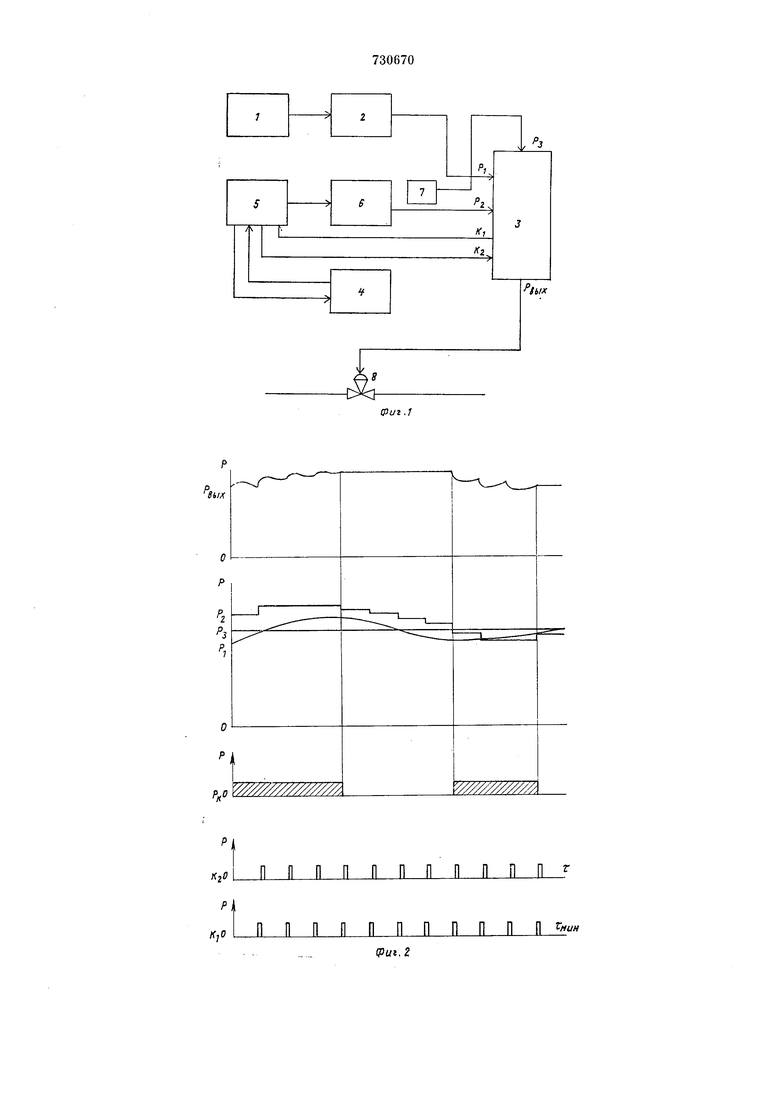
датчик 1 температуры жидкой фазы на одной из нижележащих тарелок, например на 10-и тарелке, своим выходом соединенный с входом регистратора 2 температуры, представляющего собой электронный автоматический потенциометр, соединенный выходим с камерой значения текущего параметра -PI полупостоянно работающего регулятора 3.
Датчик 4 содержания нафталина соединен с блоком 5 управления, пневмовыход которого связан с входом вторичного пневматического прибора 6, регистрирующего содержание нафталина.
Выход прибора 6 регистрации содержания нафталина и ручного задатчика 7 подключены соответственно к входам (камерам) значения параметра предыдущего цикла Ра и задания РЗ полупостоянно работающего регулятора 3, а его выход РВЫХ связан с регулирующим клапаном 8.
Непрерывный пневматический сигнал PI от автоматического потенциометра 2, соответствующий температуре жидкой фазы на одной из нижележащих тарелок, в частности на 10-й тарелке, замеряемой датчиком 1, поступает в первую камеру (текущее значение параметра) специального регулятора 3. Сюда же от датчика температуры кристаллизации нафталиновой фракции поступает сигнал Ра, пропорциональный нроцентному содержанию в ней нафталина, нреобразованный в блоке 5 и во вторичном приборе 6 в пневматический. Сигнал проходит во вторую камеру (значение параметра предыдущего цикла). В камеру (задаиие) подается пневмовыход РЗ от ручного задатчика вторичного прибора 6, соответствующий заданному значению содержания нафталина во фракции.
Тактирующие команды на сброс Ki и отработку уиравляющего воздействия /Са поступают в регулятор 3 от блока 5 управления, в котором имеется командный пневматический прибор (на фиг. 1 не показан), согласующий циклы работы датчика 1 и регулятора 3. В регуляторе 3 происходит сравнение параметров темнературы жидкой фазы на 10-й тарелке PI (текущее значение) и содержания нафталииа во фракции PS (иредыдущее значение) с заданием РЗ. Если значение иараметра Ра иредыдущего цикла удаляется от задаиного значения РЗ, регулятор 3 начинает действовать. Его выходной сигнал РВЫХ изменяется в соответствии с закоиом ПИ-регулирования и воздействует на регулирующий клапаи 8, установленный на линии отбора нафталииовой фракции. Его воздействие продолжается до тех пор, пока значение параметра PZ предыдущего цикла не начнет приближаться к заданному значению РЗ, после чего регулятор 3 прекращает действие и его выходной сигнал остается иа ирежием уровне. В это время выходной сигиал регулятора не зависит от параметра текущего зиачеиия температуры жидкой фазы 10-й тарелки PI. И тогда, когда параметр предыдущего цикла Ра (содержание иафталина во фракции) начииает вновь удаляться от задания РЗ, регулятор начннает действовать. Во время всего периода действия выходной сигиал регулятора зависит от значения параметров текущего
значеиия PI и иредыдущего Ра циклов, иричем в период между циклами выход регулятора зависит только от зиачеиия иараметра РЬ темиературы жидкой фазы 10-й тарелки и формируется в регуляторе на
основе закона ПИ-регулироваиия.
Являясь непрерывным сигналом и косвенным иараметром качества нафталиновой фракции, темиература жидкой фазы 10-й тарелки имеет лучщие дииамические
характеристики, обусловленные меньщими временем заиаздывания мин и временем иереходного ироцесса около 70 мин. Транспортное время заиаздывания по этому каналу практически равно нулю.
Формула изобретения
Система автоматического регулирования качества нафталиновой фракции, содержащая автоматический потенциометр, вход которого подключен к датчику температуры, ручной задатчик и регулятор, выход которого соедииеи с регулирующим клапаиом, а входы сброса и обработки управляющего
воздействия подключены к соответствующим выходам блока управления, подсоединенного к датчику содержания иафталииа и к входу вторичного пневматического прибора, отличающаяся тем, что, с целью
улучшения динамических характеристик и упрощения системы, в ней выход автоматического потенциометра соединен с входом текущего значения параметра регулятора, входы задания и значения параметра
предыдущего цикла которого иодключены соответственно к ручному задатчику и выходу вторичиого иневматического прибора.
Источники информации, иринятые во внимаиие ири эксиертизе
1. Ливщиц Б. Я. и др. Автоматизация переработки каменноугольной смолы. М., Металлургиздат, 1973.
2. Авторское свидетельство СССР № 372569, кл. С 07С 15/24, 1973 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ автоматического управления процессом очистки сока в свеклосахарном производстве | 1990 |
|
SU1712421A1 |
| Способ автоматического управления работой ректификационных колонн | 1973 |
|
SU480426A1 |
| Устройство автоматического регулирования процесса смешения преимущественно для разбавления жидкого стекла | 1987 |
|
SU1792730A1 |
| Способ управления процессом первичной переработки нефти в сложной ректификационной колонне | 1991 |
|
SU1803166A1 |
| Устройство для контроля интегральных схем | 1975 |
|
SU558230A1 |
| УСТРОЙСТВО для ОПРЕДЕЛЕНИЯ ПАРАМЕТРОВ БУРЕНИЯ ПРИ ГАЗОВОМ КАРОТАЖЕ СКВАЖИН | 1969 |
|
SU236382A1 |
| Прибор для определения устойчивости ворса меха к смятию | 1972 |
|
SU438898A1 |
| Входное устройство для пневматического дешифратора хромотограмм | 1973 |
|
SU442482A1 |
| Способ регулирования молекулярномассового распределения полимера в процессе получения полиутадиена | 1976 |
|
SU635106A2 |
| Пневматическое устройство для управления расходом жидкости | 1975 |
|
SU565289A1 |
г ту////////////л
/f
у////////////
