1
Изобретение относится к металлургии и литейному производству; оно может быть применено, при получении качественных стаЛей, например шарикоподшипниковых сталей, идущих на производство валов, зубчатых колес, электротехнических сталей, т.е, тех марок сталей, в которых высокое содержание неметаллических включений, газов и вредных примесей резко отрицательно сказывается на их служебных характеристиках. Изобретение может быть также использовано при производстве углеродистых сталей с целью повышения их качества и сокращения окислительного периода плавки.
Известен способ выплавки низкоуглеродистой стали в дуговых печах (1, по которому наряду с другими операциями производят продувку ванны кислородом через-сводовые фурмы и аргоном через трубки,пропускаемые через рабочее окно печи, При этом газы вводятся в металл ,струей, образуются крупные газовые пузыри, поверхность которых на еди.ницу объема вдуваемых, газов мала, т.е. условия для окисления приме2
1сёй кислородом 15 для рафинирования ста;ти аргоном не соответствуют оптимальным; эффективность использования продуваемых газов ниже, чем она может быть при продувании стали газами в виде мелких пузырьков.
Известен также способ введения газообразного агента в ванну с расплавленным металлом 2, по
10 которому газ в ванну жидкого метал™ ла вводят в виде пузырьков через отверстия с числом Рейнольдса более 10000 и так, чтобы путь пузырьков I в жидком металле бнЛ достаточным
15 для прохождения реакций между ними .и компонентами жидкого металла но меньше, чем необходимо для достижения стенок сосуда с жидким металлом
Наиболее близким к описываемо20му изобретению по технической сущности и достигаемому- эффекту яв.ля ются устройство и способ 3, согласно -которому в ванну жидкой , стали вдувают следующие реагенты:
25 кислород, кислородсодержащие и инертные газы, флюсы, десульфураторЫ(, элементы, способствующие понижению вязкости шлака, легирующие ;элементы, раскислители. Реагенты
30
вдуваются в ванну жидкой стали струями через фуомл. Каждая из фур состоит из двух концентрических труб, по большей из которых вдувае ся защитный газ, предотвращающий подгорание концов фурм, выходящих внутрь ванны. Две фурмы проходят через футеровку печи на уровне от™ косоз ванны радиально под углом 11 к поверхности металла и под углом 120 одна к другой; две другие фурмы обеспечивают вдувание реагентов струями, касательными к горячей зоне ванны; третья группа фурм, смонтированных на подине печи, обеспечивает ввод реагентов сн ЗУ вверх через жидкую сталь струям оси которых составляют некоторый угол с вертикальной осью ванны.Вдувание кислорода и кислородсодержащих газов.обеспечивает сокращение окислительного периода плавки (повышает производительность), дожигание СО до СОу с выделением дополнительного количества тепла, перемешивание ванны вихревыми потоками. Вдувание инертных газов уменьшает угар легирующих элементов, способствует повышению качества металлу, выплавленного из скрапа.
Недостатки данного способа прод вки- следующие: продувка с постоянными интенсивностями приводит к возникновению и существованию в ванне установившихся замкнутых потков жидкой стсши и застройных зон, а это не наилучшие условия для рафинирования при продувке струями реакционная поверхность единицы объема вдуваемого газа мала (значительно ниже, чем при вводе через пористые огнеупорные материсшы), т.е. окислительная способность кислородсодержащих газов в данном случае используется не полностью; образуется малое число крупных газовых пузырей , вследствие чего ухудшаются условия диффузии в них растворенных в стали газов и флотации неметаллических включений в шлак; вдувание газов струей вследствие ее значительной энергии может привести к разрушению шлакового покрова, защищающего меташл от атмосферы печи, к повторному окислению и насыщению другими газами стали уже после раскисления и продувки инертными газами (и во время продувки ими, если они вдуваются струей),а также может происходить эмульгирование шлака,втягивание ег мелких частиц в толщу мегЙ1лла,где онТй могут задержаться вплоть до выпуска, т.е. загрязнение ими готовой стали; ввиду того, что расположены ниже уровня жидкого металла, он можетзалить их и вывести из строя, если прекратить продувку ванны, содержащей жидкий металл, и поэтому продувку необходимо производить в течение всего периода пребывания металла в ванне, если даже по требованиям окисления, перемешивания или рафинирования продувку уже можно или даже необходимо прекратить, а это приводит к повышению расхода газа; интенсив ность продувки должна быть выше определенного уровня, при котором происходит затекание жидкого металла в фурк«21, и величина этой интенсивности может не соответствовать отимсшьной для проведения технологических процессов в ванне с помощью продувки (окисление примесей, перемешивание, рафинирование) ; даже незначительное по времени прекращение подачи газа в фурму или снижение его давленная в подводящей магистрали может привести к попаданию жидкого металла в фурмы, выводу их из строя и созданию на печи аварийной ситуации.
Целью изобретения является повышение рафинирующего эффекта продувки.
Цель достигается тем, что продувку осуществляют с периодически изменяющимися интенсивностями через два или несколько устройств ввода газа в виде мелких пузырьков, например через откосы футеровки печи, выполненные из пористых огнеупоров с высокой газопроницаемостью, причем интенсивности ввода газа через каждое из устройств изменяются по одному закону со сдвигом по фазе на часть периода, величина которой обратна количеству устройств ввода газа. Продувку осуществляют в течение периодов длительностью 58-62 каждый, причем максимальная интенсивность ввода газа зависит от веса жидкой ванны и должна обеспечить за все время продувки введение в сталь 0,805-0,954 нм углекислого газа на 1 т стали.
Пример. Производят загрузку печи твердой шихтой, расплавление, прогрев жидкой стали, окисление примесей стали подачей в печь железной руды. После снижения содержания углерода в стали до уровня, который на 0,05-0,07% выше,чем необходимо иметь в конце окислительного периода для данной марки стали, производят продувку жидкой стали с периодически изменяющимися интенсивностями ввода газа в сталь. Длительность периода 58-62 с; количество периодов 8; расход газа на тонну металла;0,805-0,954нм.После окончания продувки сталь раскисляют ферросилицием и ферромарганцем,легируют (если это необходимо) и выпусют в ковш, где раскисляют алюминием
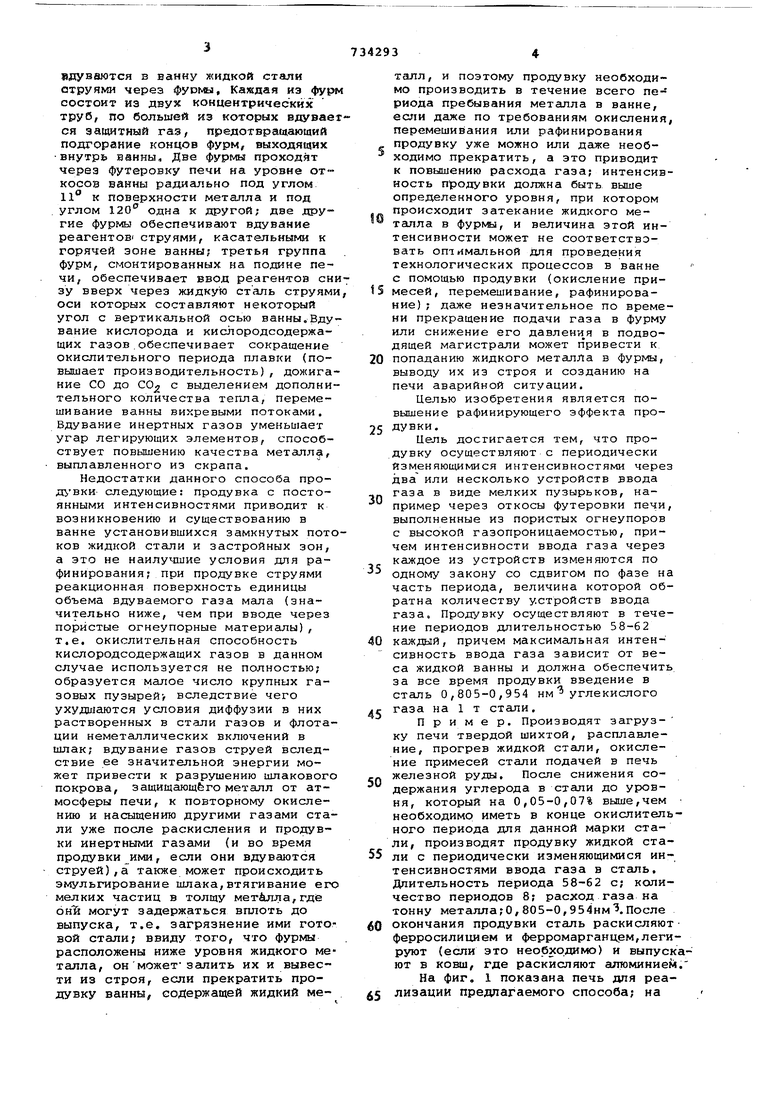
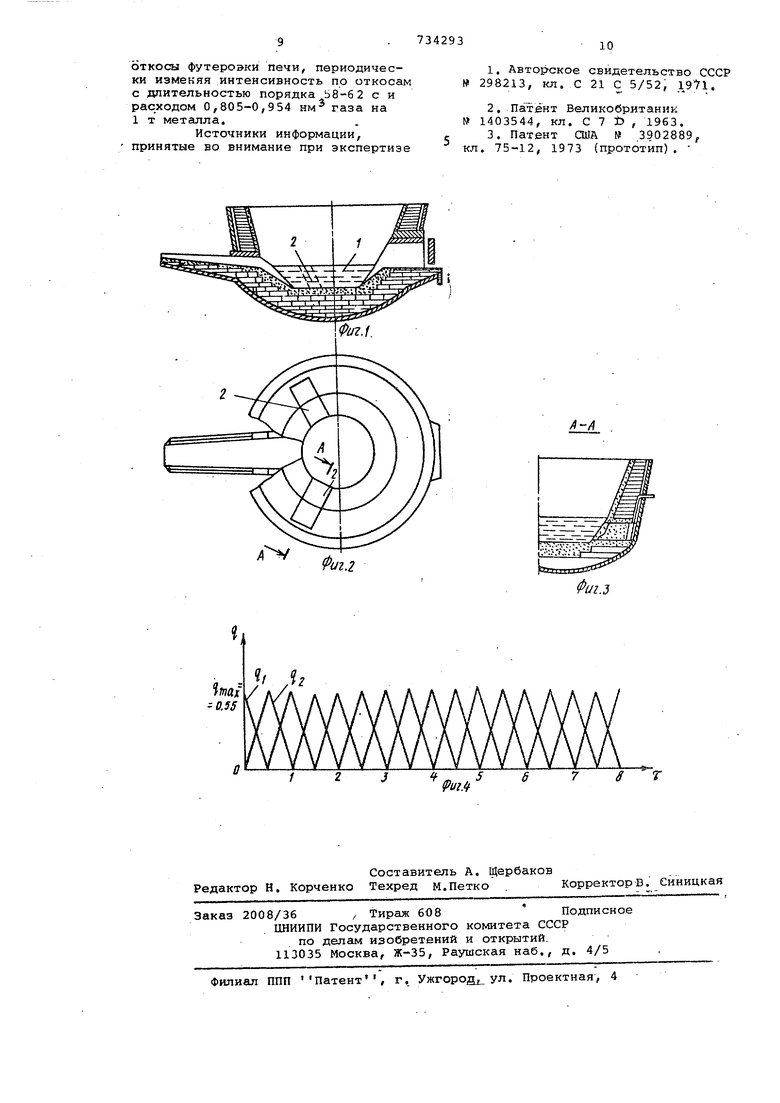
На фиг. 1 показана печь для реализации предлагаемого способа; на
фиг, 2 - то же, вид сверху; на фиг. 3 - разрез А-А на фиг. 2 на фиг, 4 - режим изменения интенсивности ввода газа во времени.
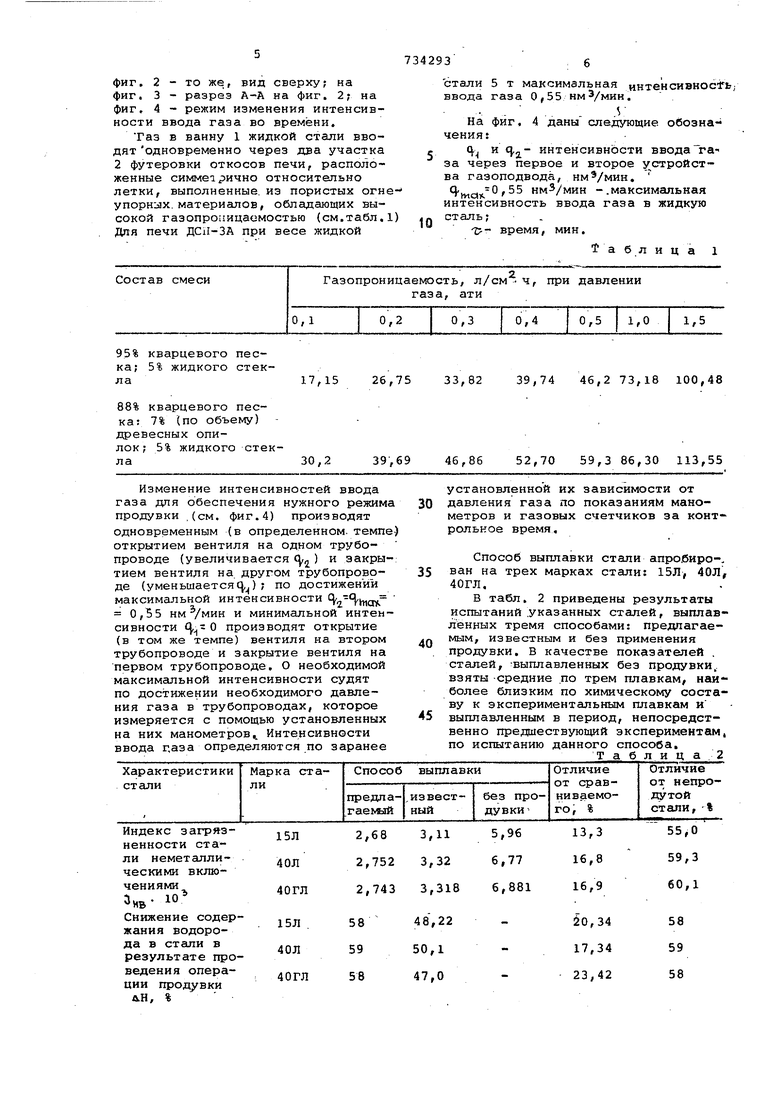
Таз в ванну 1 жидкой стали вводят одновременно через два участка 2 футеровки откосов печи, расположенные симмеарично относительно летки, выполненные, из пористых огнеуnopHjix. материалов, обладающих высокой газопроницаемостью (см.табл.1) Для печи flCiI-3A при весе жидкой
стали 5 т максимальная интенсивность; ввода газа 0,55 нмVмин.
На фиг, 4 даны следующие обозначения:
q, и интенсивности ввода газа через первое и второе у стройства газоподвода, нм/мин. ,55 -.максимальная интенсивность ввода газа в жидкую сталь;
0
tJ- время, мин.
а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ выплавки стали | 1975 |
|
SU540922A1 |
| Способ выплавки стали | 1979 |
|
SU870440A2 |
| Способ выплавки стали в подовом агрегате | 1983 |
|
SU1157072A1 |
| Способ выплавки стали | 1978 |
|
SU1022994A1 |
| СПОСОБ ЗАЩИТЫ ОГНЕУПОРНОЙ ФУТЕРОВКИ МЕТАЛЛУРГИЧЕСКОГО СОСУДА | 1993 |
|
RU2102493C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ В ЖИДКОЙ ВАННЕ | 1990 |
|
RU2051180C1 |
| СПОСОБ ПРОДУВКИ ВЫСОКОХРОМИСТЫХ СТАЛЕЙ | 2004 |
|
RU2268948C2 |
| ИЗГОТОВЛЕНИЕ НЕРЖАВЕЮЩЕЙ СТАЛИ ГРУППЫ ФЕРРИТНЫХ СТАЛЕЙ AISI 4xx В КОНВЕРТЕРЕ АКР | 2005 |
|
RU2353663C2 |
| СПОСОБ ВОССТАНОВИТЕЛЬНОЙ ПЛАВКИ МЕТАЛЛУРГИЧЕСКОГО СЫРЬЯ | 1993 |
|
RU2105069C1 |
| Способ выплавки трансформаторной стали | 1982 |
|
SU1052546A1 |
95% кварцевого песка; 5% жидкого стек17,1526,75 ла 88% кварцевого песка: 7% (по объему) древесных опилок; 5% жидкого стекла
Изменение интенсивностей ввода газа для обеспечения нужного режима продувки ,(см. фиг,4) производят одновременным (в определенном, темпе открытием вентиля на одном трубопроводе (увеличивается с,) и закрытием вентиля на другом трубопроводе (уменьшается, ) ; по достижении максимальной интенсивности Vj-Shicrnr 0,55 нм VMHH и минимальной интенсивности Ц, О производят открытие (в том же темпе) вентиля на втором трубопроводе и закрытие вентиля на первом трубопроводе. О необходимой максимальной интенсивности судят по достижении необходимого давления газа в трубопроводах, которое измеряется с помощью установленных на них манометров Интенсивности ввода г,аза определяются по заранее
15Л .5848,22
40Л5950,1
40ГЛ5847,0
установленной их зависимости от 30 давления газа по показаниям манометров и газовых счетчиков за конт рольное время.
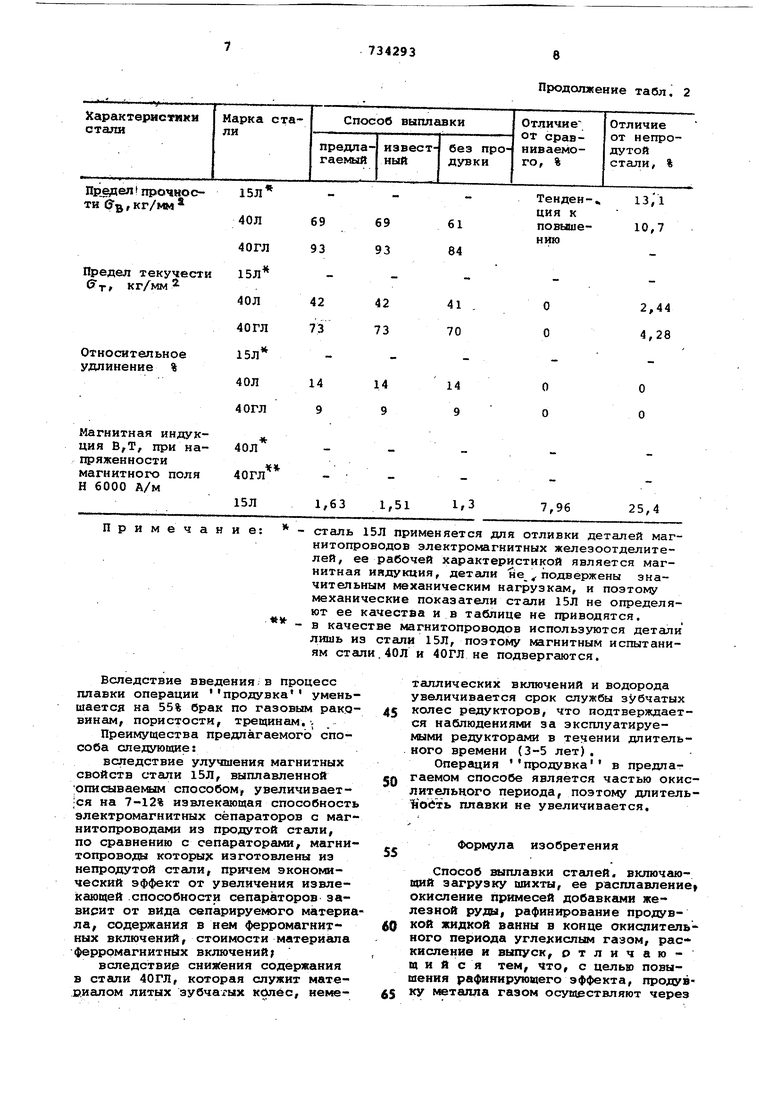
Способ выплавки стали апро.биро-, ван на трех марках стали: 15Л, 40Л, 40ГЛ.
В табл. 2 приведены результаты испытаний указанных сталей, выплавленных тремя способами: предлагаемым, известным и без применения продувки. В качестве показателей . сталей, -выплавленных без продувки., взяты -средние .по трем плавкам, наиболее близким по химическому составу к экспериментальным плавкам и выплавленным в период, непосредственно предшествующий экспериментам, по испытанию данного способа.
Т а б л и ц а 2
58
59 58 239,74 46,2 73,18 100,48 52,70 59,3 86,30 113,55
Магнитная индук40Лция В,Т, при напряженностиП
Вследствие введения;в процесс плавки операции продувка уменьшается на 55% брак по газовым раковинам, пористости, трещинам,;
Преимущества предлагаемого способа спедуюпше:
вследствие улучшения магнитных свойств стали 15Л, выплавленной :описываеьв)1м способом, увеличивается на 7-12% извлекающая способность электромагнитных сепараторов с магнитопроводами из продутой стали, по сравнению с сепараторами, магиитопроводы которых изготовлены из непродутой стали, причем экономический эффект от увеличения извлекающей .способности сепараторов зависит от вида сепарируемого материала, содержания в нем ферромагнитных включений, стоимости материала ферромагнитных включений;
вследствие снижения содержания в стали 40ГЛ, которая служит матеииалом литых зубчагых кйлёс, немеПродолжение табл. 2
таллических включений и водорода увеличивается срок службы зубчатых колес редукторов, что подтверждается наблюдениями за эксплуатируемыми редукторами в течении длительного времени (3-5 лет).
Операция продувка в предлагаемом способе является частью окис0лительного периода, поэтому длитель%Ъйть плавки не увеличивается.
Формула изобретения
Способ выплавки сталей, включгиощий зги рузку шихты, ее расплавление окисление примесей добавками железной руды, рафинирование продувкой жидкой ванны в конце окислительного периода углекислым газом, раскисление и выпуск, отличаю щи йен тем, что, с целью повыщения рафинирующего эффекта, продувку металла газом осуществляют через сталь 15Л применяется для отливки деталей магнитопроводов электромагнитных железоотделителей, ее рабочей характеристикой является магнитная иядукция, детали не подвержены значительным механическим нагрузкам, и поэтому механические показатели стали 15Л не определяют ее качества ив таблице не приводятся, в качестве магнитопроводов используются детали лишь из стали 15Л, поэтому магнитным испытаниям стали.40Л и 40ГЛ не подвергаются.
откосы футеровки печи, периодически изменяя интенсивность по откосам с длительностью порядка 58-62 с и расходом 0,805-0,954 нм газа на 1 т металла.
Источники информации, принятые во внимание при экспертизе
-/1
