Изобретение относится к области контактной сварки и может быть использовано для автоматического контроля и управления машинами контактной точечной сварки.
Нормальное протекание процесса формирования ядра сварной точки и стабильное качество точечного сварного соединения обеспечивается при условии вложения необходимого количества тепла в зону сварки (участок «электрод-электрод»). Воздействие же различных возмущений (колебание напряжения сети, состояние поверхности свариваемых деталей, износ сварочных электродов и т.д.) приводит к отклонению реального тепловыделения от заданного, что является причиной возникновения дефектов сварки.
Известен способ регулирования процесса электронагрева, при котором измеряют и суммируют электрическую энергию, выделяемую в сварочном контакте с начала подачи сварочного тока до текущего момента, и отключают сварочный ток при достижении электрической энергии заданного значения [Авторское свидетельство СССР №285737, кл. В23К 11/24, 1973].
Этот способ позволяет поддерживать постоянство выделяемой энергии на участке «электрод-электрод» и компенсировать большинство возмущений, действующих на процесс сварки, однако увеличение длительности цикла сварки приводит к сдвигу теплового баланса в сторону увеличения оттока тепла в сварочные электроды и основной металл, что влечет за собой снижение стабильности качества.
Известен способ регулирования процесса электронагрева при точечной и шовной сварке, при котором измеряют электрическую энергию, выделяемую в сварочном контакте с момента подачи сварочного тока до текущего момента времени, и производят отключение тока при достижении энергии заданного значения, определяемого в зависимости от суммы сигналов, пропорциональных времени протекания сварочного тока и сопротивлению участка «электрод-электрод» [Авторское свидетельство СССР №662297, кл. В23К 11/24, 1979].
Этот способ позволяет повысить точность регулирования электронагрева и стабильность качества сварных соединений при изменении условий теплоотдачи в электроды и основной металл, однако он требует измерения тока и напряжения в процессе сварки, что значительно усложняет систему управления и сопровождается значительными измерительными погрешностями вследствие электромагнитных помех.
Наиболее близким к изобретению по техническому решению является способ автоматического регулирования тепловыделения при контактной точечной сварке, предусматривающий в каждом периоде сварочного тока определение коэффициента мощности cosφ и значения величины тепловыделения на участке «электрод-электрод» qi и в случае отклонения этого значения от заданного тепловыделения q принятие решения на корректировку угла аi+1 открытия тиристоров в следующем периоде, при этом угол αi+1 определяют по формуле  , где а0 и а1 - коэффициенты, определяемые эмпирически исходя из величины cosφ; αi - угол открытия тиристоров в текущем периоде [Патент РФ №2311273, кл. В23К 11/24, 2007].
, где а0 и а1 - коэффициенты, определяемые эмпирически исходя из величины cosφ; αi - угол открытия тиристоров в текущем периоде [Патент РФ №2311273, кл. В23К 11/24, 2007].
Этот способ не требует измерения тока и напряжения при сварке и позволяет простыми средствами стабилизировать в условиях действия различных возмущений количество энергии, выделяемой в сварочном промежутке за период, однако не позволяет контролировать суммарное количество энергии, выделяющейся в промежутке «электрод-электрод» в течение всего цикла сварки.
Задача, на решение которой направлено заявляемое изобретение, заключается в повышении качества контактной точечной сварки за счет стабилизации выделяемой энергии на участке «электрод-электрод».
Поставленная задача решается тем, что в способе стабилизации тепловыделения при контактной точечной сварке, предусматривающем в каждом периоде сварочного тока определение коэффициента мощности cosφ, величины тепловыделения q за период сварочного тока на участке «электрод-электрод» и выбор угла включения тиристоров α' в следующем периоде, перед началом сварки определяются напряжение питающей сети Uc, коэффициент трансформации на данной ступени Кт, индуктивное сопротивление Х2к контактной сварочной машины и угол φк отставания тока от напряжения при полнофазном включении в режиме короткого замыкания, в процессе сварки тепловыделение q за текущий период определяют как

где Ki(cosφ, α) - коэффициент регулирования сварочного тока, определяемый в зависимости от коэффициента мощности cosφ и угла α открытия сварочных тиристоров по формуле

где a0 и а1 - коэффициенты, определяемые эмпирически в зависимости от величины cosφ,
а требуемую величину тепловыделения q' в следующем периоде задают за счет коррекции угла α' открытия тиристоров из условия равенства суммарного тепловыделения за заданное количество nсв периодов сварочного тока заданному тепловыделению Q с учетом количества j прошедших периодов тока в соответствии с формулой:

причем

Определение в каждом периоде коэффициента мощности cosφ позволяет производить параметрическое измерение основных электрических параметров цепи (сопротивление участка «электрод-электрод» rээ, ток сварки Iсв, тепловыделение q):



Подставив в формулу (7) значения Iсв и rээ, выраженные из формул (2), (4), (5) и (6), получим формулу (1), вычисление тепловыделения по которой позволяет с достаточной точностью определять тепловыделение на участке «электрод-электрод» в зависимости от измеренного значения cosφ и заданного α и отказаться от измерения тока и напряжения при сварке. При этом значения коэффициентов а0 и а1 в формуле (2) могут быть определены в зависимости от величины cosφ по известным методикам с применением эмпирических формул [Патент РФ №2311273, кл. В23К 11/24, 2007].
Определение пред началом сварки величины напряжения питающей сети Uc, коэффициента трансформации на данной ступени Kт, индуктивного сопротивления Х2к контактной сварочной машины и угла φк отставания тока от напряжения при полнофазном включении в режиме короткого замыкания позволяет преобразовать формулу (1) к параметрическому виду

где

а функция

может быть задана таблично для фиксированных значений cosφ и α.
Задание требуемой величины тепловыделения q' в следующем периоде в соответствии с формулой (3) позволяет учесть при расчетах колебания сетевого напряжения и обеспечить вложение в сварную точку заданного количества тепла Q в течение заданного количества nсв периодов сварочного тока, при этом учитывается энергия, накопленная в сварной точке за прошедшие j периодов, а недовложенное количество энергии равномерно распределяется между оставшимися (nсв-j) периодами. С учетом (9) и (10) формула (3) может быть преобразована как

где р' - требуемое значение функции р в следующем периоде тока.
Определение угла α' в соответствии с формулой (4) является решением уравнения (1) относительно α для q=q' и позволяет выразить α' через cosφ и q', что с учетом (9), (10) и (11) позволяет преобразовать (4) и получить функцию:

которая может быть задана таблично для фиксированных значений cosφ и p'.
Вычисление в каждом периоде сварочного тока тепловыделения на участке «электрод-электрод» и для каждого последующего периода задание величины этого тепловыделения таким образом, чтобы суммарное тепловыделение за цикл сварки было равно заданному, изменение угла открытия тиристоров по предложенным формулам позволяют стабилизировать выделяемую при сварке энергию за цикл сварочного тока заданной длительности. При этом отпадает необходимость измерения сварочного тока и падения напряжения на электродах.
Изобретение иллюстрируется чертежами, на которых представлены:
на фиг.1 - функциональная схема регулирования тепловыделения при контактной точечной сварке;
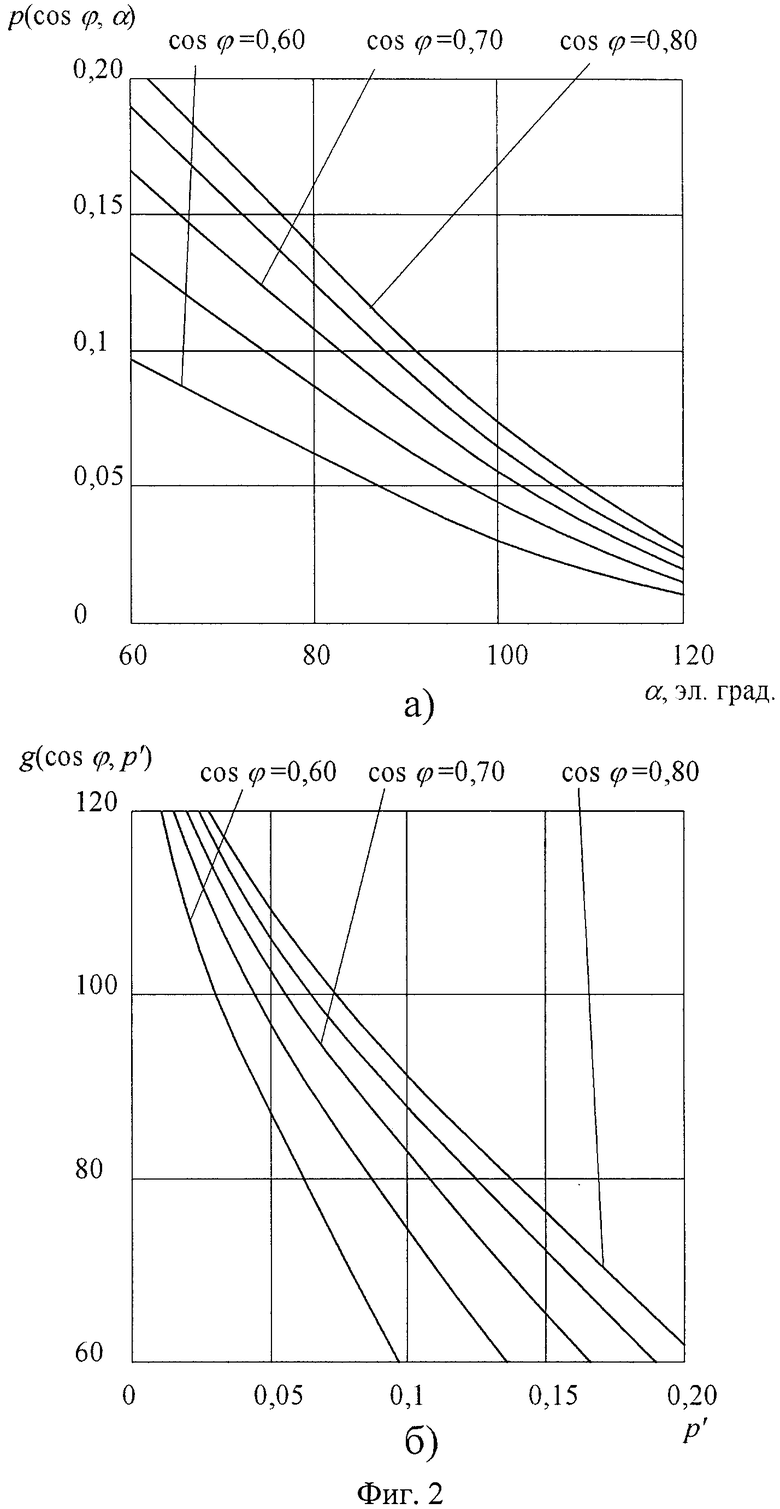
на фиг.2 - функции p(cosφ, α) и g(cosφ, р') при различных значениях коэффициента мощности cosφ для машины МТПУ-300: a) p(cosφ, α) и б) g(cosφ, р');
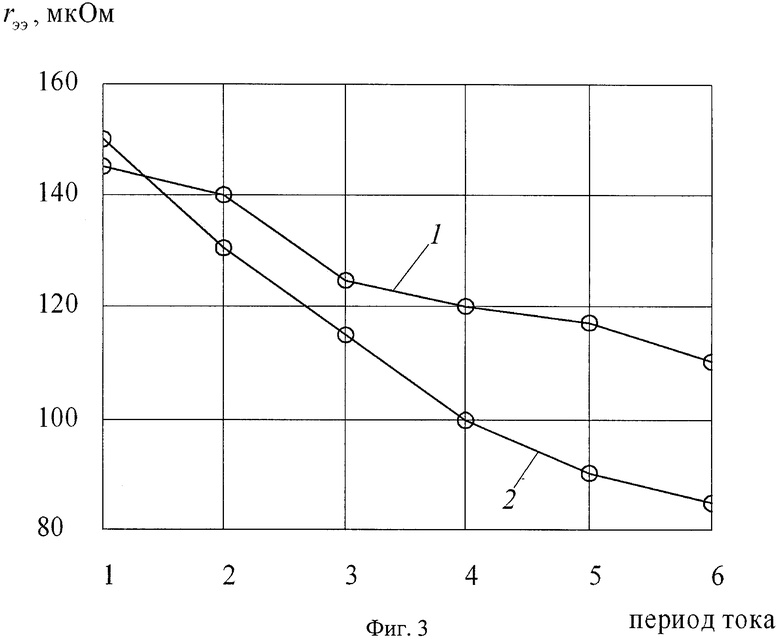
на фиг.3 - график изменения значений величины rээ сопротивления в промежутке электрод-электрод в течение сварочного цикла на примере контактной точечной сварки низкоуглеродистой стали 08кп толщиной 1+1 мм;
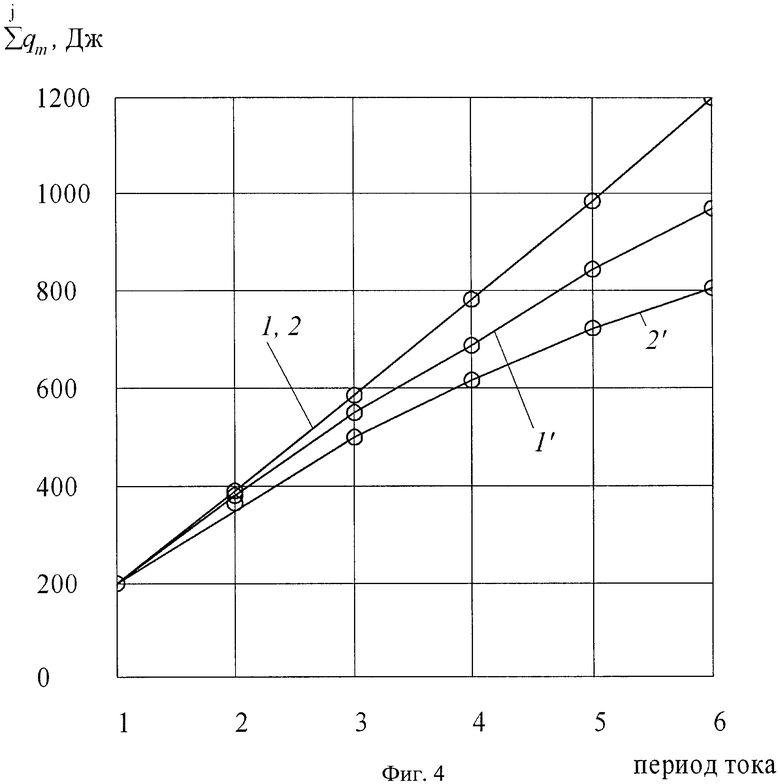
на фиг.4 - изменения расчетных значений величины тепловыделения в течение цикла сварочного тока в том же примере.
Способ реализуется на стандартных машинах контактной сварки, работающих от сети переменного тока промышленной частоты и содержащих (фиг.1) тиристорный контактор КТ, обеспечивающий включение в сеть сварочного трансформатора ТС. В микропроцессорный блок управления 1 через интерфейс пользователя 2 задаются параметры сварочной машины: коэффициент трансформации Кт, угол φк отставания тока от напряжения при полнофазном включении в режиме короткого замыкания и индуктивное сопротивление Х2к контактной сварочной машины в режиме короткого замыкания, а также параметры режима сварки: общее тепловыделение за цикл сварки Q и количество периодов сварочного тока nсв. Через программатор 3 в микропроцессорный блок управления закладываются параметрические функции p(cosφ, α) и g(cosφ, р'). Информация о напряжении сети Uc поступает в микропроцессорный блок управления через блоки измерения напряжения 4. Определение коэффициента мощности cosφ производится в блоке 5.
В микропроцессорном блоке управления для каждого периода сварочного тока производятся последовательные вычисления на основании полученного значения cosφ:
1) определение значения функции p в соответствии с формулой (10);
2) вычисление требуемого значения функции p' в следующем периоде тока в соответствии с формулой (11);
3) определение угла α', при котором возможно получение требуемого p' в соответствии с формулой (12).
Пример. При сварке на контактной сварочной машине типа МТПУ-300 на основании проведенных измерений были введены в регулятор следующие значения: индуктивное сопротивление в режиме короткого замыкания Х2к=240 мкОм, коэффициент трансформации на V ступени Кт=100, угол отставания тока от напряжения при полнофазном включении в режиме короткого замыкания φк=60 электрических градусов, сетевое напряжение Uc=380 В. Для случая сварки листовых заготовок из низкоуглеродистой стали толщиной 1+1 мм в качестве параметров режима приняли время сварки tсв=0,12 с (nсв=6 периодов) и общее тепловыделение Q=1200 Дж.
На основе вычисления по формулам (10) и (12) для φк=60 электрических градусов в регулятор были введены заданные таблично функции p(cosφ, α) и g(cosφ, p'), представленные на фиг.2 в виде номограмм.
Изменение сопротивления rээ промежутка электрод-электрод (фиг.3) в процессе сварки при номинальном диаметре рабочей поверхности электродов, равном 5 мм, и увеличенном вследствие износа диаметре, равном 8 мм, представлено соответственно кривыми 1 и 2. При этом стабилизация тепловыделения Q за цикл сварки (фиг.3) с использованием предлагаемого способа (кривые 1 и 2) позволяет получить качественные соединения в обоих случаях. В то же время сварка со стабилизацией сварочного тока (кривые 1' и 2') сопровождается уменьшением тепловыделения при изношенных электродах.
После завершения процесса сварки визуальный осмотр образцов показал отсутствие следов выплесков. Разрушение образцов показало образование требуемой в соответствии с ГОСТ 15878-79 зоны взаимного расплавления деталей на всех образцах независимо от качества подготовки поверхности свариваемых деталей и износа сварочных электродов для образцов, сваренных с применением предлагаемого способа. А на образцах, сваренных со стабилизацией сварочного тока изношенными электродами, формирование точечного сварного соединения произошло с образованием непровара.
Таким образом, предложенный способ автоматического измерения и регулирования тепловыделения при контактной точечной сварке позволяет стабилизировать количество тепла, выделяемого в сварочном промежутке, избегать непроваров и выплесков и получать качественные точечно-сварные соединения независимо от подготовки поверхности свариваемых деталей, износа рабочей поверхности сварочных электродов и колебания напряжения питающей сети.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2009 |
|
RU2424099C1 |
| СПОСОБ СТАБИЛИЗАЦИИ ТОКА КОНТАКТНОЙ СВАРКИ | 2012 |
|
RU2507046C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ КОЭФФИЦИЕНТА МОЩНОСТИ КОНТАКТНОЙ СВАРОЧНОЙ МАШИНЫ | 2009 |
|
RU2424098C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2011 |
|
RU2457497C1 |
| СПОСОБ ИЗМЕРЕНИЯ СОПРОТИВЛЕНИЯ СВАРОЧНОГО КОНТАКТА | 2009 |
|
RU2424095C1 |
| СПОСОБ УПРАВЛЕНИЯ ПРОЦЕССОМ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКИ | 2005 |
|
RU2301729C2 |
| СПОСОБ УПРАВЛЕНИЯ СВАРОЧНЫМ ТОКОМ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2309030C2 |
| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| СПОСОБ ИЗМЕРЕНИЯ СВАРОЧНОГО ТОКА | 2009 |
|
RU2424096C1 |
| Способ управления сварочным током при контактной точечной сварке на однофазных машинах | 1987 |
|
SU1611642A1 |
Изобретение может быть использовано для автоматического контроля и управления машинами контактной сварки. Перед началом сварки определяют напряжение питающей сети Uc, коэффициент трансформации на данной ступени Kт, индуктивное сопротивление Х2к контактной сварочной машины и угол φк отставания тока от напряжения при полнофазном включении в режиме короткого замыкания. В каждом периоде сварочного тока определяют коэффициент мощности cosφ, величину тепловыделения q на участке «электрод-электрод» и выбирают угол открытия тиристоров α' в следующем периоде. С учетом полученных данных определяют тепловыделение q за текущий период по заданной формуле. Требуемую величину тепловыделения q' в следующем периоде задают за счет коррекции угла α' открытия тиристоров из условия равенства суммарного тепловыделения за заданное количество nсв периодов сварочного тока заданному тепловыделению Q с учетом количества j прошедших периодов тока. Способ обеспечивает повышение качества контактной точечной сварки за счет стабилизации выделяемой энергии на участке «электрод-электрод». 4 ил.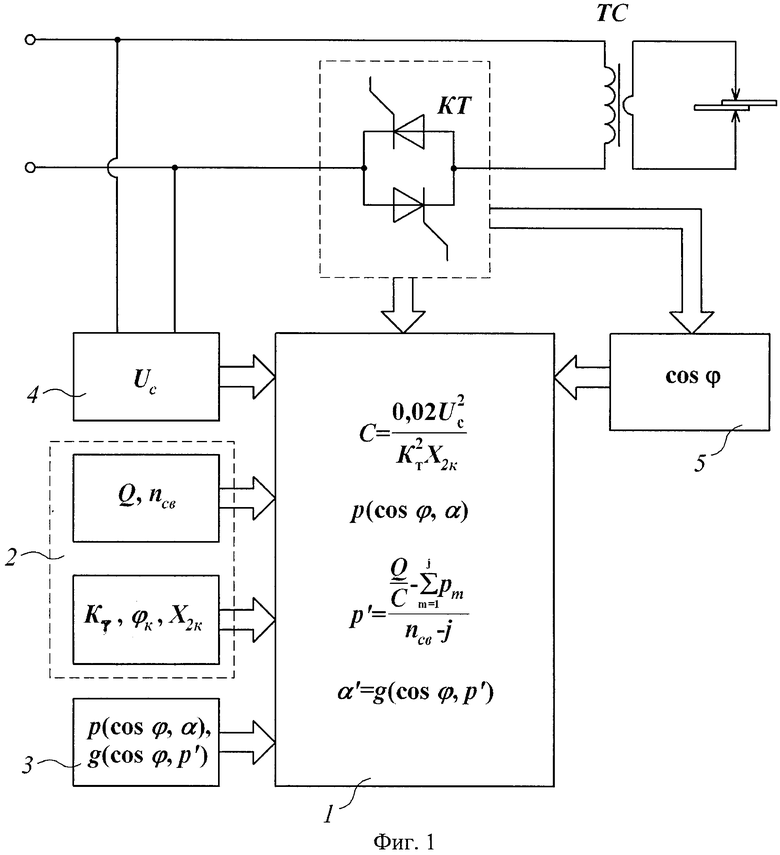
Способ стабилизации тепловыделения при контактной точечной сварке, предусматривающий в каждом периоде сварочного тока определение коэффициента мощности cosφ, величины тепловыделения q на участке «электрод-электрод» и выбор угла открытия тиристоров α' в следующем периоде, отличающийся тем, что перед началом сварки определяют напряжение питающей сети Uc, коэффициент трансформации на данной ступени Kт, индуктивное сопротивление Х2к контактной сварочной машины и угол φк отставания тока от напряжения при полнофазном включении в режиме короткого замыкания, при этом тепловыделение q за текущий период определяют как

где Ki(cosφ, α) - коэффициент регулирования сварочного тока, который определяют в зависимости от коэффициента мощности cosφ и угла α открытия сварочных тиристоров по формуле
Ki=a1·α+a0,
где а0 и a1 - коэффициенты, определяемые эмпирически в зависимости от величины cosφ, а требуемую величину тепловыделения q' в следующем периоде задают за счет коррекции угла α' открытия тиристоров из условия равенства суммарного тепловыделения за заданное количество nсв периодов сварочного тока заданному тепловыделению Q с учетом количества j прошедших периодов тока:
причем

| СПОСОБ АВТОМАТИЧЕСКОГО ИЗМЕРЕНИЯ И РЕГУЛИРОВАНИЯ ТЕПЛОВЫДЕЛЕНИЯ ПРИ КОНТАКТНОЙ ТОЧЕЧНОЙ СВАРКЕ | 2005 |
|
RU2311273C2 |
| Способ регулирования процесса электронагрева при точечной и шовной сварке | 1977 |
|
SU662297A1 |
| Способ стабилизации сварочного тока при контактной сварке с тиристорным управлением | 1986 |
|
SU1355409A1 |
| Приспособление для разматывания лент с семенами при укладке их в почву | 1922 |
|
SU56A1 |

