I
Изобретение относится к области гальванотехники и может быть использовано для контроля качества очистки поверхности металла перед нанесением покрытий различного назначения,
Известен способ контроля качества электрохимической очистки металла, включающий измерение технологического параметра и косвенное определение веса загрязнений на единице, поверхности по, известным зависимостям i,.
Согласно данному способу на извлеченную из ванны деталь распыляют жидкость, измеряют краевой угол смачивания и по его величине косвенно дел5пот качество очистки.
Данный способ является наиболее близким к предложенному по технической сущности и достигаемому результату.
Однако известный способ не позволяет определять качество очистки поверхности металла в ходе процесса обработки, тпк кяк требует извлечений образцов из ц.чнны.
Целью изобретения является повышение оперативности контроля.
Это доститается тем, что ванну с из- делием периодически подключают одновременно к источникам постоянного и переменного тока, и измеряют время установления эталонной величины емкости двойного электрического слоя.
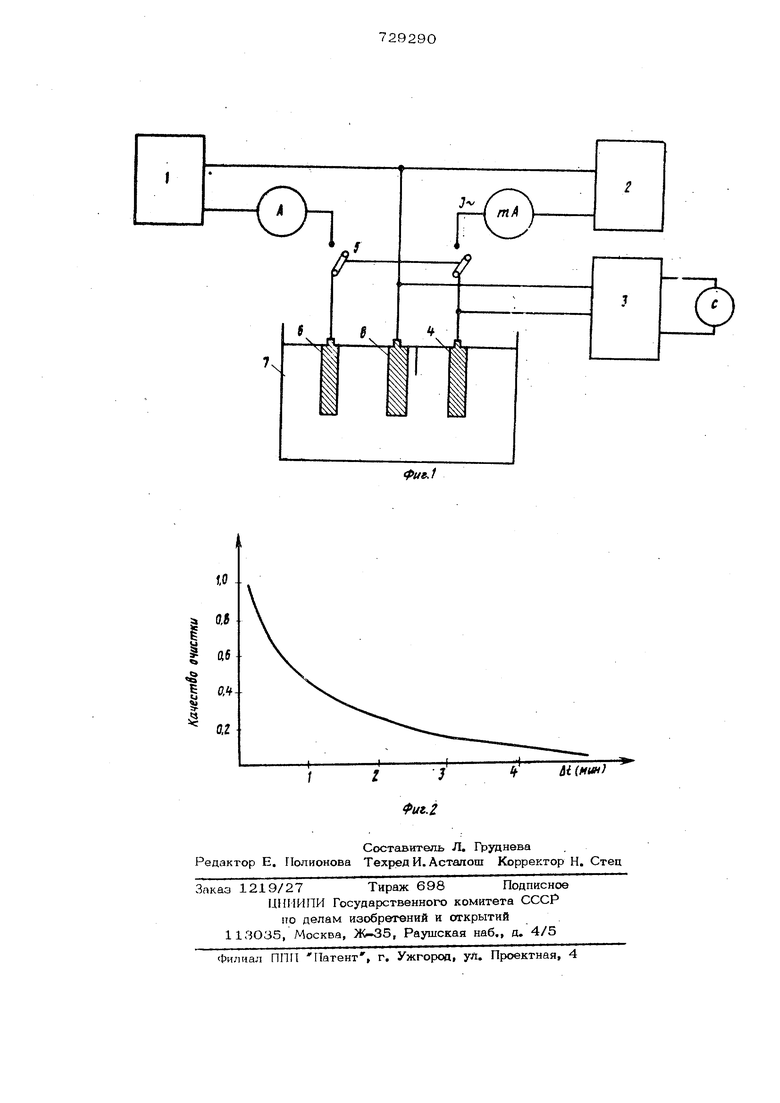
На фиг. 1 дана принципиальная схема устройства, реализующего предлагаемый способ; на.фиг. 2 - график зависимости качества очистки от времени установления эталонной величины емкости двойного электрического слоя.
Устройство содержит источник 1 постоянного тока, источник 2 переменного тока, измеритель емкости 3, электрод 4 и переключатель 5. Устройство подключают к аноду 6 гальванической ванны 7 и -к обрабатываемой металлической детали 8. Переключателем 5 периодически подключают анод 6 и электрод 4 к источникам тока и фиксируют время подключения.
При пропускании тока на границе металлической детали 8 с раствором электролита возникает двойной слой зарядов разного знака, который может рассматриваться как две обкладки конденсатора. При этом как величина емкости двойного электрического слоя (ДЭС), так и время установления определенной величины емкости ДЭС зависят от степени чистоты поверхности детали. По измерителю 3 емкости определяют значение ДЭС и фиксируют время установления эталонной величины емкости ДЭС-t, Определяют разность ,-i и по графику определяют степень (качество) очистки поверхности металла. Величина i. , которую можно регистрировать автоматически различными устройствами, например секундомером, является визуальным критерием качества очистки поверхности металла. В качестве единицы качества очистки может выступать вес загрязнений на единице площади очищенной поверхности (до 10 г/см ).
Связь между такой единицей и временем установления емкости ДЭС определяется экспериментально, например, путем покрытия части поверхности эталонных образцов веретенным маслом (слой постоянной толщины) с последующим определением качества очистки (в % как доли поверхности, покрытой маслом.
Таким образом имеем T-K-S, ,
где Т - время установления емкости
ДЭС;
S - вес загрязнений на 1 см (или площадь загрязнений в см2)4
К - коэффициент пропорциональное- ти определяемый экспериментально.
Предложенный способ позволит повысить оперативность контроля за счет ликвидации операций извлечения деталей
иа ванны. Формула изобретения
Способ контроля качества электрохимической очистки металла, включающий измерение технологического параметра и косвенное определение веса загрязнений на единице поверхности по известным зависимостям, отличающий с я тем, что, с целью повышения оперативности контроля, ванну с изделием периодически подключают одновременно к источникам переменного и постоянного тока и измеряют время установления эталонной величины емкости двойного электрического слоя.
Источники информации, принятые во внимание при экспертизе
1. Грилихес С, Я. Библиотечка гальванотехнику Оборудование, тра&ггеиие и полирова} ие металла. Л., 1977, с. 40-42.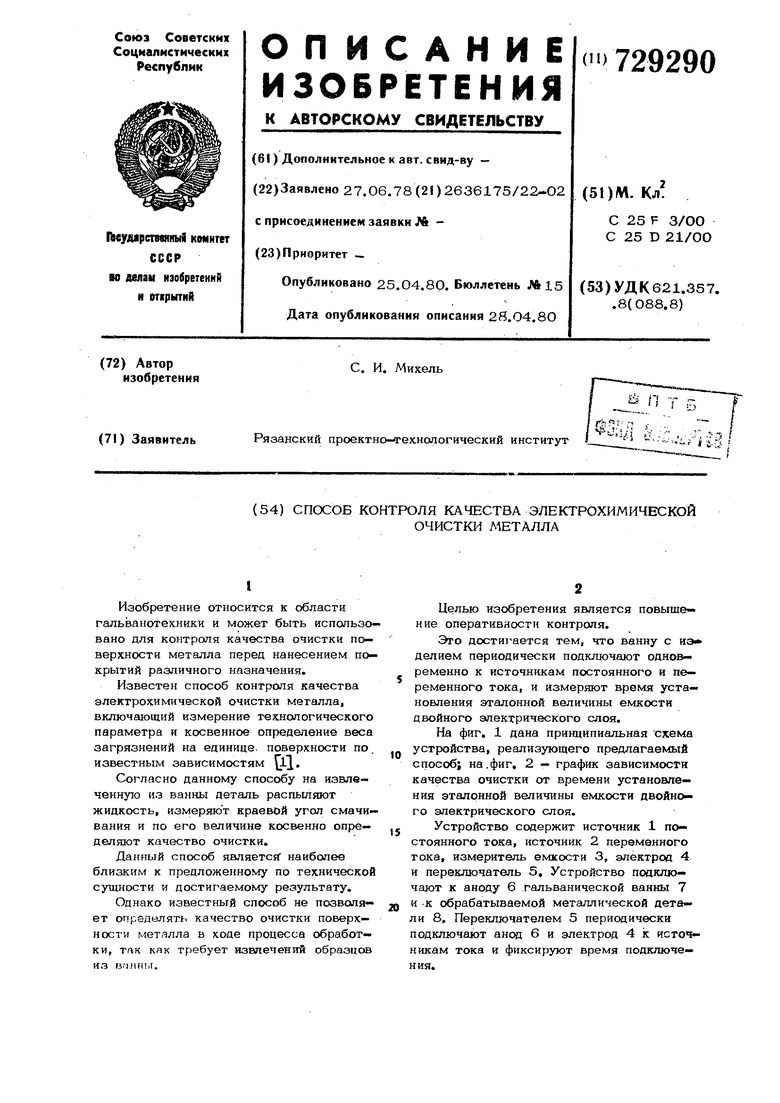
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОНТРОЛЯ КОРРОЗИОННОГО СОСТОЯНИЯ МЕТАЛЛИЧЕСКОЙ АРМАТУРЫ ЖЕЛЕЗОБЕТОННЫХ ОПОР КОНТАКТНОЙ СЕТИ | 2007 |
|
RU2348047C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| УСТРОЙСТВО ДЛЯ ИЗВЛЕЧЕНИЯ МЕТАЛЛОВ ИЗ ЭЛЕКТРОЛИТИЧЕСКИХ РАСТВОРОВ | 1991 |
|
RU2048614C1 |
| ЭЛЕКТРОЛИТ ДЛЯ УГЛЕРОДНОГО СУПЕРКОНДЕНСАТОРА С ДВОЙНЫМ ЭЛЕКТРИЧЕСКИМ СЛОЕМ | 2017 |
|
RU2676468C1 |
| СПОСОБ КОНТРОЛЯ ТОЛЩИНЫ ГАЛЬВАНОПОКРЫТИЯ В ПРОЦЕССЕ ОСАЖДЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2069307C1 |
| Способ автоматического контроля толщины гальванопокрытий | 1990 |
|
SU1772221A1 |
| МАНОМЕТРЫ АБСОЛЮТНОГО ДАВЛЕНИЯ С ПОРШНЕВОЙ ПАРОЙ, ОБРАЗОВАННОЙ СТРУКТУРНО-СОПРЯЖЕННЫМИ МАГНЕТИКАМИ (ВАРИАНТЫ) | 2014 |
|
RU2581438C2 |
| КОЛЛЕКТОР ТОКА ДЛЯ ЭЛЕКТРОХИМИЧЕСКИХ КОНДЕНСАТОРОВ С ДВОЙНЫМ ЭЛЕКТРИЧЕСКИМ СЛОЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2397568C2 |
| Способ измерения поверхности де-ТАли | 1979 |
|
SU808564A1 |
| СОРБИРУЮЩИЙ МАТЕРИАЛ, СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ И ИСПОЛЬЗОВАНИЯ | 2003 |
|
RU2361661C2 |