(54) СИСТЕМА КОНТРОЛЯ И УПРАВЛЕНИЯ ПРОЦЕССОМ Изобретение относится к области гальванотехники и может быть использовано при автоматизации контроля производительности технологическогч) оборудования в единицу времени при заданном качестве травления. Известна система контроля и управления процессом травления металлоизделий, например, проволоки, содержащая технологический агрегат, механизм перемотки, блоки первичных преобразователей скорос ти и отклонений диаметра от номинального значения l Зта система является наиболее близкой к предложенной по технической сущности и достигаемому результату. Недостатками известной системы являются низкая точвэсть контроля производительности при заданном качестве тра ления и ограниченная область примене- ВИЯ. При использовании известной системы на промышленных установках элект рохимической обработки металлоизделий не обеспечивается контроль обшей длины
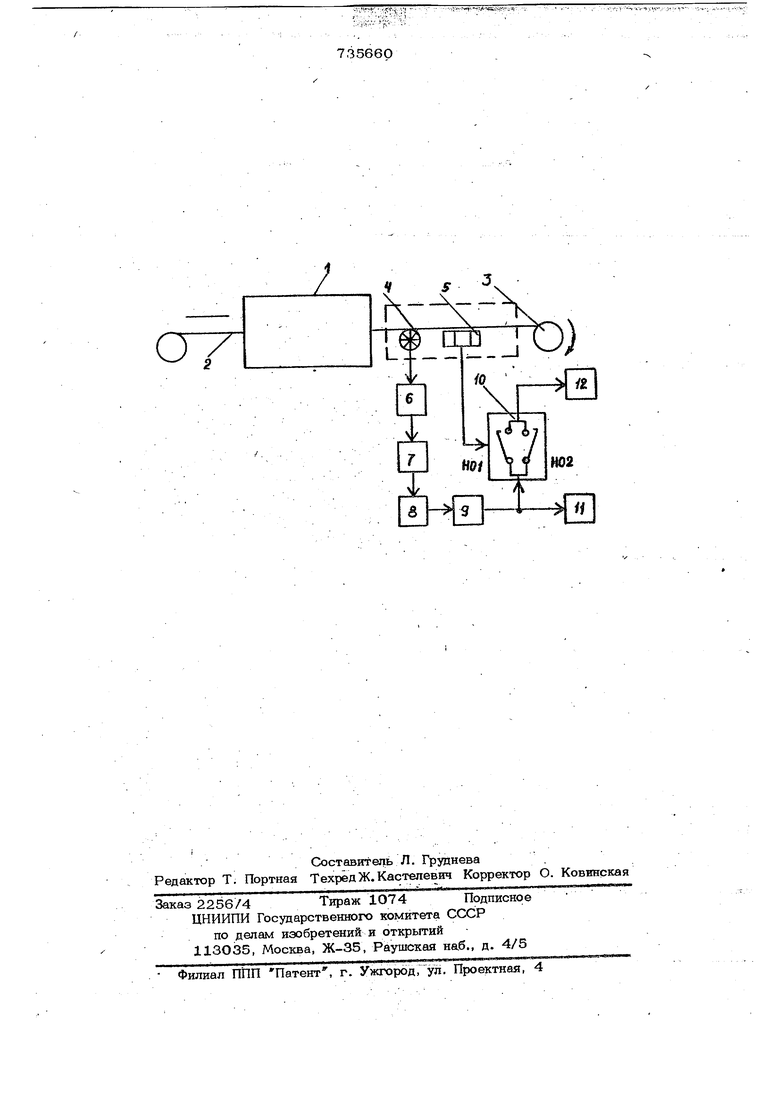
ТРАВЛЕНИЯ проволоки, прошедшей через технологический агрегат и количества полученной при этом некондиционной проволоки, диаметр которой превышает установленные технологические пределы., Цепь изобретения - повышение точности контроля производительности процесса. Поставленная цель достигается тем, что система снабжена ждущим мультивибратором, формирователем импульсов, делителем частоты, согласующим устройством, элементом переключения с регулируемыми нормально открытыми контактами и цифровыми счетчиками длины проволоки, причем выход первичного преобразователя скорости через последовательно соединенные ждущий мультивибратор, формирователь импульсов, делитель частоты и согласующее устройство подключен к цифровому счетчику общей длины проволоки, прощедщей обработку, а выход первичного преобразователя отклонений диаметра от номинального зна37чения связан со входом элемента переключения включенного посредством регулируемых нормально открытых контактов в линию связи выхода согласукхцего устройства с цифровым счетчиком длины некондиционной проволоки. На чертеже схематически изображена система. Она содержит технологический larperaT 1, через который движется обрабатываемая проволока 2 с помощью механизма перемотки 3, блок первичных преобразователей 4,5 скорости иотклонений диамет ра от номинального значения, ждущий мультивибратор 6, формирователь 7 импульсов, делитель 8 частоты, согласующее устройство 9, элемент 1О переключения с регулируемыми нормально открытыми контактами Н01, Н02 и цифровые счетчики 11 и 12 соответственно общей длины проволоки, прощедщей обработку, и длины некондиционной проволоки Система работает следующим образом Обрабатываемая проволока 2 движется через технологический агрегат .1с помощью механизма перемотки 3. На выходе агрегата 1 установлен блок первичных преобразователей 4,5 скорости и отклонений диаметра от номинального значения. Преобразователем 4 скррость перемоцения проволоки преобразуется в пропорциональное число импульсов, поступающих на вход мультивибратора 6, на выходе которого формируются прямоугольные импульсы. С помощью формирователя 7 улучщаетсяформа импульсов для надежной работы делителя 8 частоты, коэффициент пересчета которого равен К 2 , где п - число последовательно сое диненных триггеров делителя; на выходе последнего из них снимаются импульсы, . частота следования.которых соответствуе 1 м, что фиксируется счетчиком общей Длины проволоки 11, подключенным к вы ходу делителя 8 частоты с помощью согласующего устройства 9, необходимог для согласования выходного сопротивления делителя с входным сопротивлением счетчика. Первичным преобразователем 5 измеряются отклонения диаметра проволо ки, : прощедщей обработку,, от номинальнрго значения, Регулируемыми нормально открьггыми контактами НО1, НО2 элемен та Ю переключения предварительно уста найливаются соответственно верхний и нижний пределы допусков на от слонения диаметра проволоки от номинального значения.. 04 В Процессе обработки при отк/юпонии иаметра за пределы устаногшенкых доусков срабатывают контактыHOI, Н02, связь выхода согласукяцего устройства со счетчиком 12 длины некондиционной роволоки замьгкается. Счетчик 12 фиксиует количество проволоки, диаметр коорой превыщает заданные допуски. . Система реализуется на серийно выускаемых элементах атоматики. Область применения системы может быть расщирена за счет использования ее для входного контроля диаметра проволоки, поступающей на электроламповые заводы от предприятий-изготовителей, что позволит сократить вьшуск некондиционных ИСТОЧНИКОВ света. . . ,. . - .. . - . . / , Формула изобретения Система контроля и управления процессом травления металлоизделий, например, проволоки, содержащая технологи-. ческий агрегат, механизм перемотки, блок первичных преобразователей скорости и отклонений диаметра от номинального значения, отличающаяс я тем что, с целью повыщения точности контроля производительности процесса, она снабжена ждущим мультивибратором, формирователем импульсов, дели.тёлем частоты, согласующим устройством, элементом переключения с регулируемыми нормально открытыми контактами и цифровыми счетчиками длины проволоки, причем выхвд первичного преобразователя скорости через последовательно соединенные ждущий мультивибратор, формирователь импульсов, делитель частоты и согласующее устройство подключен-к цифровому счетчику общей длины проволоки, прощедшей обработку, а выход первичного преобразователя отклонений диаметра от номинального значения связан со входом элемента переключения, включенного посредством регулируемых нормально открытых контактов в линию связи вы- хода согласующего устройства с цифровым счетчиком длины некондиционной проволоки. Источники информации, принятые во внимание при экспертизе 1,; Авторское свидетельство СССР, № 100078, кл. С 23 F 1/08, 1954
а
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для контроля производительности выпуска длинномерных материалов | 1979 |
|
SU968112A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ СТАБИЛЬНОСТИ ВАКУУМА ДОИЛЬНОЙ УСТАНОВКИ | 1999 |
|
RU2153800C1 |
| АНАЛОГО-ЦИФРОВОЙ ПРЕОБРАЗОВАТЕЛЬ | 1972 |
|
SU439070A1 |
| Устройство для контроля частот и уровней выходных сигналов генераторов | 1984 |
|
SU1241471A2 |
| Агрегат гарантированного питания | 1990 |
|
SU1742942A1 |
| Устройство для регулирования температуры | 1983 |
|
SU1080127A1 |
| Умножитель частоты | 1983 |
|
SU1167692A2 |
| Устройство для автоматизированного контроля радиостанций | 1988 |
|
SU1494235A2 |
| Устройство для контроля параметров электрических сигналов | 1983 |
|
SU1250971A1 |
| Устройство для контроля толщины стеклонити | 1980 |
|
SU874682A1 |