I
Изобретение относится к газовой промышленности и может быть использовано при регенерации метанола из водно-метанольного раствора непосредственно на промысле.
Известен способ выделения метанола из матанольЕЮ-солевых растворов путем ректификации его в ректификационной колонне с предварительным нагревом в теплообменнике и последующим охлаждением -сконденсированного метанола в холодильнике 1.
Недостатком этого способа является то, что в процессе ректификации происходит отложение солей на тарелках колонны, что нарушает теплообмен колонны.
Целью изобретения является предотвращение вьшадеш{я в осадок солей.
Поставленная цель достигается тем, что в исходную метанольно-солевую смесь вводят 0,5-5,%-ный раствор тринатрийфосфата в количестве 10-20 об.% от метанольио-солевого раствора, благодаря чему создается среда, в которой соли не выпадают в осадок.
При концентра1щи тринатрийфосфата в растворс -,5-5,0% он образует на поверхности
кристаллических зародышей адсорбционный слой, который препятствует дальнейшему росту зародыша и образованию крупного кристалла.
При использовании большого избытка тринатрийфосфата катионы двухвалентных металлов, находящихся в пластовых менарализованных водах, прошо связываются и образуется нерастворимая соль, выпадающая в осадок по схеме
ЗСаСОз + 2МазРО4- Саз(РО4)21+ЗМа2СОз, поэтому увеличение концентрации более 5% не рекомендуется.
При концентрации менее 0,5% адсорбционный слой не образуется и зародыши кристаллов
.соли способны расти до крупных размеров
.и вьшадать в осадок.
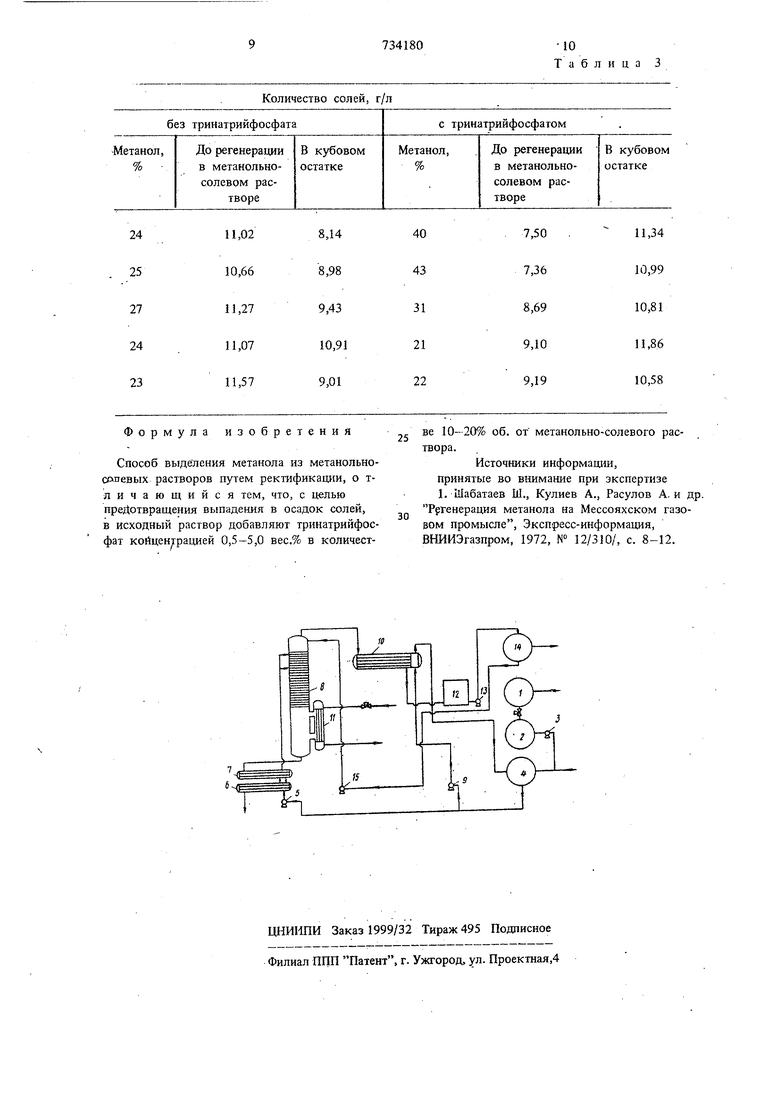
На чертеже приведена схема выполнения предлагаемого способа.
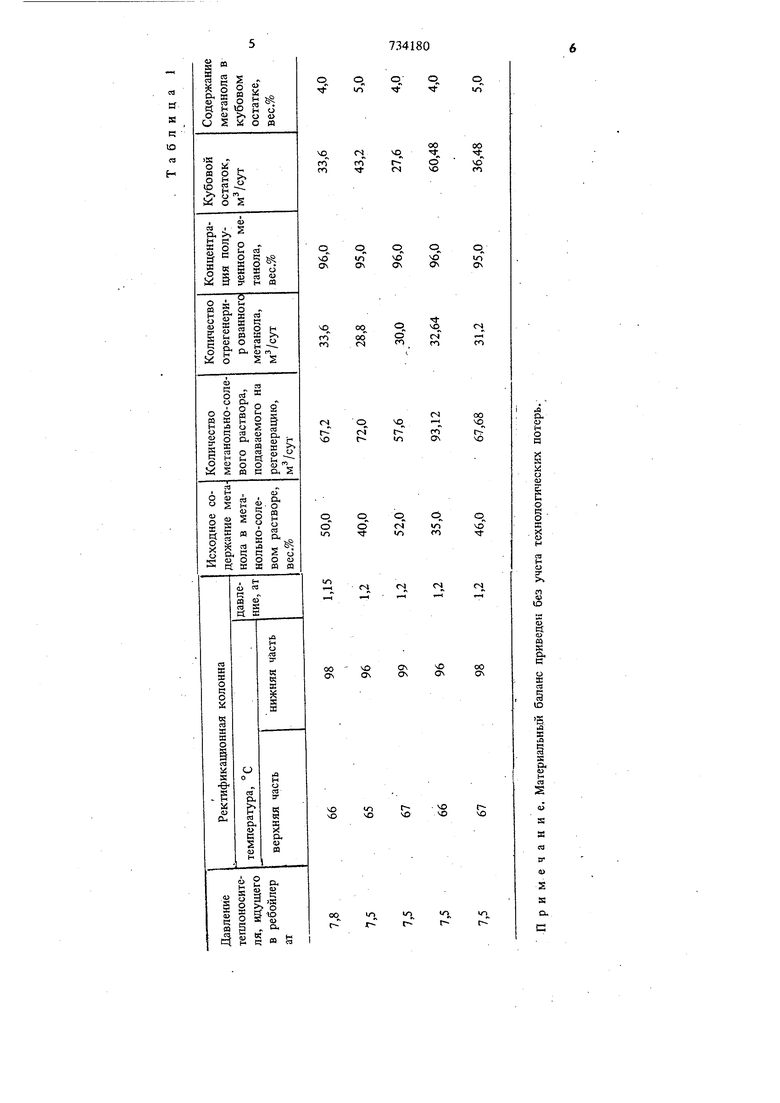
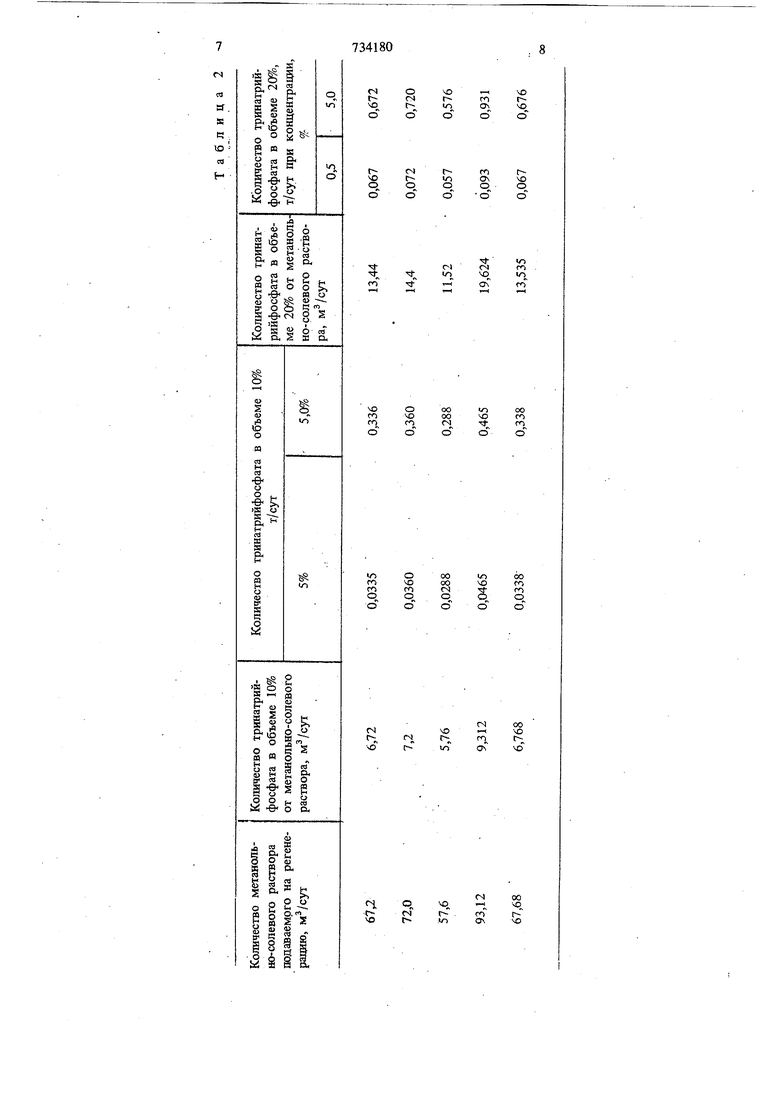
В емкости 1 растворяют тринатрийфосфат при постоянном помешивании и нагревании до 40-45°С , после чего переводят его в емкость 2, где доводят до концентрации 0,5-5,0%. Из емкости 2 раствор тринатрий фосфата закачивают насосом 3 в емкость 4 куда одновременно подают метанольно-солевой раствор с содержанием метанола 35-55%. Метанольно-солевой раствор забирают насосом 5 из емкости 4 и подают в трубчатые теплообменники 6 и 7, нагреваемые горячей. водой, отходящей из нижней части колонны 8, до 40-45°С и насосом 9 часть раствора подают в конденсатор-холодильник 10. Из теплообменников метанольно-солевой раствор поступает в ректификационную колонну 8, где происходит отделение метанола от воды. Ректификационная колонна имеет 30 тарелок, диаметр ее 1,2 м, давление 1,31,4 кг/см, температура верхней и нижней частей колонны соответственно 65-68° С и 95-105°С. Подогрев жидкой фазы в нижней часта колоннб осуществляют в трубчатом подогревателе 11, подаваемым с давлением 6-8 кг/см паром. Горячая вода, нагретая до 100-105° С, проходя через теялообменники 6 и 7; спускается прямо в канализацию. Пары метанола из верхней части ректификационной колонны, нагретые до 65-68 С, поступают в конденсатор-холодилытек И, после чего метанол направляют в промежуточную емкость 12, откуда насосом 13 откачивают в резервуар 14, где хранится отрегенерированньш метанол. Из резервуара 14 меТанол идет к потребителю 4 для повторного использования как ангидратный ингибитор, а также насосом 15 подают на орошение верхней части колонны для поддержания j постоянной температуры. Пары метанола в конденсаторе-холодильнике 11 охлаждают с помощью метанольно-солевого раствора из резервуара 4. Кондентрадия отрегенерированного метанола 94-96 вес.%. В кубовом остатке содержание метанола 2-6 вес.%. В табл. 1 приведен материальный баланс работы установки, качество метанола и кубового остатка. В табл. 2 приведено количество вводимого тринатрийфосфата в 1 сут в объемном и весовом выражении, в зависимости от суточного расхода метанольно-солевого раствора, взятого на основании промышленных испы- : таний. В табл. 3 приведено содержание солей в пробах воды, отобранных в процессе промышленных испытаний по предлагаемому способу без тринатрийфосфата и с добавкой тринатрийфосфата в метанольно-солевой раствор. Использование предлагаемого изобретения позволит увеличить производительность установки регенерации метанола из метанольносолевых растворов за счет уменьшения затрат на ремонт установки и увеличение межремонтного периода.
fS
л
tr. s
R : Ю (Я
H
чО t in
го
ЧО
a
о
о
CS
)
r
ЧО
o
s
о
о
о
o
о
о

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ очистки водно-метанольных растворов от солей | 2023 |
|
RU2806144C1 |
| Способ получения метанола из сточных вод и установка для получения метанола из сточных вод | 2021 |
|
RU2778395C1 |
| Способ выделения метанола | 1979 |
|
SU829608A1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТИЛХЛОРИДА | 2009 |
|
RU2404952C1 |
| СПОСОБ РЕГЕНЕРАЦИИ МЕТАНОЛА ИЗ НАСЫЩЕННОГО ВОДОЙ РАСТВОРА | 2012 |
|
RU2496558C1 |
| СПОСОБ ПОВЫШЕНИЯ КАЧЕСТВА РЕГЕНЕРАЦИИ МЕТАНОЛА ИЗ ВОДОМЕТАНОЛЬНОГО РАСТВОРА | 2010 |
|
RU2465949C2 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАНОЛА ИЗ ПРИРОДНОГО ГАЗА И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2797945C1 |
| СПОСОБ РЕГЕНЕРАЦИИ МЕТАНОЛА ИЗ НАСЫЩЕННОГО ВОДОЙ РАСТВОРА С БОЛЬШИМ СОДЕРЖАНИЕМ МЕХАНИЧЕСКИХ ПРИМЕСЕЙ И СОЛЕЙ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2567288C1 |
| СПОСОБ ОЧИСТКИ РАСТВОРА ГЛИКОЛЯ - ОСУШИТЕЛЯ ПРИРОДНОГО ГАЗА | 2001 |
|
RU2181069C1 |
| Способ глубокой комплексной переработки высококонцентрированных по содержанию легких углеводородов производственных сточных вод в товарный продукт (на примере производственных сточных вод, высококонцентрированных по содержанию этиленгликоля) | 2024 |
|
RU2827617C1 |
ri
г
N|
ч,
ЧО л
«
оГ
fo
о
оо оо
Юоо
ЧО
ЧОсо
fN
со
о
о
о
00WOоо
45
соЧОfo
го
ооо
о
о
CNОО
.
ЧО
(N
г
Г
оГЧО
N
00
«э
о
vO
г«N
го
ргЧО
о ш
Количество солей, г/л
8,14
11,02
24
Формула изобретения
Способ выделения метанола из метанольносопевых растворов путем ректификации, о тличающийся тем, что, с целью предотвращения выпадения в осадок солей, в исходный раствор добавляют тринатрийфосфат койцентрацией 0,5-5,0 вес.% в количест11,34
7,50
40
2 10-20% об. от метанольно-солевого раствора.
Источники информащш, принятые во внимание при экспертизе 1. Ыабатаев Ш., Кулиев А., Расулов А. и др. Регенерация метанола на Мессояхском газовом промысле. Экспресс-информация, ВНИИЭгазпром, 1972, № 12/310/, с. 8-12.
