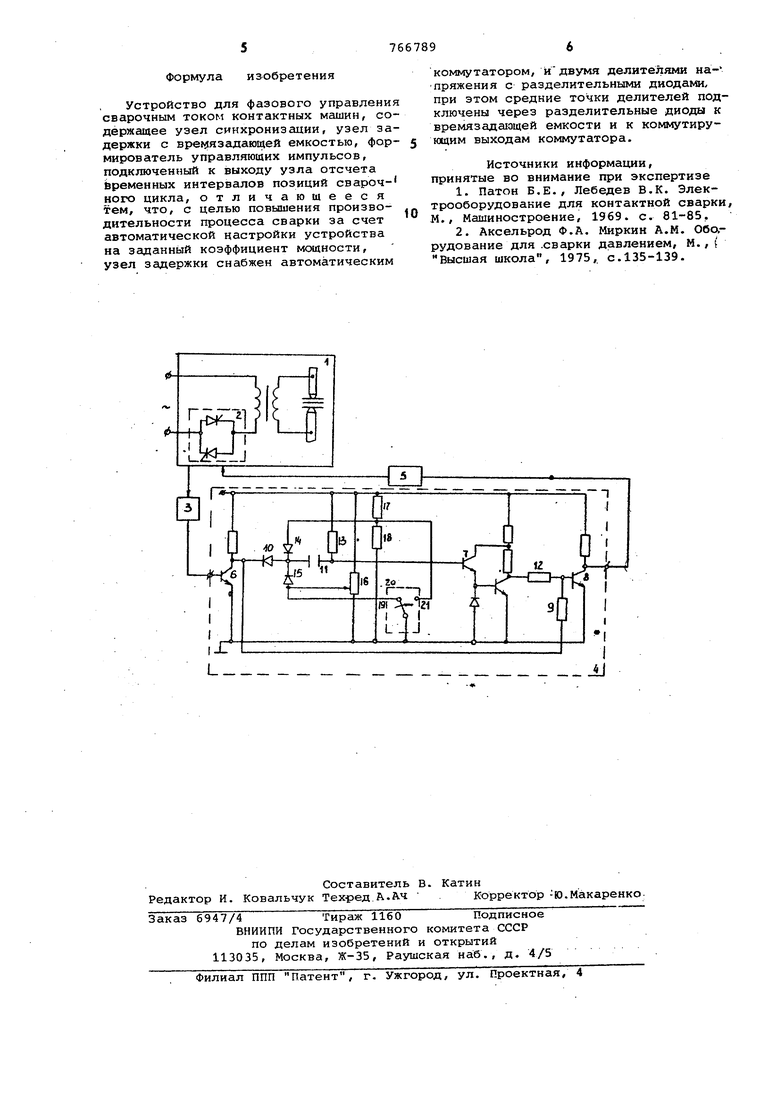
На чертеже представлена принципиальная электрическая схема устройства.
Устройство для фазового управления сварочным током содержит сварочную машину 1/ вентильный прерыватель 2 сварочного тока, устройство 3 синхронизации, регулируемую задержку 4 времени, формирователь 5 импульсов.
Регулируемая задержка 4 времени состоит из входного транзистора 6, уг илителя 7 на составном транзисторе. выходного транзистора В,причем выход транзистора подключен с одной .стороны через резистор 9 и база 8 транзистора, а с другой - через диод 10 и времязадающую емкость 11 соединен с базой 7 транзистора. Выход усилителя на составном транзисторе 7 чере 4)езистор 12 подключен к базе 8 транзистора, а вход транзистора 7 через резистор 13 подключен к источнику коллекторного питания. Емкость 11 че рез два диода 14 и 15 подключена к двум делителям напряжения, выполненным на резисторах 16-18. Движок регулируемого делителя напряжения на резисторе 16 подключен через диод 15,к емкости 11 и к выходу 19 коммутатора 20.Общая точка делителя на резисторах 17 и 18 соедине на через диод 14 с емкостью 11 и с другим выходом 21 коммутатора 20.Общая тбчка коммутатора 20 соединена с общим проводом .схемы задержки 4. Устройство работает следующим образом-. В исходном состоянии до начала от счета технологического интервала- вре мени сварка на устройство 3 синхро низации поступает напряжение вентилей прерывателя 2, которое практичес ки полностью повторяет по форме напряжение питающей сети. Сигналы от устройства синхронизации (фи.ксирующие переходы через нулевое значение синхронизирующего напряжения) запускают блок задержки 4 выдержки времени. До начала интервала сварка ком мутатор 20 находится в положении 19, и величина задержки определяется напряжением заряда емкости 11 от делителя на резисторах 17, 18. Задержанный импульс с выхода узла 4 поступает на формирователь 5, но до момента начала интервала свар ка импульсы управления на вентильный прерыватель не поступают. в исходном состоянии транзисторы 7 и 3 насыщены, а транзистор б закры Сигнал на выходеузла 4 (с .крллектора транзистора 8) может появиться при одновременном исчезновении сигналов с выхода транзисторов 6 и 7. Потенци ал базы транзистора 7 (правая обклад ка конденсатора 11) равен нулю, а ко денсатор 11 заряжен до напряжения, . снимаемого с делителя на резисторах 17, 18 (или 16). При поступлении отпирающего напряжения на базу транзистора 6 с блока 3 транзистор б на сыдается и положительный потенциал конденсатора 11 прикладывается к эмиттеру транзистора 7 и .он оказывается ,закрытым.g течение времени п резаряда конденсатора 11. На выходе транзистора 8 появляется импульс, задержанный-на время, определяемое начальным уровнем заряда конденсато ра 11 и постоянной разряда Т . Сиг ал на выходе блока 4 исчезает при ропадании сигнала на его входе. Таким образом, величина вьщержки времени определяется уровнем напряения, до. которого заряжается конденатор 11 от делителей 16 или 17, 18. При поступлении сигнала от устройтва отсчета временных технологических интервалов цикла сварки в -течение времени сварка снимается запрет с узла формирователя 5 и первый импульс управления, отсчитываемый от момента появления синхронизирующего напряжения через нулевое значение (для первого включения от момента перехода через нулевое значение напряжения питающей сети), с фиксированной задержкой, определяемой уровнем напряжения делителя на сопротивлениях 16, 17 и постоянной времени разряда (до практически нулевого уровня) емкости 11, отпирает один из вентилей прерывателя 2 сварочной машины 1. Одновременно с этим коммутатор 20 перебрасывается в полохсение 21. В качестве коммутатора может быть использовано, реле, плечи триггера с управлением от транзисторных ключей и т.п. При первом включении одного из вентилей 2 напряжение на нем снижается до уровня падения напряжения на открытом вентиле (практические нулевое) . Время проводимости первого вентиля определяется начальным углом включения (потенциалом делителя на резисторах 17, 18) и коэффициентом мощности нагрузки сварочной машины 1. В момент прохождения тока вентиля через нулевое значение период его проводимости заканчивается, что сопровождается появлением на нем обратного напряжения. Этот перепад напряжения через устройство синхронизации запускает выдержку 4 времени. Выдержка второго и всех последующих интервалов проводимости прерывателя 2 в течение технологическрго интервала сварка определяется уровнем напряжения предварительного заряда конденсатора 1, снимаемого с делителя 16. Наибольшее (полнофазное) значание тока определяется наименьшей (нулевой) величиной потенциала,, снимаемого с делителя 16, который играет роль регулятора уровня сварочного тока (нагрев). Преимущества устройства фазового управления перед всеми существующими состоят в исключении необходимости предварительной настройки однофаз-. ных машин контактной сварки на коэффициент мощности нагрузочной цепи и в возможности полного использования машин по мощности (сварочному току). Это приводит к повышению производительности труда сварщиков не менее, чем на 10%, особенно в условиях мелкосерийного производства при частых сменах режимов сварки.
Формула изобретения
Устройство для фазового управления сварочным током контактных машин, содержащее узел синхронизации, узел задержки с BpefiiHзадающей емкостью, формирователь управляющих импульсов, подключенный к выходу узла отсчета временных интервалов позиций сварочного цикла, отличающееся тем, что, с целью повышения производительности процесса сварки за счет автоматической настройки устройства на зсщанный коэффициент мощности, узел задержки снабжен автоматическим
коммутатором, и двумя делителями наПряжения с разделительными диодами, при этом средние точки делителей подключены через разделительные диоды к времязадающей емкости и к коммутирующим выходам коммутатора.
Источники информации, принятые во внимание при экспертизе
1.Патов Б.Е., Лебедев В,К. Электрооборудование для контактной сварки, М., Машиностроение, 1969. с. 81-85.
2.Аксельрод Ф.А, Миркин A.M. Обо рудование для .сварки давлением, М.,( Высшая школа, 1975,. с.135-139.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство фазового управления сварочным током однофазных контактных машин | 1979 |
|
SU1134332A1 |
| Однофазная контактная электросварочная машина | 1981 |
|
SU1027941A1 |
| Устройство для ограничения напряженияХОлОСТОгО ХОдА СВАРОчНОгО ТРАНСфОРМАТОРА | 1979 |
|
SU823027A1 |
| Регулятор цикла контактной сварки | 1977 |
|
SU725841A1 |
| Способ параметрической стабилизации напряжения машин контактной сварки постоянного тока и устройство для его осуществления | 1986 |
|
SU1362590A1 |
| ИСТОЧНИК ЭЛЕКТРОЭНЕРГИИ ДЛЯ СВАРКИ И СПОСОБ ФОРМИРОВАНИЯ МНОЖЕСТВА РАЗНЕСЕННЫХ ВО ВРЕМЕНИ СИГНАЛОВ ДЛЯ ИСПОЛЬЗОВАНИЯ В ЭТОМ ИСТОЧНИКЕ (ВАРИАНТЫ) | 1994 |
|
RU2089362C1 |
| Устройство для управления электродвигателем воздуховсасывающего агрегата пылесоса | 1990 |
|
SU1734183A1 |
| Электронное устройство реверсирования активатора стиральной машины | 1987 |
|
SU1463825A1 |
| Устройство для стабилизации напряжения многопостовых сварочных выпрямителей | 1972 |
|
SU507421A1 |
| СИСТЕМА ЗАЖИГАНИЯ ДВИГАТЕЛЯ ВНУТРЕННЕГО СГОРАНИЯ | 1993 |
|
RU2046990C1 |
