(54) КОЖУХ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ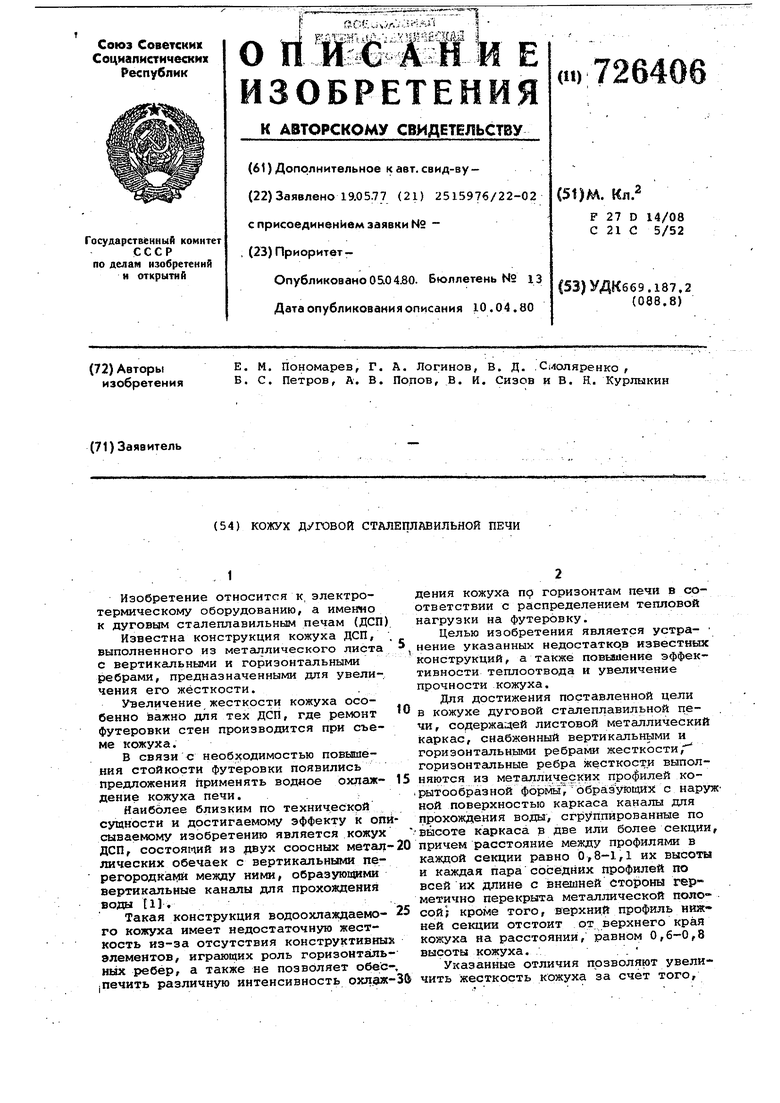
| название | год | авторы | номер документа |
|---|---|---|---|
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2020 |
|
RU2753926C1 |
| Футеровка стен дуговых сталеплавильных печей | 1980 |
|
SU909511A1 |
| ЗДАНИЕ ИЗ ОБЪЕМНЫХ БЛОКОВ И ОБЪЕМНЫЙ БЛОК | 1994 |
|
RU2041331C1 |
| Ванна дуговой электрической печи | 1977 |
|
SU737756A1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729694C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2020 |
|
RU2729675C1 |
| ДВУХВАННАЯ ОТРАЖАТЕЛЬНАЯ ПЕЧЬ ДЛЯ ПЕРЕПЛАВА АЛЮМИНИЕВОГО ЛОМА | 2016 |
|
RU2617087C1 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2019 |
|
RU2699876C1 |
| Двухванная отражательная печь для переплава алюминиевого лома | 2019 |
|
RU2707370C1 |
| Дуговая сталеплавильная печь | 1979 |
|
SU863981A1 |
Изобретение относится к, электротермическому оборудованию, а именно к дуговым сталеплавильным печам (ДСП Известна конструкция кожуха ДСП, выполненного из металлического листа с вертикальными и горизонтальными ребрами, предназначенными для увеличения его жёсткости. Увеличение жесткости кожуха особенно важно для тех ДСП, где ремонт футеровки стен производится при съеме кожуха. В связи с необходимостью повышения стойкости футеровки появились предложения применять водное охлаждение кожуха печи. Наиболее близким по технической сущности и достигаемому эффекту к оп сываемому изобретению является кожух ДСП, состоящий из двух соосных метал лических обечаек с вертикальными перегородка((1й между ними, образующими вертикальные каналы для прохождения воды Ц, Такая конструкция водоохлаждаемого кожуха имеет недостаточную жесткость из-за отсутствия конструктивны элементов, играющих роль горизонтгшь ньЬс ребер, а также не позволяет обес |Печить различную интенсивность охлэж дения кожуха пр горизонтам печи в соответствии с распределением тепловой нагрузки на футеровку. Целью изобретения является устра- нение указанных недостатков известных конструкций, а также повышение эффективности теплоотвода и увеличение прочности кожуха. Для достижения поставленной це.пи B кожухе дуговой сталеплавильной печи, содержащей листовой металлический каркас, снабженный вертикальными и горизонтальными ребрами жесткости, горизонтальные ребра жесткости выполняются из металлических профилей коритообразной формыГ образующих с наруж ной поверхностью каркаса каналы для прохождения воды, сгр ппированные по высоте каркаса в две или более секции, причем расстояние между профилями в каждой секции равно ,1 их высоты и каждая пара соседних профилей по всей их длине с внешней стороны герметично перекрыта металлической полосой кроме того, верхни.й профиль нижней секции отстоит от верхнего края кожуха на расстоянии, равном 0,6-0,8 высоты кожуха.. Указанные отличия позволяют увеличить жесткость кожуха за счет того.
ЧТО горизонтальные каналы, выполнен:ныв из профилированного металла, играют роль горизонтальных ребер жесткости. Крхэмв того, выделение каналов в отдельные секции охлаждения позволет обеспечить различную интенсивност .охлаждения по горизонтам стен в соответствии с тепловой нагрузкой на ФуtepOBKy. : .
Нижние горизонты стен испытывают большее тепловое напряжение от воздействия дуг, чем верхние и поэтому на этом участке требуется снимать больший тепловой поток, чем на верхних горизонтах стены. Давая разный расход воды в верхнюю и нижнюю секции охлаждения кожуха, можно обеспечить равностойкость футеровки по всей поверхности стен и, таким образом, увеличить их общую стойкость.
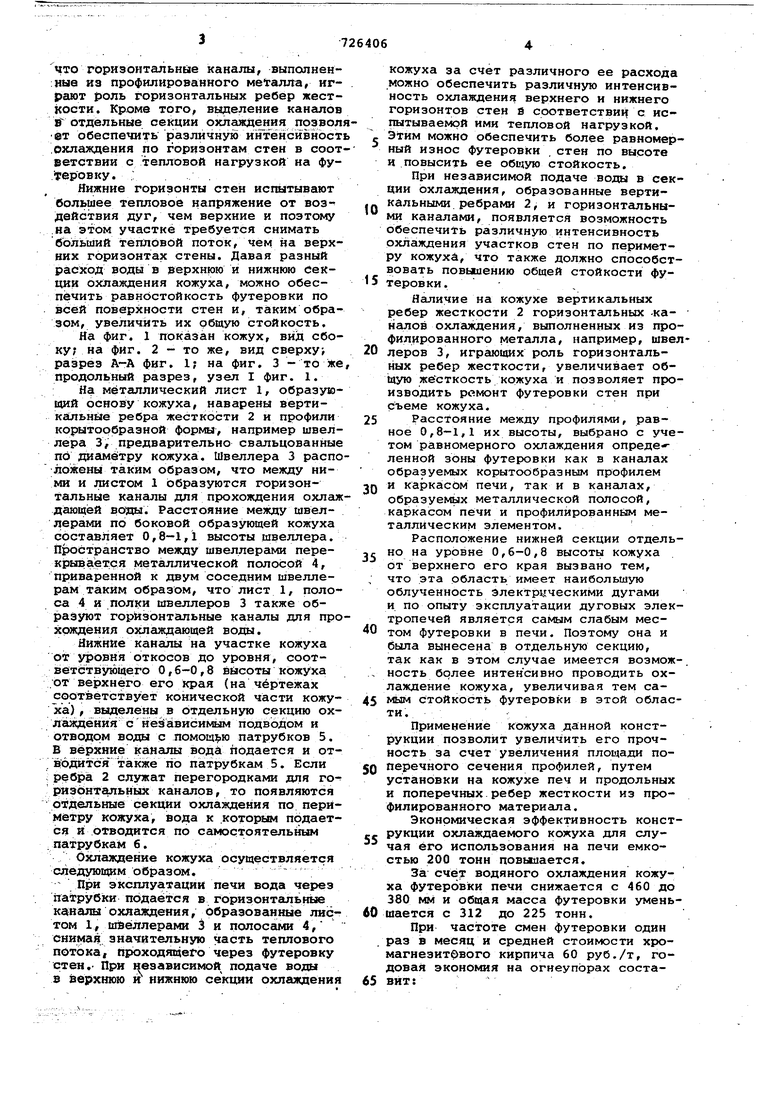
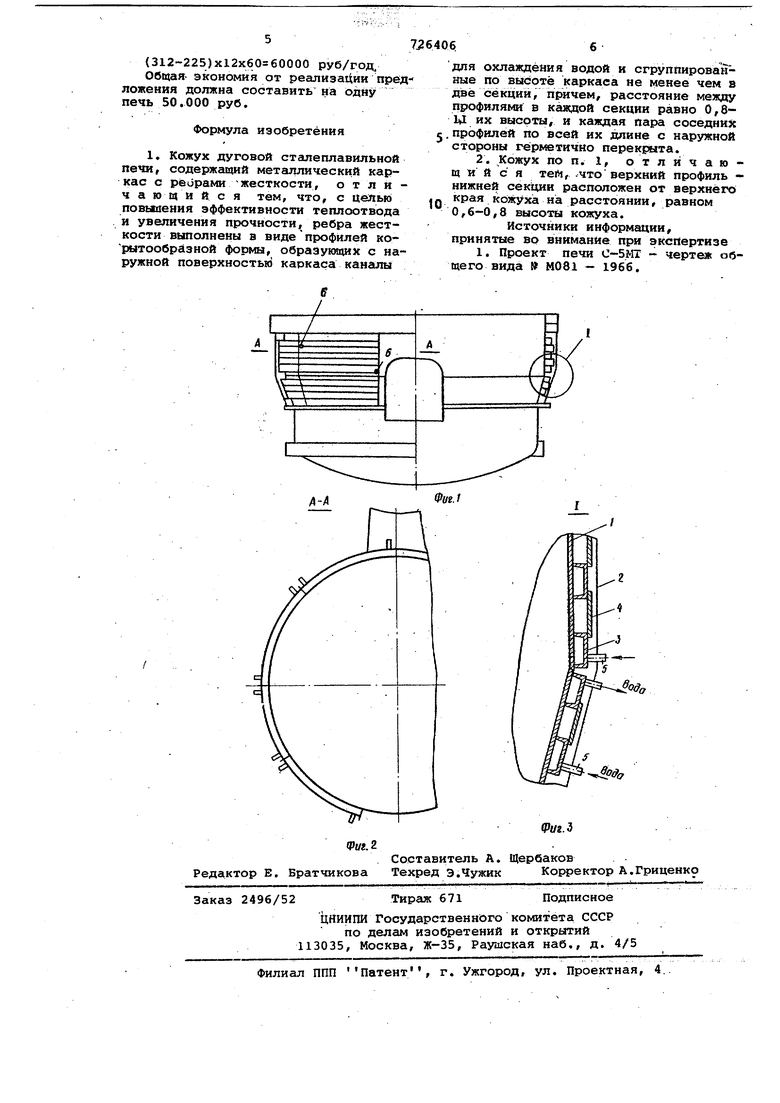
На фиг. 1 показан кожух, вид сбоку; на фиг. 2 - то же, вид сверху разрез А-А фиг. 1; на фиг. 3 - то же продольный разрез, узел I фиг. 1.
Н металлический лист 1, образующий основу кожуха, наварены вертикальные ребра жесткости 2 и профили корытообразной формы, например швеллера 3, предварительно свальцованные по дааметру кожуха. Швеллера 3 расположены таким образом, что между ними и листом 1 образуются горизонтальные каналы для прохождения охлгикдающёй воды. Расстояние между швеллерами по боковой образующей кожуха составляет 0,8-1,1 высоты швеллера. Пространство между швеллерг1ми перекрывается металлической полосой 4, приваренной к двум соседним швеллерам таким образом, что лист 1, полоса 4 и полки швеллеров 3 также образуют горизонтальные каналы для прохождения охлаждающей воды.
Нижние каналы на участке кожуха от хтровня откосов до уровня, соответствующего 0,6-0,8 высоты кожуха от верхнего его края (на чертежах соответствует конической части кожуха) , вьвделены в отдельную секцию охлаждения с независимым подводом и отводом воды с помощью патрубков 5. В верхние каналы вода подается и отвсэдится также по па;трубкам 5. Если pe6pia 2 служат перегородками для горизонтальных каналов, то появляются отдельные секции охлаждения по периметру кожуха, вода к которьм подается и отводится по самостоятельным .патрубкам 6.
Охлаждение кожуха осуществляется следующим образом. .
При эксплуатации печи вода через патрубки подаётся в горизрнтгшьные каналы охлс1ждеиия, образованные листом 1, ш1&ёллерами 3 и полосами 4, снимая значительную часть теплового потока, проходящего через футеровку стен,- При независимой подаче воды в верхнюю IT нижнюю секции охлаждения
кожуха за счет различного ее расхода можно обеспечить различную интенсивность охлаждения верхнего и нижнего горизонтов стен в соответствии с испытываемой ими тепловой нагрузкой. Этим можно обеспечить более равномерный износ футеровки . стен по высоте и .повысить ее общую стойкость.
При независимой подаче воды в секции охлг щения, образованные вертикальными ребрами 2, и горизонтальными каналами, появляется возможность обеспечить различную интенсивность охлаждения участков стен по периметру кожуха, что также должно способствовать повышению общей стойкости футеровки.
Наличие на кожухе вертикальных ребер жесткости 2 горизонтальных -каналов охлаждения, выполненных из профилированного металла, например, швелеров 3, играющих роль горизонтальных ребер жесткости, увеличивает общую жесткость кожуха и позволяет производить ремонт футеровки стен при съеме кожуха.
Расстояние между профилями, равное 0,8-1,1 их высоты, выбрано с учетом равномерного охлаждения опреде-ленной зоны футеровки как в каналах образуемых корытообразным профилем и каркасом печи, так и в каналах, образуемых металлической полосой, каркасом печи и профилированным металлическим элементом.
Расположение нижней секции отдельно на уровне О,6-0,8 высоты кожуха от верхнего его края вызвано тем, что .эта область имеет наибольшую облученность электрическими дугами и. по опыту эксплуатации дуговых электропечей является самым слабым местом футеровки в печи. Поэтому она и была вынесена в отдельную секцию, так как в этом случае имеется возмож ность более интенсивно проводить охлаждение кожуха, увеличивая тем самым стойкость футеровки в этой области. . ; ; .
Применение кожуха данной конструкции позволит увеличить его прочность за счет увеличения площади поперечного сечения профилей, путем установки на кожухе печ и продольных и поперечных ребер жесткости из профилированного материала.
Экономическая эффективность конструкции охлаждаемого кожуха для случая его использования на печи емкостью 200 тонн повышается.
За счет водяного охлаждения кожуха футеровки печи снижается с 460 до 380 мм и общая масса футеровки уменьшается с 312 до 225 тонн.
При частоте смен футеровки один раз в месяц и средней стоимости хромагнезитОвого кирпича 60 руб./т, годовая экономия на огнеупорах составит :
