Изобретение относится к области весоизмерительной техники и может быть использовано в сиг:темах вепре РЫБНОГО взвешивания и дозирования сыпучих и кусковых материалов, в частности формовочных материалов, применяемых в литейном производстве с использованием весовых транспортеров . Известны способы контроля погреш ности непрерывного взвешивания, за ключающиеся в том, что в момент контроля прекращают подачу материа ла на весовой транспортер и измеря ют погонную нагрузку без материала а также, когда в контрольном цикле производится сравнение величины массы одной и той же порции, измеренной в промежуточном весовом бун кере и Б проверяемом весоизмерителе 1. Недостатками приведенных способов являются нарушение непрерывнос ти потока дозируемого материала (в первом случае) , а также необходимость введения дополнительного весоизмерителя, что в определенных случаях может быть неприемлемо. Наиболее близок к предлагаемому по технической сущности способ контроля погрешности непрерывного взвешивания, заключающийся в определении разности между величиной массы материала, равной произведению скорости движения материала на погонную нагрузку ленты весоизмерителя с контролируемой величиной 2. Недостаток данного способа - необходимость прерывания потока материалов, что во многих случаях недопустимо по требованиям технологии. Кроме того, осуществление способа связано с дополнительной установкой прерывателя потока и бункерных весов, занимающих значительную высоту, что ограничивает возможности его применения. Цель изобретения - определение погрешности взвешивания при условии сохранения непрерывности потока измеряемого материала и расширение области применения. Для достижения этой цели контролируемую величину массы материала задают изменением скорости движения ленты весоизмерителя и измеряют новое значение массы материала, причем погрешность взв€51 ивания опреде ляют как отношение разности масс
материала к разности скоростей движения ленты.
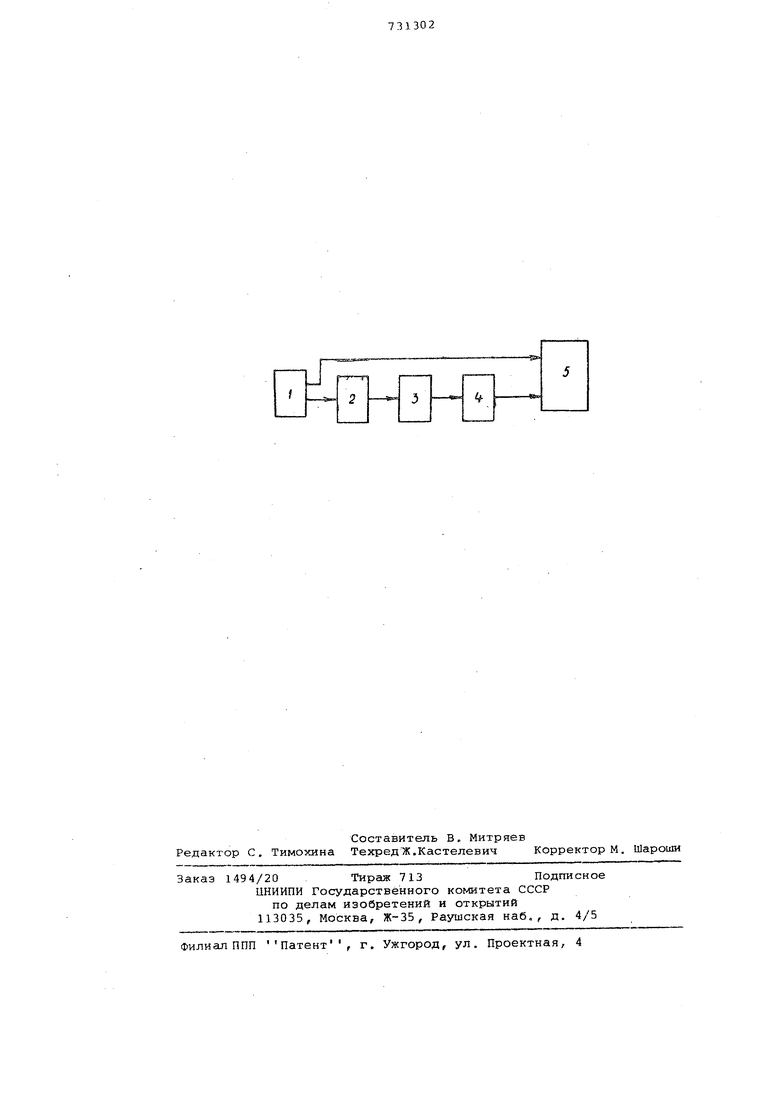
На чертеже представлены этапы работы по пре,алагаемому способу, где -1 - измерение массы дозируемого материала при скорости весового транспортера /. ; 2 - изменение скорости весового транспортера от V,( k V2 ; 3 - выдержка времени на величину переходного процесса; 4 - измерение массы дозируемого материала т при скорости весового транспортера Vg ; 5 - вычисление ошибки дозирования по формуле
VVa.
Суть приемов, посредством которых достигается положительный эффект и вывод расчетной формулы,рассматривается на примере дозатора с отдельным весовым транспортером.
Пусть расход материала, поступающего с питателя дозатора на весоизмеритель, постоянный и равный
o,m-V. .ГА
т-де V - скорость ленты весоизмерителя;
т, - измеряемая погонная нагрузка материала на ленте весоизмерителя. В ленточных весоизмерителях и дозаторах с о дельным весовым транспортером скорость V постоянная, а расход р измеряют по величине погонной нагрузки т.
Если изменить скорость V/ ленты . весоизмерителя на скорость Vg (не изменяя при этом расход- материала Р , поступающего с питателя дозатора) , то погонная нагрузка тоже изменится и будет равна п , при этом
расход р,2. г то и У,гпд J.rrt, .
Если в процессе дозирования происходит налипание материала на весоизмерителе U Л1 (величина -налипания в данный момент не зависит от расхода р и отскорости ленты весоизмерителя V ) то
Y( &т V lrrij - ьт).
Решив уравнение относительно m получают
дт
Предложенный способ может быть применен для определения погрешности измерения как отдельных весоизмерителей, так и дозаторов, в которых имеется отдельный весовой транспортер .
Для этого измеряют и записывают в вычислительное устройство по показаниям вторичного прибора весоизмерителя величину массы т при скорости транспортера весоизмерителя ; изменяют скорость , весового транспортера от величины V к V
(причем V и Vj - скорости фиксированные); обеспечивают выдержку времени до установления на транспортере весоизмерителя равномерного слоя дозируемого материала; измеряют и записывают в вычислительное устройство по показаниям вторичного прибора весоизмерителя величину массы в вычислительном устройстве определяют ошибку дозирования по известной зависимости.
jMV
в,шv,-v
в дозаторах для повышения точности непрерывного дозирования величина вычислительной ошибки может быть введена в качеотве поправки в регулятор .
Формула изобретения
Способ контроля погрешности непрерывного взвешивания, заключающийся в определении разности между
величиной массы материала, равной произведению скорости движения материала на погонную нагрузку ленты весоизмерителя с контролируемой величиной, отличающийся
тем, что, с целью определения погрешности взвешивания при условии сохранения непрерывности потока измеряемого материала и расширения области применения, контролируемую величину.массы материала задают
изменением скорости движения ленты весоизмерителя и измеряют новое значение массы материала, причем погрешность взвешивания определяют как отношение разности масс материала и раз.ности скоростей движения ленты.
Источники информации,
принятые во внимание при экспертизе - 1. Автоматизация процессов дозирования в металлургии. Под ред. Шидлович Л.Х. М. , Металлургия, 1977, с. 345.
2. Авторское свидетельство СССР № 501293, кл. Д 01 Q 11/00, 1974 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Весовой дозатор непрерывного действия | 1979 |
|
SU792082A1 |
| СПОСОБ И УСТРОЙСТВО УПРАВЛЕНИЯ ТЕХНИЧЕСКИ ОПТИМАЛЬНЫМ УГЛОМ НАКЛОНА НЕПОДВИЖНОЙ НАПРАВЛЯЮЩЕЙ ПОВЕРХНОСТИ ДВИЖЕНИЯ ВЗВЕШИВАЕМОЙ И ДОЗИРУЕМОЙ СЫПУЧЕЙ СМЕСИ САМОТЕКОМ ЗА СЧЕТ СИЛЫ ЗЕМНОГО ТЯГОТЕНИЯ ПРИ ПРИГОТОВЛЕНИИ И РАЗДАЧЕ КОРМОВ И КОРМОВЫХ СМЕСЕЙ В ЖИВОТНОВОДСТВЕ И ПТИЦЕВОДСТВЕ | 2014 |
|
RU2597437C2 |
| СПОСОБ ДОЗИРОВАНИЯ | 2017 |
|
RU2660035C1 |
| Весовой дозатор непрерывного действия | 1982 |
|
SU1059443A1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ РАСХОДА МАССЫ СЫПУЧЕГО МАТЕРИАЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2013 |
|
RU2554644C2 |
| ОБЪЕМНЫЙ ДОЗАТОР ЖИДКОСТИ | 2004 |
|
RU2271520C1 |
| СПОСОБ ПОРЦИОННОГО ВЗВЕШИВАНИЯ СЫПУЧИХ ПРОДУКТОВ В ПОТОКЕ С ПРЕДВАРИТЕЛЬНЫМ ДОЗИРОВАНИЕМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2284016C2 |
| Весовой дозатор непрерывного действия | 1984 |
|
SU1174769A1 |
| Суммирующие весы | 1984 |
|
SU1268963A1 |
| Способ управления процессом порционного дозирования сыпучего материала | 1985 |
|
SU1307242A1 |