Изобретение относится к металлообработке, а именно к технологической оснастке для токарных станков с ЧПУ и может быть использовано для базирования деталей по внутренней цилиндрической поверхности для их токарной обработки.
Известна цанговая оправка, содержащая разжимную двустороннюю цангу, цилиндрический хвостовик, переходящий в наружную конусную поверхность, и полый стержень, в котором ходит шток, в полом стержне выполнены пазы, в штоке пазы выполнены конусными, в пазах расположены кулачки, которые перемещаясь радиально давят на внутреннюю поверхность конусной подвижной втулки, а ей в свою очередь, задает осевое перемещение гайка, выполненная с внутренней проточкой, предназначенной для размещения введенного в оправку штифта, закрепленного в отверстии штока, между штифтом штока и цилиндрической втулкой посаженной на него и закрепленной на полом стержне расположена пружина (SU № 1692757 А1, кл. В23В 31/20, опубл. 23.11.1991).
Недостатком известной конструкции является ее сложность, из-за необходимости выполнения точных конусных пазов в штоке, пазов в полом стержне, а также точных кулачков. Также недостатком является то, что конструкция оправки с полым стержнем ослабленным прорезями в нем несет основную нагрузку, а именно сопротивляется радиальным силам возникающим от зажима и обработки детали и обладает недостаточной прочностью, и жесткостью, поэтому не исключается упругая деформация полого стержня и тем самым деформация всей оправки при зажиме что ухудшает точность обработки детали. Кроме того, невозможно базирование зажимаемой детали по торцу, для соблюдения точности обработки ее по длине, т.к. отсутствует конструктивный элемент с жестким опорным торцом между цилиндрическим хвостовиком и наружной конусной поверхностью. Кроме того, недостатком является возможность вращения конусной подвижной втулки при вращении гайки, т.к. торец гайки плотно соприкасается с торцом конусной подвижной втулки, а она в свою очередь не зафиксирована от вращения. Вращение конусной подвижной втулки отрицательно влияет на точность базирования детали на наружной поверхности двусторонней цанги, т.к. может приводить к биению ее наружного диаметра в связи с тем, что расположенные радиально лепестки разжимной двусторонней цанги имеют конструктивные особенности, связанные с допусками ее геометрических и прочностных параметров, в связи с чем наружная поверхность разжимной двусторонней цанги для обеспечения минимального биения обязательно должна быть отшлифована в сборе, в строго определенном положении равном разжимаемому диаметру. Кроме того, разжимная двусторонняя цанга не скреплена с перемещающейся в осевом направлении конусной подвижной втулкой, что при малых углах конусов на разжимной цанге и конусной подвижной втулке приводит к заклиниванию, т.к. при откручивании гайки с целью освобождения заготовки и снятия ее с разжимной цанги, конусная подвижная втулка не отводится и не высвобождает одну из сторон двусторонней разжимной цанги.
Все сказанное выше делает сложным использование данной конструкции в качестве патрона для токарной обработки, т.к. она сложна в изготовлении и использовании, а также не позволяет быстро осуществлять закрепление и снятие детали при массовом производстве.
Известна оправка разжимная, содержащая двустороннюю разжимную цангу, хвостовик переходящий в стержень и резьбовую часть, неподвижную конусную втулку, расположенную со стороны хвостовика, на которой имеется прямоугольная канавка по наружной поверхности, в которой размещена съемная шайба с пазом, подвижную конусную втулку одетую по скользящей посадки на стержень, скрепленную от поворота на нем шпонкой и выполненную с цилиндрическим торцом, при этом данный цилиндрический торец закреплен между фланцем гайки, выполненной с внутренним шестигранником и шайбой, которая одета на гайку и зафиксированной на ней штифтом для связи гайки с конусной подвижной втулкой, которая в свою очередь штифтом скреплена с двусторонней разжимной цангой (RU 2765419 C1, кл. В23В 31/40, опубл. 31.01.2022).
Преимуществом данной конструкции является ее жесткость и наличие двусторонней разжимной цанги, которая позволяет равномерно базировать заготовки по внутренней цилиндрической поверхности для их токарной обработки.
Недостатком известной конструкции является то, что подвижная конусная втулка приводится в движение сложной конструкцией, а именно ее цилиндрический торец д.б. закреплен между фланцем гайки, выполненной с внутренним шестигранником и шайбой, которая одета на гайку и зафиксирована на ней штифтом для связи гайки с конусной подвижной втулкой, при этом для предотвращения вращения подвижной конусной втулки на стержне она скреплена от поворота на нем шпонкой.
Кроме того, недостатком данной конструкции является то, что закрепление и снятие детали, осуществляется путем приведения во вращение гайки выполненной с внутренним шестигранником и фланцем которая по определению находится на торце конструкции со стороны закрепляемой детали, что делает возможным обработку деталей только лишь, со сквозной полостью по всей длине заготовки, т.к. затяжка гайки производится ключом со стороны того торца конструкции с которого осуществляется установка и снятие детали.
Также, недостатком является недостаточная компактность конструкции, т.к. подвижную конусную втулку необходимо выполнять с цилиндрическим торцом, при этом он должен быть закреплен между фланцем гайки, выполненной с внутренним шестигранником, а также с надетой на нее шайбой, что удлиняет всю конструкцию и ограничивает возможности по обработке ряда деталей, т.к. предъявляет требования по наличию в деталях полости достаточной по габаритам, чтобы в нее не упирался торец гайки с надетой на нее шайбой.
Все сказанное выше усложняет использование данной конструкции в качестве патрона для токарной обработки.
Известен цанговый токарный патрон, содержащий хвостовик для закрепления в шпинделе станка переходящий в корпус с наружной резьбой, на которую надета гайка, на корпусе неподвижно закреплена разжимная цанга, которая выполнена с внутренней конусной частью, размещенную в полости корпуса и цанги подвижную тягу с наружной конусной частью, где тяга связана с гайкой на корпусе посредством штифта, помещенного в кольцевой паз внутри гайки и в овальный паз, выполненный в корпусе патрона (RU 2524518 C1, кл. В23В 31/20, опубл. 27.07.2014).
Преимуществом данной конструкции цангового токарного патрона является простота и компактность, а также то, что закрепление и съем детали осуществляется вращением гайки которая находится на корпусе, при этом она расположена на противоположной стороне, относительно той, с которой осуществляется установка и снятие обрабатываемой детали с конструкции.
Недостатком данной конструкции является то, что она не может осуществить равномерный зажим деталей типа тонкостенных корпусов с полостью расположенной по всей высоте детали, т.к. она не оснащена двусторонней разжимной цангой, что ограничивает сферу ее применения обработкой деталей типа колец и крышек, с небольшой высотой полости.
Задачей изобретения является создание простого и технологичного в изготовлении цангового токарного патрона обеспечивающего базирование детали по полости за счет использования двусторонней разжимной цанги, быструю установку и снятие детали, а также исключение заклинивания цанги при разжиме.
Технический результат заключается в расширении диапазона деталей обрабатываемых с помощью цангового токарного патрона с минимальными потерями времени на установку и снятие детали.
Данная задача решается, а технический результат достигается благодаря тому, что в предлагаемой конструкции цангового токарного патрона, содержащего хвостовик для закрепления в шпинделе станка переходящий в корпус с наружной резьбой на которую надета гайка, цангу, размещенную в полости корпуса и цанги подвижную тягу с наружной конусной частью, где тяга связана с гайкой на корпусе посредством штифта, помещенного в кольцевой паз внутри гайки и в овальный паз, выполненный в корпусе, согласно изобретения на торце корпуса имеется наружная конусная часть, цанга выполнена двусторонней разжимной, а подвижная тяга в месте своей наружной конусной части штифтом скреплена с одной из сторон двусторонней разжимной цанги.
Предлагаемая конструкция цангового токарного патрона благодаря наличию на торце корпуса наружной конусной части и выполнению разжимной цанги двусторонней позволяет расширить диапазон деталей обрабатываемых с ее помощью. С использованием данного цангового токарного патрона могут обрабатываться как втулки, кольца небольшой высоты, так и габаритные корпусные детали со сквозной и глухой полостью. Кроме того, с использованием двусторонней разжимной цанги возможна обработка тонкостенных деталей в виде корпусов с глухой или цилиндрической полостью, т.к. двусторонняя разжимная цанга обеспечивает равномерность зажима детали по ее полости, предотвращая упругую и пластическую деформацию.
Также, за счет размещенной в полости корпуса и цанги подвижной тяги с наружной конусной частью, где тяга связана с гайкой на корпусе посредством штифта, помещенного в кольцевой паз внутри гайки и одновременно в овальный паз, выполненный в корпусе патрона, а подвижная тяга в месте своей наружной конусной части штифтом скреплена с одной из сторон двусторонней разжимной цанги обеспечивается быстрая установка и снятие детали, путем вращения гайки надетой на корпус.
Кроме того, за счет того, что подвижная тяга в месте своей наружной конусной части штифтом скреплена с одной из сторон двусторонней разжимной цанги, обеспечивается исключение заклинивания при установке и снятии детали даже при малых углах конусности в конструкции конусных втулок и разжимной двусторонней цанги.
Все сказанное выше, обеспечивает расширение диапазона деталей, обрабатываемых с помощью цангового токарного патрона с минимальными потерями времени на установку и снятие детали.
Сущность изобретения поясняется чертежами на фиг. 1-4.
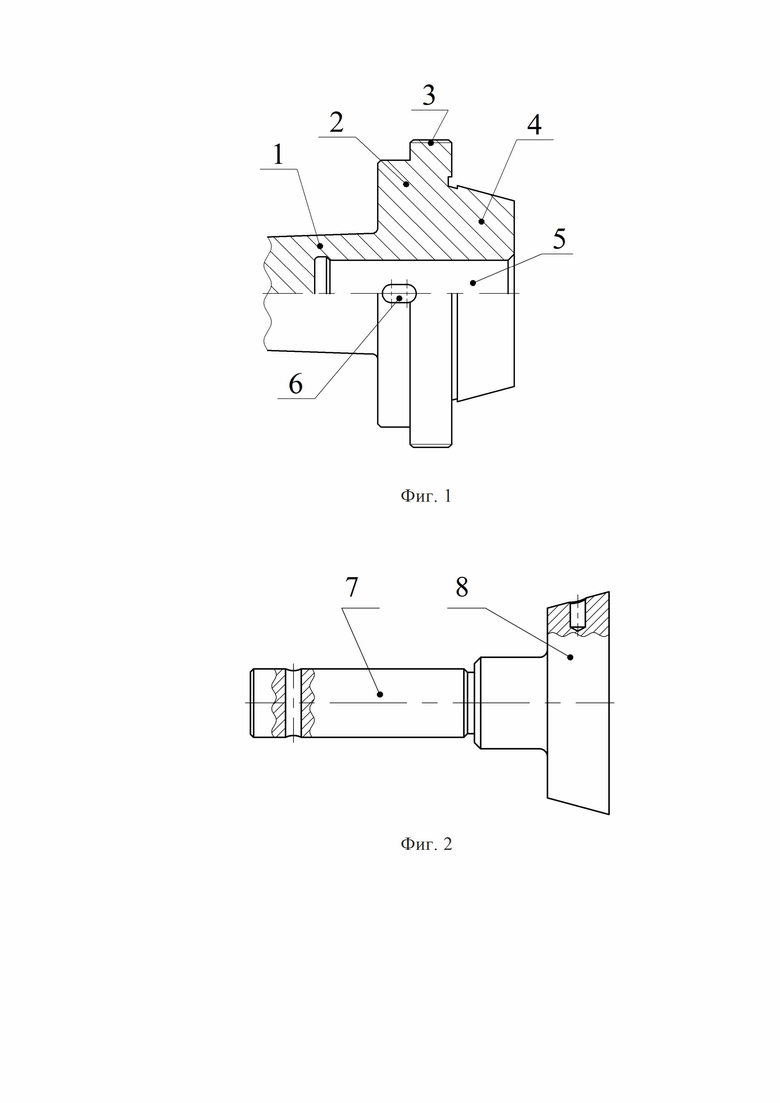
На фиг. 1 изображен пример, на котором хвостовик 1 с конусом Морзе №5, переходит в корпус 2 диаметром 85 мм, на большем диаметре корпуса выполнена наружная резьба 3 размером М100х2-6g, на торце корпуса имеется наружная конусная часть 4 с диаметром большего основания конуса 80 мм, и общим углом конуса 30°, а также полость 5 диаметром 22 мм и глубиной 65мм. Перпендикулярно оси корпуса выполнен овальный паз 6.
На фиг. 2 изображен пример тяги 7 диаметром 21,95 мм с наружной конусной частью 8 диаметром большего основания конуса 80 мм, и общим углом конуса 30°. На тяге 5 имеется сквозное отверстие диаметром 6,5мм, а на конусной части 8 глухое отверстие 6 мм.
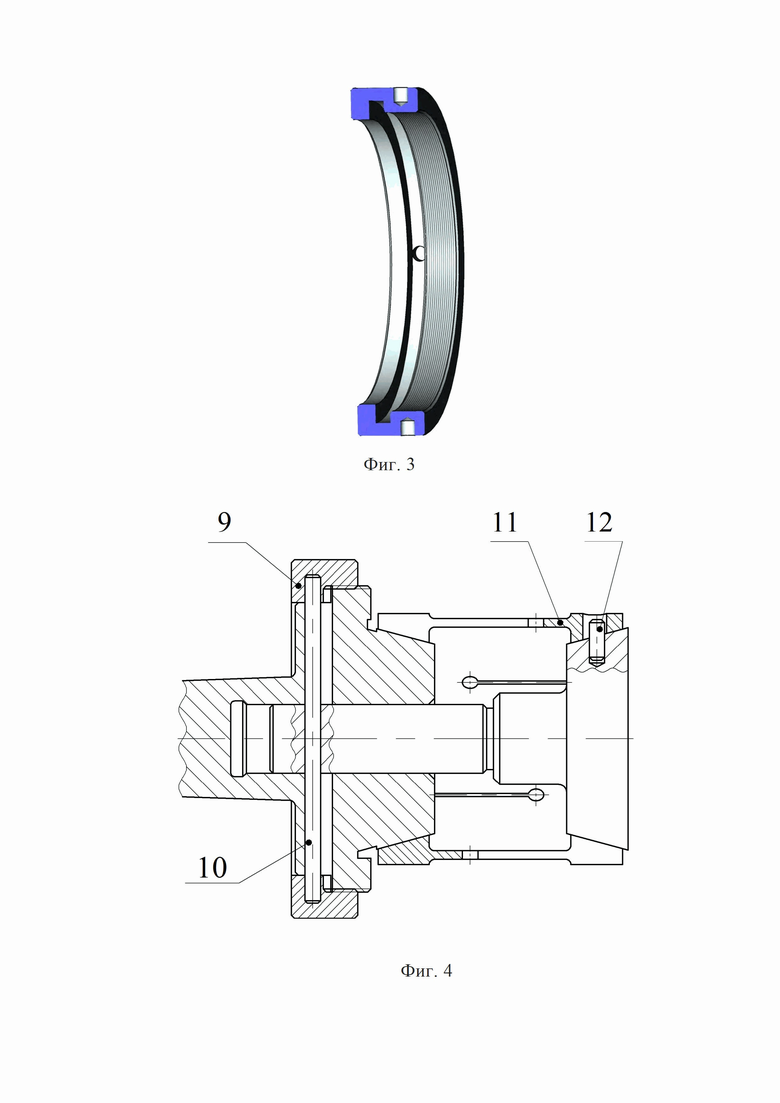
На фиг. 3 изображена гайка, выполненная с наружным диаметром 120 мм, с кольцевым пазом внутри и резьбой М100х2-8Н.
Примеры деталей на фиг. 1- 3 изготавливаются из стали 9ХС твердостью 55…60HRC.
На фиг. 4 изображен цанговый токарный патрон в сборе в котором внутри кольцевого паза гайки 9 вставлен штифт 10. Двусторонняя разжимная цанга 11 скреплена с конусной частью тяги штифтом 12.
Цанговый токарный патрон работает следующим образом.
Хвостовик 1 устанавливают и закрепляют в шпинделе станка, двусторонняя разжимная цанга 11 находится в свободном сжатом состоянии. Деталь устанавливают на цангу 11 до упора торца детали в торец корпуса токарного цангового патрона находящийся у наружной резьбовой части 3. Затем для зажима детали, гайка 9 поворачивается по часовой стрелке, гайка 9 посредством штифта 10, находящегося в кольцевом пазе внутри гайки двигает тягу 7, при этом ее конусная часть 8 входит внутрь разжимной двусторонней цанги 11. В результате чего разжимная двусторонняя цанга 11, скользя по сближающимся между собою коническим поверхностям 4 на корпусе и 8 на тяге, разжимается и обеспечивает равномерный зажим детали. Далее деталь подвергается токарной обработке. Для снятия детали, после обработки, гайка 9 поворачивается против часовой стрелки. При этом штифт 10, находящийся в кольцевом пазе гайки 9, выдвигает тягу 7 в обратном направлении, расстояние между коническими поверхностями 4 и 8 увеличивается, разжимная цанга 11 освобождаясь сжимается. Т.к. конусная часть тяги 8 штифтом 12 скреплена с одной из сторон двусторонней разжимной цанги 11, тяга двигаясь увлекает данную скрепленную с ней сторону разжимной цанги 11 за собой, при этом снимая противоположную сторону разжимной цанги с конической поверхности 4 и исключая заклинивание на ней цанги. При этом, благодаря повороту гайки в том или ином направлении обеспечивается быстрый зажим разжим для установки и снятия детали.
Конструкция может быть использована для обработки корпусов, колец и других, в т.ч. тонкостенных кольцевых, элементов электромашин и предлагается к внедрению на АО «Уфимское агрегатное производственное объединение» Технодинамика.
| название | год | авторы | номер документа |
|---|---|---|---|
| Оправка разжимная | 2021 |
|
RU2765419C1 |
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| ЗАЖИМНОЕ УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ШИН ЭЛЕКТРОТЕХНИЧЕСКИХ | 2023 |
|
RU2811023C1 |
| Пружинно-пневматическое зажимное устройство | 1981 |
|
SU1028462A1 |
| Цанговая оправка | 1989 |
|
SU1692757A1 |
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| СПОСОБ УСТАНОВКИ ДЕТАЛЕЙ ТИПА ВТУЛКА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2288077C1 |
| Цанговый патрон | 1977 |
|
SU653037A1 |
| ЗАЖИМНОЕ УСТРОЙСТВО | 2003 |
|
RU2265500C2 |
| Цанговый патрон | 1984 |
|
SU1219268A1 |
Изобретение относится к металлообработке, а именно к технологической оснастке для токарных станков с ЧПУ, и может быть использовано для базирования деталей по внутренней цилиндрической поверхности для их токарной обработки. Цанговый токарный патрон содержит хвостовик для закрепления в шпинделе станка, переходящий в корпус с наружной резьбой, на которую надета гайка, цангу, размещенную в полости корпуса и цанги подвижную тягу с наружной конусной частью, где тяга связана с гайкой на корпусе посредством штифта, помещенного в кольцевой паз внутри гайки и в овальный паз, выполненный в корпусе, при этом на торце корпуса имеется наружная конусная часть, цанга выполнена двусторонней разжимной, а подвижная тяга в месте своей наружной конусной части штифтом скреплена с одной из сторон двусторонней разжимной цанги. Технический результат - расширение диапазона деталей, обрабатываемых с помощью цангового токарного патрона с минимальными потерями времени на установку и снятие детали. 4 ил.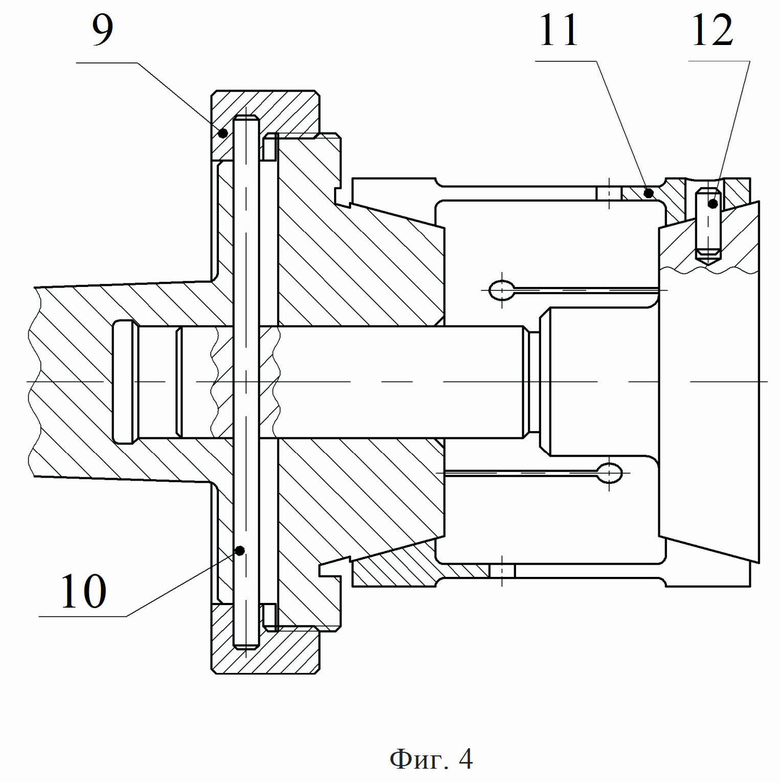
Цанговый токарный патрон, содержащий хвостовик для закрепления в шпинделе станка, переходящий в корпус с наружной резьбой, на которую надета гайка, цангу, размещенную в полости корпуса и цанги подвижную тягу с наружной конусной частью, где тяга связана с гайкой на корпусе посредством штифта, помещенного в кольцевой паз внутри гайки и в овальный паз, выполненный в корпусе, отличающийся тем, что на торце корпуса имеется наружная конусная часть, цанга выполнена двусторонней разжимной, а подвижная тяга в месте своей наружной конусной части штифтом скреплена с одной из сторон двусторонней разжимной цанги.
| ЦАНГОВЫЙ ТОКАРНЫЙ ПАТРОН | 2013 |
|
RU2524518C1 |
| Цанговый патрон | 1987 |
|
SU1465183A1 |
| 0 |
|
SU403506A1 | |
| Цанговый патрон | 1979 |
|
SU841792A1 |
| Цанговый патрон | 1979 |
|
SU846123A1 |
| Способ получения катализатора для гидроочистки | 1969 |
|
SU495804A3 |
| МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ ИЗДЕЛИЙ | 1926 |
|
SU7887A1 |
| Устройство для упаковки штучных изделий в мешки | 1984 |
|
SU1284889A1 |
