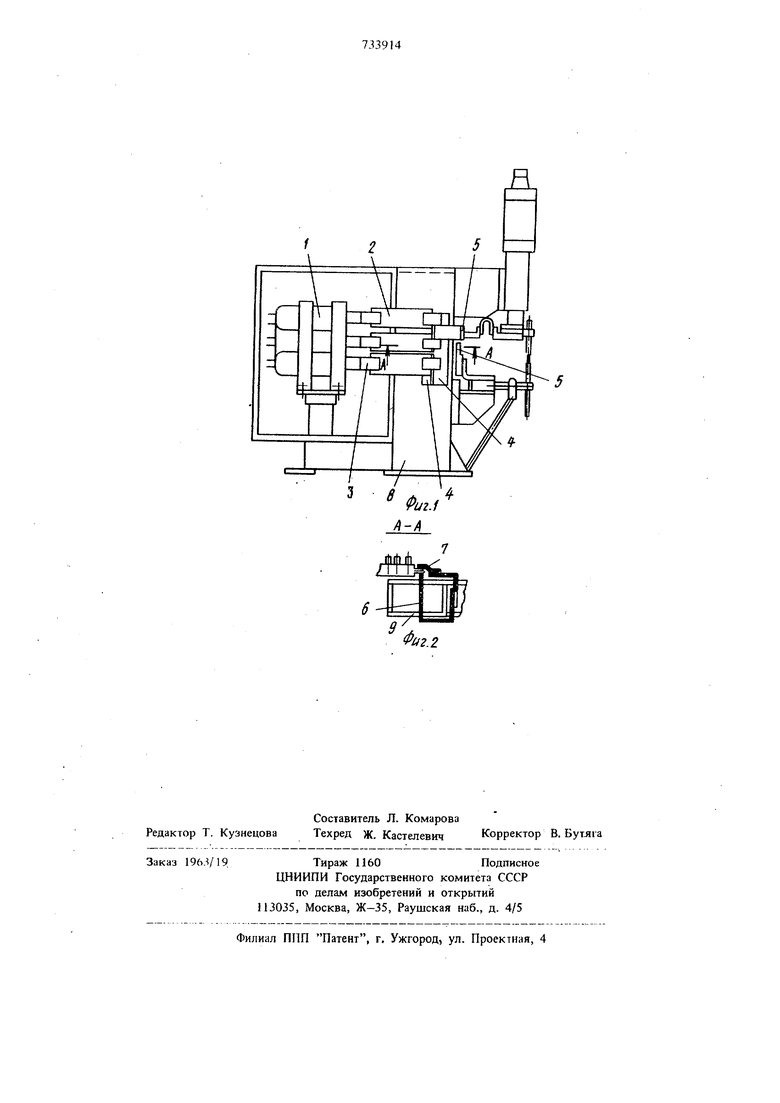
Цель изобретения - повышение качества жарки на маишнах с малым вылетом электродов и повышение производи елыгости шовной сварки за счет уменьшения глубины пульсаций выпрямленного тока. С этой целью в боко вых стенках стойки выполнены прорези, через которые пропущены одна из токоведущих шин. На фиг. 1 приведена схема предлагаемой машины; на фиг. 2 - разрез А-А на фиг.1. Сварочный трансформатор 1 соединен на вторичной стороне с вьтрямительными блокам 2 с помощью токоведущих зх-ементов 3. На выходе выпрямительные блоки подключены к сборным шинам 4, которые соединены с верхним и нижним токоподводами 5 сварочного контура токоведущими шинами 6 и 7. При этом одна из шин 6 проходит сквозь вертикальную стальную стойку 8, имеющую замкнутое коробчатое сечение, через прорези 9, выполненные в .боковых стенках стойки. Другая шина 7 проходит снаружи стойки со стороны размещения выпрямительных блоков. При включении трансформатора 1 на сборн шинах 4 появляется выпрямленное напряжени под действием которого сварочный (выпрямленный) ток проходит через токоведущие шины 6, 7 в сварочный контур. Трансформатор 1 с выпрямительными блоками 2 соеданен в трехфазную нулевую схему выпрямителя. В связи с тем, чго машина имеет малый вылет электродов, индуктивность сварочного контура мала, что приводит к значитель ным пульсациям сварочного тока. Пульсация сварочного тока, в конечном счете, сказывается отрицательно на качестве сварки, а для шовных машин снижает произ водительность. Спехдафика машин с малым вылетом элек тродов такова, что не позволяет увеличить индуктивность без увеличения габаритов маш ны и ее металлоемкости. Для увеличения индуктивности цепи свароч ного тока без изменения геометрических раз меров сварочного контура и увеличения габаритов машины, одна из юковедущих шин 6 пропущена сквозь вертикальную стальную стойку 8 корпуса машины. Шина 6 проходит через прорези в боковых тонких стенках стойки коробчатого сечения, поэтому же кость корпуса машины практически не меняется. 4 Расположение токоведущей шины внутри замкнутой стальной стойки существенно увеличивает магнитный поток рассеяния при прохождении по шиЕ1е сварочного токга, т.е. получается система с замкнутым магнитопроводом. Роль магнитопровода выполняет стойка корпуса. Это увеличивает индуктивность цепи сварочного тока, что приводит к снижению пульсаций тока, и, следовательно, к превышению качества .сварки, а для шовных машин, кроме того, к увеличению производительности. Рост производительности шовных машин связан с увеличением скорости сварки при переходе от переменного тока (или тока с глубокими пульсацими) к выпрямленному току с малыми пульсациями (практически постоянному току). Данная машина с размещением одной из токоведущих ишн, соединяюыдих сборные шины выпрямителя с токолодводами сварочного контура, внутри стальной стойки корпуса машины позволяет улучшить качество сварки, при равном качестве сварки сократить габариты машины, т.е. уменьшить ее маеталлоемкость в 1,3-2 раза, а для шовных машин. .кроме того, повысить производительность. Формула изобретения Машина для контактной сварки выпрямленным током, содержащая корпус с вертикальной стойкой из стали замкнутого коробчатого сечения, трансформатор, соединенные с ним выпрямительные блоки и сборные шины, подключенные к выпрямительным блокам и соединенные с верхним и нижним токоподводами сварочного контура двумя токоведущими пшнами, отличающаяся тем, что, с целью повышения качества сварки на машинах с малым вылетом электродов и повышения производительности шовной сварки за счет уменьшения глубинь; пульсаций вьшрямленного тока, в боковых стенках стойки выполнены прорези, через которые пропущена одна из токоведущих шин. Источники информации, принятые во внимание при экспертизе 1. Зотиков Р. М. и др. Машина МШВ-1601, для контактной шовной сварки. Сварочное производство, J976, № 7, с. 52-53. 2. Авторское свидетельство СССР № 224720, кл. В 23 К 11/10;. 1967, (прототип), Фиг., 

| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для контактной сварки | 1976 |
|
SU620350A2 |
| Тиристорный сварочный выпрямитель | 1978 |
|
SU712211A1 |
| Установка для контактной сварки выпрямленным током | 1972 |
|
SU565363A1 |
| Устройство для подвода тока к вращающимся сварочным роликам | 1974 |
|
SU542605A1 |
| Способ регулирования сварочного тока | 1978 |
|
SU721278A1 |
| Выпрямитель для сварки | 1979 |
|
SU863223A1 |
| Регулятор цикла контактной сварки | 1977 |
|
SU725841A1 |
| Трехфазный выпрямитель для машин контактной сварки | 1974 |
|
SU505539A1 |
| Контактор для управления током контактных сварочных машин | 1973 |
|
SU500937A1 |
| Электродный узел для шовной сварки | 1976 |
|
SU593858A1 |