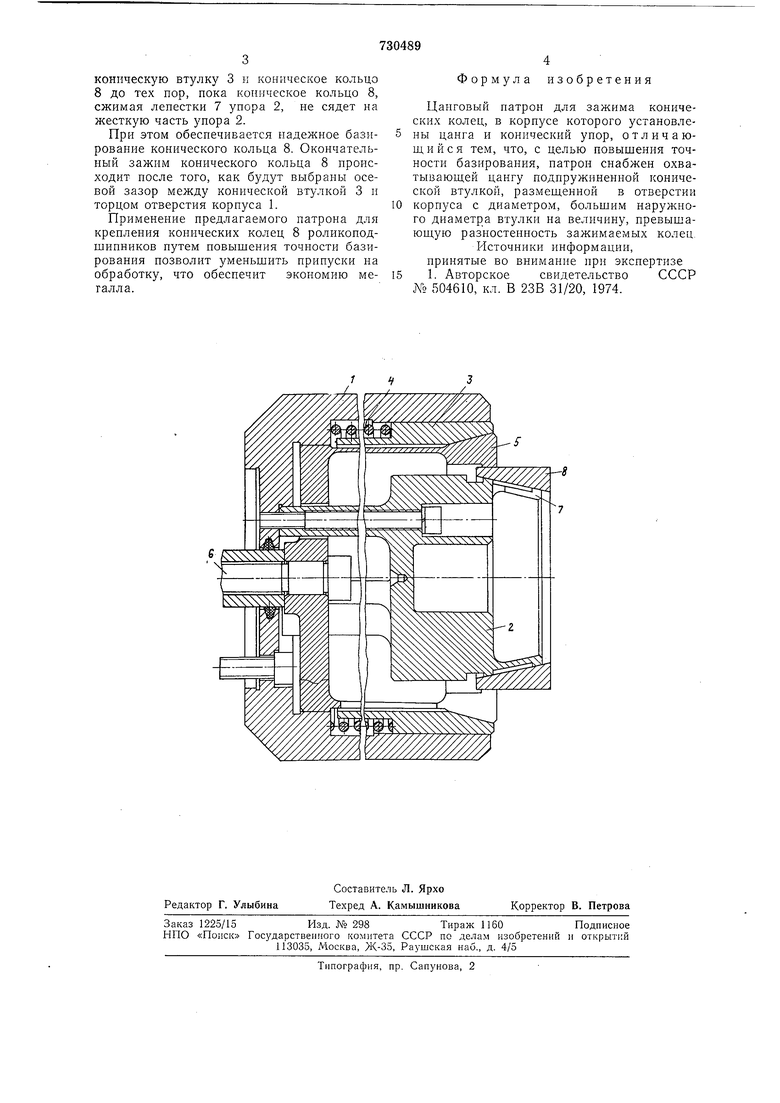
коническую втулку 3 и коническое кольцо 8 до тех пор, пока коническое кольцо 8, сжимая лепестки 7 упора 2, ие сядет на жесткую часть упора 2.
При этом обеспечивается надежное базирование конического кольца 8. Окончательный зажим конического кольца 8 происходит после того, как будут выбраны осевой зазор между конической втулкой 3 и торцом отверстия корпуса 1.
Применение предлагаемого патрона для крепления конических колец 8 роликоподшипников путем повышения точности базирования позволит уменьшить припуски на обработку, что обеспечит экономию металла.
Формула изобретения
Цанговый патрон для зажима конических колец, в корпусе которого установлеиы цанга и конический упор, отличающийся тем, что, с целью повышения точности базирования, натрон снабжен охватывающей цангу подпружиненной конической втулкой, размещенной в отверстии корпзса с диаметром, большим наружного диаметра втулки на величину, превышающую разностенность зажимаемых колец.
Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР Л 504610, кл. В 23В 31/20, 1974.
| название | год | авторы | номер документа |
|---|---|---|---|
| Цанговый патрон | 1979 |
|
SU837586A2 |
| Разжимной цанговый патрон | 1975 |
|
SU550241A2 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2023 |
|
RU2812811C1 |
| Цанговый патрон | 1977 |
|
SU632499A2 |
| Цанговый патрон | 1980 |
|
SU921699A1 |
| Цанговый патрон | 1979 |
|
SU814584A1 |
| СПОСОБ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ТОРЦОВ КОНИЧЕСКИХ РОЛИКОВ | 2012 |
|
RU2521180C2 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| СПОСОБ ОБРАБОТКИ ОТВЕРСТИЙ И ИНСТРУМЕНТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2107605C1 |
| Цанговый патрон | 1983 |
|
SU1142230A1 |
